Advanced Manufacturing of Tiotropium Bromide: Overcoming Isomer Impurities via Novel Catalytic Transesterification
Advanced Manufacturing of Tiotropium Bromide: Overcoming Isomer Impurities via Novel Catalytic Transesterification
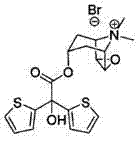
The pharmaceutical industry continuously seeks robust synthetic routes for critical respiratory medications, and the preparation of Tiotropium Bromide stands as a prime example of process optimization driving clinical efficacy. Patent CN101979391A introduces a groundbreaking methodology that addresses the persistent challenge of isomeric impurities during the synthesis of this potent anticholinergic agent. By leveraging a sophisticated mixed catalyst system comprising metallic sodium and sodium methoxide, this technology achieves a level of stereochemical control that was previously difficult to attain in standard transesterification protocols. The core innovation lies in the ability to maintain the scopine-2,2-dithienyl glycolate intermediate isomer content below the stringent threshold of 0.1 percent, fully complying with the tentative standards of the European Pharmacopoeia. This technical breakthrough not only enhances the purity profile of the final active pharmaceutical ingredient but also streamlines the downstream purification burden, offering a compelling value proposition for manufacturers aiming to secure reliable supply chains for high-quality respiratory therapeutics.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Tiotropium Bromide has been plagued by the formation of unwanted stereoisomers during the critical esterification step, which connects the scopine backbone with the dithienyl glycolic acid moiety. Traditional catalytic systems often lack the precise basicity modulation required to drive the reaction to completion without inducing epimerization or other structural rearrangements in the sensitive tropane ring system. Consequently, conventional processes frequently yield intermediate products with isomer contents exceeding 0.3 percent, a level that fails to meet the rigorous quality specifications demanded by modern regulatory bodies such as the European Medicines Agency. These elevated impurity levels necessitate extensive and costly purification sequences, including multiple recrystallizations or chromatographic separations, which drastically reduce overall process yield and increase manufacturing lead times. Furthermore, the presence of these isomers can complicate the toxicological profile of the drug substance, potentially requiring additional safety studies and delaying market entry for generic competitors seeking to replicate the originator's quality standards.
The Novel Approach
In stark contrast to these legacy methods, the novel approach detailed in the patent utilizes a synergistic dual-catalyst strategy that fundamentally alters the reaction kinetics and thermodynamics of the transesterification process. By employing a specific mass ratio of sodium to sodium methoxide within a xylene solvent matrix, the reaction environment is tuned to favor the formation of the desired beta-isomer while kinetically suppressing the pathways leading to impurity generation. This method allows for the direct production of scopine-2,2-dithienyl glycolate with isomer levels consistently maintained between 0.05 percent and 0.08 percent, effectively bypassing the need for aggressive downstream correction. The process operates at moderate temperatures ranging from 50 to 60 degrees Celsius, which minimizes thermal degradation risks and enhances operational safety compared to high-temperature alternatives. Additionally, the workup procedure involves a strategic pH swing and cold water washing protocol that efficiently removes catalyst residues and byproducts, resulting in a crude intermediate of exceptional purity that simplifies the final quaternization and crystallization steps.
Mechanistic Insights into Mixed Catalyst Transesterification
The efficacy of this synthetic route hinges on the intricate interplay between the metallic sodium and the alkoxide base within the reaction medium. Metallic sodium serves as a potent reducing agent and a source of electrons that can activate the alcohol functionality of the scopine substrate, while sodium methoxide provides a strong, non-nucleophilic base necessary to deprotonate the hydroxyl group and initiate the nucleophilic attack on the ester carbonyl of the methyl 2,2-dithienyl glycolate. This dual-activation mechanism ensures a rapid and complete conversion of starting materials, minimizing the residence time of reactive intermediates that might otherwise undergo racemization. The specific ratio of the catalysts, optimized to approximately 1:3 by mass, creates a buffered basic environment that is strong enough to drive the equilibrium forward but mild enough to preserve the stereochemical integrity of the chiral centers on the tropane ring. This precise control is critical because the biological activity of Tiotropium Bromide is highly dependent on its specific three-dimensional configuration, and any deviation can result in a loss of potency or increased off-target effects.
Furthermore, the purification mechanism embedded within this process plays a vital role in the final quality of the API intermediate. Following the transesterification, the reaction mixture is subjected to a controlled acidification to pH 1-3 using dilute hydrochloric acid, which protonates any unreacted amines and facilitates their separation into the aqueous phase during subsequent washing. The use of cold water for washing is particularly effective in precipitating out inorganic salts and polar impurities without dissolving the lipophilic ester product. Subsequent basification to pH 9-10 allows for the efficient extraction of the free base form of the intermediate into an organic solvent like chloroform. This multi-stage pH manipulation acts as a chemical filter, removing acidic and basic impurities that could interfere with the subsequent quaternization reaction. The final decolorization step using activated carbon ensures the removal of any colored polymeric byproducts, yielding a visually pure intermediate that is ready for the final salt formation step with high confidence in its chemical identity.
How to Synthesize Scopine-2,2-dithienyl Glycolate Efficiently
The synthesis of the key intermediate, scopine-2,2-dithienyl glycolate, serves as the foundation for the entire Tiotropium Bromide production line and requires meticulous attention to reaction parameters to ensure reproducibility. The process begins with the preparation of high-purity scopine, typically derived from the reduction of scopolamine hydrobromide, which must be carefully dried and handled under inert conditions to prevent oxidation. Once the scopine is prepared, it is dissolved in dry xylene along with methyl 2,2-dithienyl glycolate, and the mixed catalyst system is introduced under a nitrogen atmosphere to exclude moisture and oxygen. The reaction temperature is strictly maintained between 50 and 60 degrees Celsius for a duration of 2 to 3 hours, allowing sufficient time for the transesterification to reach equilibrium without promoting thermal decomposition. Detailed standardized synthesis steps for this critical transformation are provided in the guide below to assist process chemists in replicating these results.
- Prepare scopine via reduction of scopolamine hydrobromide using sodium borohydride in anhydrous methanol, followed by pH adjustment and extraction.
- Conduct transesterification between scopine and methyl 2,2-dithienyl glycolate in xylene using a mixed catalyst of sodium and sodium methoxide at 50-60°C.
- Quaternize the resulting ester intermediate with methyl bromide in a methanol-water mixture, followed by recrystallization from acetonitrile and methanol to obtain the final API.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented technology offers significant strategic advantages beyond mere technical compliance. The primary benefit lies in the drastic simplification of the purification workflow, which directly translates to reduced processing time and lower consumption of solvents and energy. By achieving regulatory-grade purity at the intermediate stage, manufacturers can eliminate several costly unit operations that are typically required to scrub isomeric impurities, thereby increasing the overall throughput of the production facility. This efficiency gain is crucial for meeting the growing global demand for COPD medications without the need for massive capital expenditure on new equipment. Moreover, the robustness of the reaction conditions reduces the risk of batch failures, ensuring a more predictable and reliable supply of the active ingredient to downstream formulation partners.
- Cost Reduction in Manufacturing: The elimination of complex chromatographic purification steps and the reduction in solvent usage significantly lower the variable costs associated with API production. By utilizing a mixed catalyst system that is both effective and economically accessible, the process avoids the reliance on expensive transition metal catalysts that require rigorous removal protocols to meet residual metal specifications. This streamlined approach minimizes waste generation and reduces the burden on wastewater treatment facilities, contributing to a leaner and more cost-effective manufacturing model that enhances profit margins in a competitive generic market.
- Enhanced Supply Chain Reliability: The use of readily available raw materials such as scopolamine hydrobromide and common organic solvents ensures that the supply chain is not vulnerable to the bottlenecks often associated with specialty reagents. The high yield and consistency of the reaction mean that production schedules can be optimized with greater certainty, reducing the need for excessive safety stock and freeing up working capital. Furthermore, the ability to consistently meet European Pharmacopoeia standards reduces the risk of regulatory rejection or recall, safeguarding the reputation of the supplier and ensuring uninterrupted availability of the medication for patients worldwide.
- Scalability and Environmental Compliance: The process is designed with industrial scalability in mind, utilizing standard reactor configurations and operating conditions that are easily transferable from pilot plant to commercial scale. The温和 nature of the reaction conditions reduces safety hazards related to exotherms or high-pressure operations, facilitating smoother technology transfer. Additionally, the reduced solvent intensity and the avoidance of heavy metal catalysts align with modern green chemistry principles, helping manufacturers meet increasingly stringent environmental regulations and sustainability goals without compromising on product quality or output volume.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this advanced synthesis route for Tiotropium Bromide. These insights are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for decision-making. Understanding these nuances is essential for R&D teams evaluating technology transfer and for procurement professionals assessing supplier capabilities.
Q: How does the mixed catalyst system improve isomer control in Tiotropium Bromide synthesis?
A: The simultaneous use of sodium and sodium methoxide creates a optimized basic environment that facilitates the transesterification reaction while suppressing the formation of scopine isomers, keeping impurity levels below 0.1% to meet European Pharmacopoeia standards.
Q: What are the critical purification steps for ensuring API quality?
A: Critical steps include washing the reaction mixture with cold water to remove inorganic salts, adjusting pH carefully during workup, and performing a final recrystallization using a specific volume ratio of acetonitrile and methanol to remove trace organic impurities.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the process utilizes common solvents like xylene and methanol and avoids exotic reagents, making it highly scalable. The robust control over exothermic reactions and simplified workup procedures support safe commercial scale-up.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Tiotropium Bromide Supplier
At NINGBO INNO PHARMCHEM, we recognize that the successful commercialization of complex respiratory APIs like Tiotropium Bromide requires more than just a laboratory recipe; it demands a partner with deep process engineering expertise and a commitment to quality excellence. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this mixed catalyst technology are fully realized in a GMP-compliant manufacturing environment. We employ stringent purity specifications and operate rigorous QC labs equipped with state-of-the-art analytical instrumentation to verify that every batch meets the <0.1% isomer limit, guaranteeing a product that is safe, effective, and ready for global distribution.
We invite pharmaceutical companies and contract manufacturers to collaborate with us to leverage this superior synthetic route for their supply needs. By engaging with our technical procurement team, you can request a Customized Cost-Saving Analysis that quantifies the potential efficiencies of switching to this method for your specific production volumes. We encourage you to contact us today to discuss your requirements,索取 specific COA data, and review our comprehensive route feasibility assessments to ensure your project moves forward with speed and confidence.