Optimizing Tiotropium Bromide Production: A Technical Breakthrough in Isomer Control
Optimizing Tiotropium Bromide Production: A Technical Breakthrough in Isomer Control
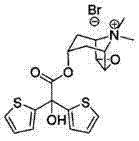
The pharmaceutical landscape for respiratory treatments demands uncompromising purity, particularly for anticholinergic agents like Tiotropium Bromide used in managing Chronic Obstructive Pulmonary Disease (COPD). A pivotal advancement in this domain is detailed in patent CN101979391B, which introduces a refined synthetic route capable of drastically reducing critical impurities. This technical insight report analyzes the proprietary methodology that addresses the longstanding challenge of isomer control during the esterification of scopine derivatives. By leveraging a dual-catalyst system involving metallic sodium and sodium methoxide, manufacturers can now achieve isomer levels well below the stringent 0.1% threshold mandated by the European Pharmacopoeia. This breakthrough not only ensures regulatory compliance but also streamlines the production workflow for high-value respiratory APIs.
For R&D directors and process chemists, the significance of this patent lies in its ability to solve a specific structural bottleneck. Traditional synthesis routes often struggle with stereochemical fidelity, leading to batches that require extensive reprocessing or outright rejection. The methodology outlined in CN101979391B offers a robust solution by optimizing the transesterification conditions. This report serves as a comprehensive guide for procurement and supply chain leaders looking to secure a reliable pharmaceutical intermediates supplier who understands the nuances of scaling complex anticholinergic syntheses while maintaining cost efficiency and supply continuity.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historical approaches to synthesizing Tiotropium Bromide, including those referenced in prior art such as patent 201010045804.5, have consistently faced a critical quality hurdle regarding stereoisomerism. During the formation of the 2-(2-thienyl) glycolic acid scopolamine ester intermediate, conventional catalytic systems frequently fail to suppress the formation of unwanted isomers effectively. Data from existing literature indicates that standard processes often yield isomer contents exceeding 0.3%, a figure that is unacceptable under current European Pharmacopoeia tentative standards which dictate a limit of ≤0.1%. This discrepancy creates significant operational friction, as batches failing this specification cannot be released for clinical use, leading to substantial material waste and extended lead times. Furthermore, the reliance on single-catalyst systems or less optimized solvent environments often results in variable yields, complicating the predictability required for commercial scale-up of complex pharmaceutical additives.
The Novel Approach
The innovative strategy presented in CN101979391B fundamentally alters the reaction landscape by introducing a synergistic catalytic environment. Instead of relying on traditional single-component catalysts, this method employs a mixed catalyst system comprising both metallic sodium and sodium methoxide within a xylene solvent matrix. This specific combination creates a highly controlled basic environment that favors the formation of the desired beta-epoxide tropane ester while kinetically suppressing the formation of the alpha-isomer. The result is a dramatic improvement in stereochemical purity, with experimental data demonstrating isomer content consistently falling between 0.05% and 0.08%. This level of precision eliminates the need for costly downstream chiral separations and ensures that the crude product is already near-compliance before the final quaternization step. For a cost reduction in pharmaceutical intermediates manufacturing, this approach minimizes waste and maximizes the throughput of usable API per batch.
Mechanistic Insights into Na/NaOMe-Catalyzed Transesterification
The core of this technological advancement resides in the mechanistic behavior of the sodium and sodium methoxide dual-catalyst system during the transesterification of scopine with methyl 2,2-dithienyl glycolate. Mechanistically, the presence of metallic sodium likely serves to maintain a strictly anhydrous and highly reducing environment, preventing the hydrolysis of the sensitive tropane ring and the thiophene ester groups. Simultaneously, sodium methoxide acts as a potent nucleophilic catalyst, facilitating the attack of the scopine hydroxyl group on the carbonyl carbon of the glycolate ester. The synergy between these two species in xylene—a high-boiling, non-polar solvent—allows the reaction to proceed efficiently at moderate temperatures of 50-60°C. This thermal window is critical; it is high enough to overcome the activation energy barrier for the transesterification but low enough to prevent thermal degradation of the delicate bicyclic tropane structure. The precise mass ratio of sodium to sodium methoxide, optimized between 1:1 and 1:5, ensures that the basicity is sufficient to drive the equilibrium forward without inducing elimination side reactions that could compromise the epoxide bridge.
Impurity control is further enhanced by the specific workup protocol designed to complement this catalytic system. Following the reaction, the mixture is subjected to a rigorous pH swing, first acidified to pH 1-3 with dilute hydrochloric acid and washed with cold water to remove basic impurities and catalyst residues. Subsequently, the pH is adjusted to 9-10 using sodium bicarbonate, which facilitates the extraction of the free base ester into an organic phase while leaving polar impurities in the aqueous layer. This multi-stage purification, combined with activated carbon decolorization, effectively strips away trace metal ions and colored byproducts. The result is a high-purity pharmaceutical intermediate that serves as an ideal substrate for the subsequent quaternization with methyl bromide. By controlling the impurity profile at this early stage, the overall process robustness is significantly increased, reducing the burden on the final crystallization steps.
How to Synthesize Tiotropium Bromide Efficiently
Implementing this synthesis route requires strict adherence to the parameter ranges defined in the patent to ensure reproducibility and safety. The process begins with the preparation of high-quality scopine from scopolamine hydrobromide, followed by the critical transesterification step in xylene. Operators must monitor the temperature closely within the 50-60°C range and maintain the catalyst ratios precisely to achieve the target isomer specifications. The subsequent quaternization with methyl bromide and final recrystallization from acetonitrile/methanol mixtures are equally vital for achieving the final API grade. Detailed standard operating procedures regarding stoichiometry, addition rates, and safety protocols for handling reactive sodium and methyl bromide are essential for successful technology transfer.
- Prepare Scopine by reducing Scopolamine Hydrobromide with sodium borohydride in anhydrous methanol, followed by pH adjustment and extraction.
- Perform transesterification between Scopine and Methyl 2,2-dithienyl glycolate in xylene using a mixed catalyst of Sodium and Sodium Methoxide at 50-60°C.
- Purify the resulting ester intermediate through acid-base washing and crystallization, then react with methyl bromide and recrystallize from acetonitrile/methanol to obtain the final API.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented synthesis route offers tangible strategic benefits beyond mere technical compliance. The primary advantage lies in the stabilization of the supply chain through improved process reliability. By consistently achieving isomer levels below the regulatory threshold, manufacturers eliminate the risk of batch failures that typically disrupt supply schedules. This reliability translates directly into reducing lead time for high-purity pharmaceutical intermediates, as there is no need to wait for re-testing or re-processing of out-of-specification material. Furthermore, the use of readily available raw materials such as scopolamine hydrobromide and common solvents like xylene and methanol ensures that the supply chain is not dependent on exotic or single-source reagents, thereby mitigating supply risk.
- Cost Reduction in Manufacturing: The economic impact of this process is driven by the elimination of waste associated with isomer impurities. In conventional processing, batches with >0.3% isomer content often require expensive chiral chromatography or must be discarded entirely. By engineering the reaction to produce <0.1% isomer inherently, the process removes the need for these costly remediation steps. Additionally, the high yields reported (up to 86% for the final API in optimized examples) mean that more product is generated per unit of raw material input. The removal of transition metal catalysts in favor of simple sodium salts also simplifies the heavy metal clearance process, reducing the cost of specialized scavenging resins and analytical testing.
- Enhanced Supply Chain Reliability: The robustness of the xylene-based transesterification allows for flexible scaling from pilot plant to commercial production volumes. Because the reaction conditions (50-60°C) are moderate and do not require cryogenic cooling or extreme high-pressure equipment, the process can be easily replicated across different manufacturing sites. This flexibility ensures commercial scale-up of complex respiratory APIs can be achieved without significant capital expenditure on new reactor infrastructure. The stability of the intermediate ester also allows for potential stockpiling, providing a buffer against fluctuations in the demand for the final Tiotropium Bromide product.
- Scalability and Environmental Compliance: From an environmental and safety perspective, the process design prioritizes operator safety and waste minimization. The use of cold water washing and pH-controlled extractions reduces the volume of hazardous organic waste compared to methods requiring extensive column chromatography. The final purification uses a green solvent system of acetonitrile and methanol, which are easier to recover and recycle than chlorinated solvents often used in older methodologies. This alignment with green chemistry principles facilitates smoother regulatory approvals and reduces the environmental compliance burden on the manufacturing facility.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this Tiotropium Bromide synthesis method. These insights are derived directly from the experimental data and claims within patent CN101979391B, providing a factual basis for decision-making. Understanding these details is crucial for technical teams evaluating the feasibility of adopting this route for their own production lines or for sourcing partners who utilize this specific technology.
Q: How does this method improve isomer control compared to conventional synthesis?
A: Conventional methods often result in scopolamine ester isomer content greater than 0.3%, failing European Pharmacopoeia standards. This patented method utilizes a specific Sodium and Sodium Methoxide mixed catalyst system which strictly controls the isomer content to between 0.05% and 0.08%, ensuring full regulatory compliance.
Q: What are the critical reaction conditions for the transesterification step?
A: The reaction requires a xylene solvent environment with a precise mass ratio of Sodium to Sodium Methoxide ranging from 1:1 to 1:5. The temperature must be maintained between 50°C and 60°C for 2 to 3 hours to maximize yield while minimizing side reactions.
Q: What purification solvents are recommended for the final Tiotropium Bromide product?
A: For the final refining step, the crude product is dissolved in a mixed solution of acetonitrile and methanol with a volume ratio preferably between 1:1.5 and 1:2.5. Recrystallization from this mixture at 0-5°C ensures high purity and stable crystal formation.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Tiotropium Bromide Supplier
At NINGBO INNO PHARMCHEM, we recognize that the synthesis of Tiotropium Bromide requires not just chemical expertise but a deep commitment to quality assurance and regulatory adherence. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with consistency and precision. Our facilities are equipped with rigorous QC labs capable of detecting impurities at the ppm level, guaranteeing that every batch meets stringent purity specifications including the critical <0.1% isomer limit. We understand the complexities of respiratory API manufacturing and are dedicated to delivering products that support the global fight against COPD.
We invite you to collaborate with us to leverage this advanced synthesis technology for your supply chain. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your volume requirements. We are prepared to provide specific COA data and route feasibility assessments to demonstrate how our manufacturing capabilities can enhance your product portfolio. Let us be your partner in delivering high-quality, cost-effective Tiotropium Bromide to the market.