Advanced Asymmetric Oxidation of Chiral Sulfoxides for Commercial Scale Proton Pump Inhibitor Manufacturing
Advanced Asymmetric Oxidation of Chiral Sulfoxides for Commercial Scale Proton Pump Inhibitor Manufacturing
The pharmaceutical industry continuously seeks more efficient and environmentally benign pathways for the production of high-value active pharmaceutical ingredients (APIs), particularly for the widely prescribed class of proton pump inhibitors (PPIs). Patent CN102558151A introduces a groundbreaking methodology utilizing trivalent iodine ligands for the asymmetric synthesis of chiral sulfoxide compounds, addressing critical bottlenecks in current manufacturing processes. This technology enables the direct formation of single antipode forms, such as (R/S)-omeprazole and (R/S)-lansoprazole, with exceptional enantioselectivity under mild reaction conditions. By shifting away from traditional transition metal catalysts, this approach offers a cleaner, more sustainable route that aligns with modern green chemistry principles while maintaining the rigorous purity standards required for global regulatory compliance. The strategic implementation of hypervalent iodine chemistry represents a significant leap forward in process intensification for fine chemical manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of chiral sulfoxides, which serve as the pharmacophore for major PPIs, has relied heavily on the Kagan modification or similar titanium-mediated asymmetric oxidations. These conventional protocols typically necessitate the use of titanium tetraisopropoxide coupled with chiral auxiliaries like diethyl tartrate at cryogenic temperatures, often requiring strict moisture exclusion and complex stoichiometric control. A major drawback of these legacy methods is the generation of substantial amounts of titanium-containing waste, which poses significant environmental disposal challenges and increases the overall cost of goods sold. Furthermore, the removal of residual titanium ions from the final API is a notoriously difficult downstream processing step, often requiring multiple chromatographic purifications or specialized scavenging agents that reduce overall yield and extend production lead times. The operational complexity and the potential for heavy metal contamination make these traditional routes less attractive for large-scale commercial operations aiming for cost efficiency and sustainability.
The Novel Approach
In stark contrast, the novel approach detailed in the patent utilizes trivalent iodine ligands as chiral auxiliaries to facilitate the asymmetric oxidation of prochiral thioethers directly to the desired sulfoxide. This methodology operates effectively at temperatures ranging from 0°C to room temperature, significantly reducing the energy consumption associated with cryogenic cooling systems. The use of iodine(III) species eliminates the reliance on early transition metals like titanium or zirconium, thereby removing the burden of heavy metal clearance from the process workflow. The reaction profile demonstrates high chemoselectivity, minimizing the formation of over-oxidized sulfone byproducts which are common impurities in sulfoxide synthesis. This streamlined chemical transformation not only simplifies the workup procedure—often requiring only basic extraction and recrystallization—but also enhances the overall atom economy of the process, making it a superior choice for modern pharmaceutical manufacturing.
Mechanistic Insights into Trivalent Iodine-Mediated Asymmetric Oxidation
The core of this technological advancement lies in the unique reactivity of hypervalent iodine compounds, which act as potent yet selective oxygen transfer agents. In the catalytic cycle, the trivalent iodine ligand coordinates with the sulfur atom of the thioether substrate, forming a transient hypervalent sulfur-iodine intermediate. The chiral environment provided by the ligand dictates the facial selectivity of the oxygen transfer, ensuring that the oxidation occurs preferentially on one face of the planar sulfur center to yield the desired enantiomer. Unlike radical-based oxidations that often suffer from poor stereocontrol, this concerted mechanism preserves the structural integrity of sensitive functional groups found in complex PPI scaffolds, such as the benzimidazole ring. The mildness of the iodine(III) reagent prevents the degradation of acid-labile moieties, a common issue when using harsher oxidants, thus preserving the quality of the intermediate for subsequent salt formation steps.
From an impurity control perspective, this mechanism offers distinct advantages by suppressing the formation of racemic background products. The high electrophilicity of the iodine center ensures rapid reaction kinetics even at lower concentrations, which minimizes the residence time of reactive intermediates that could otherwise undergo non-selective oxidation. The patent data indicates that optical purity values consistently exceed 99% ee, demonstrating the robustness of the stereochemical induction. Furthermore, the byproducts of the iodine reduction are typically iodobenzenes or similar organic species that are far easier to separate from the polar sulfoxide product via standard aqueous workups compared to inorganic metal salts. This inherent ease of purification translates directly into higher process reliability and reduced risk of batch failure due to out-of-specification impurity profiles.
How to Synthesize Chiral Sulfoxide Proton Pump Inhibitors Efficiently
The synthesis of high-purity chiral sulfoxides using this trivalent iodine ligand method involves a straightforward sequence of dissolution, controlled addition, and isolation. The process begins by dissolving the prochiral sulfide precursor in a compatible organic solvent such as dichloromethane or toluene, followed by the precise dropwise addition of the chiral iodine reagent at controlled low temperatures to maximize enantioselectivity. After the reaction reaches completion, a simple aqueous quench allows for the separation of the organic phase, which is then concentrated and recrystallized to afford the final product with pharmaceutical-grade purity. For detailed standardized operating procedures and specific stoichiometric ratios tailored to your specific substrate, please refer to the technical guide below.
- Dissolve the prochiral thioether substrate in a suitable organic solvent such as dichloromethane or toluene under controlled low temperature conditions.
- Slowly add the trivalent iodine ligand solution dropwise while maintaining the reaction temperature between 0-5°C to ensure stereocontrol.
- Quench the reaction with an aqueous base, separate the organic layer, and purify the resulting chiral sulfoxide via recrystallization to achieve >99% ee.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this trivalent iodine-based synthesis route presents a compelling value proposition centered on cost optimization and operational resilience. By eliminating the need for expensive and hazardous titanium reagents, the raw material costs associated with the oxidation step are significantly reduced, while simultaneously lowering the expenditure on waste management and environmental compliance. The simplified workup procedure reduces the consumption of solvents and purification media, leading to a leaner manufacturing process that requires less equipment downtime for cleaning and maintenance. This efficiency gain allows for faster batch turnover rates, enabling suppliers to respond more agilely to fluctuating market demands for key gastrointestinal therapeutics without compromising on quality standards.
- Cost Reduction in Manufacturing: The elimination of transition metal catalysts such as titanium and zirconium removes the necessity for costly metal scavenging resins and extensive filtration steps, which traditionally account for a significant portion of processing expenses. Additionally, the milder reaction conditions reduce energy consumption related to cooling and heating, contributing to a lower overall carbon footprint and utility cost per kilogram of produced API intermediate. The high yield and selectivity reported in the patent examples imply less material loss to byproducts, further enhancing the economic viability of the process for large-scale production runs.
- Enhanced Supply Chain Reliability: Utilizing stable trivalent iodine reagents mitigates the supply risks associated with moisture-sensitive metal alkoxides that require special handling and storage conditions. The robustness of the reaction against minor variations in temperature or mixing rates ensures consistent batch-to-batch quality, reducing the likelihood of production delays caused by failed quality control tests. This reliability is crucial for maintaining continuous supply lines to downstream formulation partners, ensuring that medication shortages are avoided and inventory levels remain optimized throughout the distribution network.
- Scalability and Environmental Compliance: The process is inherently scalable as it avoids the exothermic hazards often associated with large-scale metal-mediated oxidations, allowing for safer operation in standard glass-lined or stainless steel reactors. The organic nature of the iodine byproducts facilitates easier wastewater treatment compared to heavy metal effluents, helping manufacturing sites meet increasingly stringent environmental regulations without investing in specialized remediation infrastructure. This alignment with green chemistry principles not only future-proofs the supply chain against regulatory changes but also enhances the brand reputation of the manufacturer as a sustainable partner.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this asymmetric oxidation technology in industrial settings. These insights are derived directly from the experimental data and claims presented in the patent documentation, providing a clear understanding of the method's capabilities and limitations for potential adopters. Understanding these nuances is essential for R&D teams evaluating process transfers and for procurement specialists assessing long-term supplier viability.
Q: How does the trivalent iodine ligand method compare to traditional titanium-based oxidation?
A: Unlike traditional Kagan-type modifications that rely on titanium tetraisopropoxide and diethyl tartrate, the trivalent iodine ligand method operates under milder conditions and eliminates the need for cumbersome removal of heavy metal residues, significantly simplifying downstream purification.
Q: What represents the primary commercial advantage of this synthesis route for supply chains?
A: The primary advantage lies in the drastic reduction of processing steps associated with metal scavenging. By avoiding titanium or zirconium complexes, manufacturers can reduce waste treatment costs and shorten production cycles, leading to more reliable delivery timelines for high-purity intermediates.
Q: Is this method applicable to a wide range of proton pump inhibitor structures?
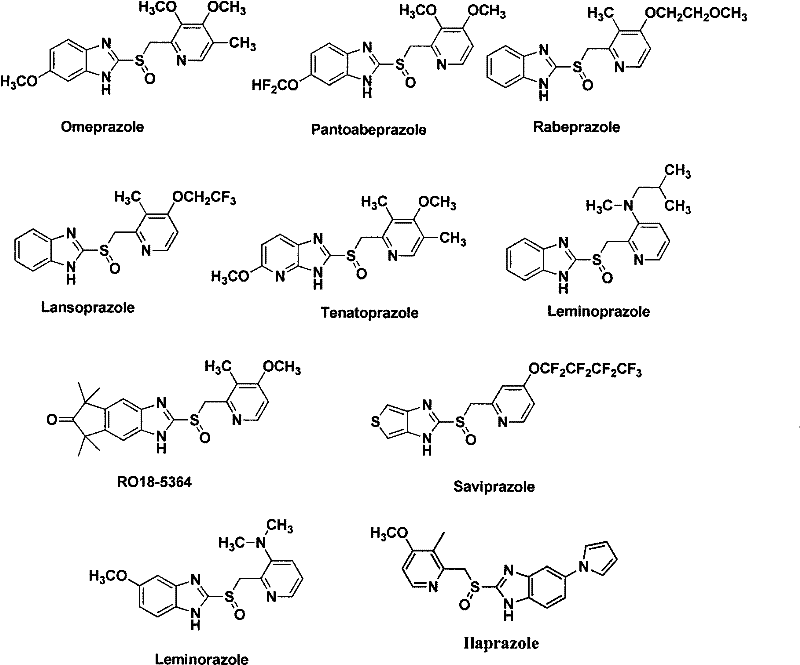
A: Yes, the patent data demonstrates successful application across a diverse library of PPIs including omeprazole, lansoprazole, pantoprazole, and rabeprazole, indicating a robust and versatile platform technology suitable for multi-product facilities.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Chiral Sulfoxide Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting advanced synthetic methodologies to maintain competitiveness in the global pharmaceutical market. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative laboratory processes like the trivalent iodine oxidation are seamlessly translated into robust manufacturing operations. We are committed to delivering high-purity intermediates that meet stringent purity specifications, supported by our rigorous QC labs equipped with state-of-the-art analytical instrumentation for chiral separation and impurity profiling.
We invite you to collaborate with us to leverage this cutting-edge technology for your next project. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are ready to provide specific COA data and comprehensive route feasibility assessments to demonstrate how our optimized processes can drive value and efficiency for your supply chain.