Advanced Manufacturing of 6-(Perfluoroalkyl)Uracil Compounds for Commercial Herbicide Production
The chemical industry continuously seeks more efficient pathways for synthesizing complex heterocyclic structures essential for modern crop protection. Patent CN1344260A introduces a transformative methodology for the preparation of 6-(perfluoroalkyl)uracil compounds, which serve as critical intermediates in the development of advanced herbicides. This innovation addresses long-standing challenges associated with traditional synthetic routes that rely on unstable and hazardous oxazinone precursors. By shifting the synthetic strategy to utilize readily accessible urea compounds reacting directly with specific amine derivatives, the process offers a robust alternative for manufacturing high-purity agrochemical intermediates. The technical significance of this patent lies in its ability to bypass the formation of 2-(N,N-disubstituted)amino-4-(perfluoroalkyl)-1,3-oxazin-6-one compounds, which have historically complicated production due to their sensitivity and handling requirements. For R&D directors and process chemists, this represents a pivotal opportunity to reevaluate existing supply chains for fluorinated uracil derivatives. The method leverages fundamental condensation chemistry under controlled acidic or basic conditions, ensuring that the structural integrity of the perfluoroalkyl group is maintained throughout the cyclization process. This approach not only enhances safety profiles but also aligns with modern green chemistry principles by reducing the reliance on aggressive halogenating agents.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 6-(perfluoroalkyl)uracil compounds has been dependent on the preparation and subsequent reaction of 2-(N,N-disubstituted)amino-4-(perfluoroalkyl)-1,3-oxazin-6-one intermediates. These oxazinone precursors are typically generated using phosgene iminium chloride compounds, which present severe logistical and safety challenges in a commercial setting. Phosgene derivatives are notoriously volatile and toxic, requiring specialized containment infrastructure and rigorous safety protocols that drive up operational expenditures significantly. Furthermore, the stability of these oxazinone intermediates is often compromised, leading to inconsistent reaction outcomes and the formation of difficult-to-remove impurities that affect the final purity of the herbicide active ingredient. The handling difficulties associated with these reagents limit the scalability of the process, making it less attractive for large-volume production required by the global agrochemical market. Consequently, manufacturers face bottlenecks in supply continuity and increased costs related to waste management and worker safety compliance. The reliance on such hazardous chemistry also complicates regulatory approvals for new manufacturing sites, as environmental agencies impose stricter controls on processes involving high-risk halogenating agents.
The Novel Approach
In contrast, the methodology disclosed in CN1344260A utilizes a direct condensation between a urea compound of structural formula II and an amine compound of structural formula III. This strategic shift eliminates the need for the problematic oxazinone intermediate entirely, thereby removing the requirement for phosgene iminium chloride reagents. The reaction proceeds efficiently in the presence of common acids or bases, such as acetic acid or DBU, within standard organic solvents like toluene or dimethylformamide. 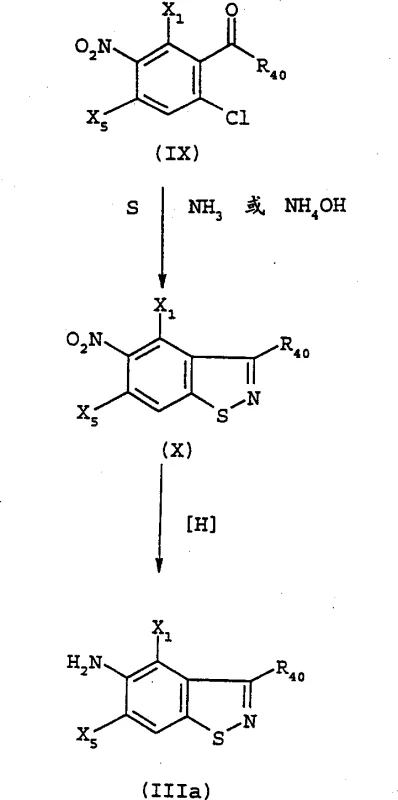 This novel route allows for greater flexibility in substrate selection, as the urea and amine components can be independently optimized for cost and availability before being coupled. The operational simplicity of mixing these stable starting materials under moderate thermal conditions facilitates a more predictable reaction profile, which is crucial for maintaining consistent quality in commercial batches. By circumventing the unstable oxazinone pathway, the process inherently reduces the generation of hazardous byproducts, simplifying downstream purification steps. This improvement translates directly into enhanced process reliability and a more favorable economic model for producing high-purity 6-(perfluoroalkyl)uracil derivatives. The ability to source starting materials from broader supply chains further mitigates risks associated with raw material shortages, ensuring a more resilient manufacturing operation for key agrochemical intermediates.
This novel route allows for greater flexibility in substrate selection, as the urea and amine components can be independently optimized for cost and availability before being coupled. The operational simplicity of mixing these stable starting materials under moderate thermal conditions facilitates a more predictable reaction profile, which is crucial for maintaining consistent quality in commercial batches. By circumventing the unstable oxazinone pathway, the process inherently reduces the generation of hazardous byproducts, simplifying downstream purification steps. This improvement translates directly into enhanced process reliability and a more favorable economic model for producing high-purity 6-(perfluoroalkyl)uracil derivatives. The ability to source starting materials from broader supply chains further mitigates risks associated with raw material shortages, ensuring a more resilient manufacturing operation for key agrochemical intermediates.
Mechanistic Insights into Urea-Amine Condensation and Cyclization
The core chemical transformation involves the nucleophilic attack of the amine nitrogen on the carbonyl carbon of the urea derivative, followed by intramolecular cyclization to form the uracil ring system. This mechanism is driven by the electronic properties of the perfluoroalkyl group, which activates the adjacent double bond for conjugate addition. Under acidic or basic catalysis, the reaction equilibrium is shifted towards the formation of the thermodynamically stable six-membered heterocyclic ring. The choice of catalyst plays a critical role in managing the reaction kinetics; for instance, organic bases like DBU can facilitate deprotonation steps necessary for ring closure without introducing metal contaminants that could complicate purification. 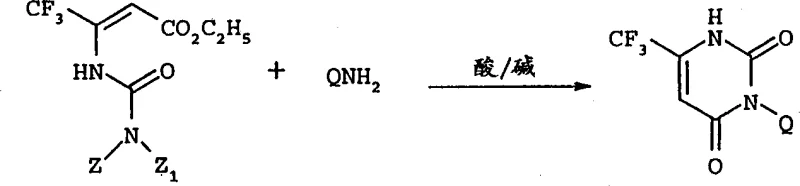 The process tolerates a wide range of substituents on the amine component, including complex heteroaryl groups such as benzisothiazoles and benzisoxazoles, which are common motifs in bioactive herbicides. This versatility allows chemists to tailor the electronic and steric environment of the final molecule to optimize biological activity. Furthermore, the reaction conditions, typically ranging from 20°C to 150°C, are mild enough to prevent decomposition of sensitive functional groups while providing sufficient energy to overcome activation barriers. Understanding this mechanistic pathway is essential for scaling the reaction, as it highlights the importance of precise stoichiometry and temperature control to maximize yield and minimize the formation of open-chain byproducts. The robustness of this cyclization mechanism ensures that the process remains viable even when transitioning from laboratory glassware to industrial-scale reactors.
The process tolerates a wide range of substituents on the amine component, including complex heteroaryl groups such as benzisothiazoles and benzisoxazoles, which are common motifs in bioactive herbicides. This versatility allows chemists to tailor the electronic and steric environment of the final molecule to optimize biological activity. Furthermore, the reaction conditions, typically ranging from 20°C to 150°C, are mild enough to prevent decomposition of sensitive functional groups while providing sufficient energy to overcome activation barriers. Understanding this mechanistic pathway is essential for scaling the reaction, as it highlights the importance of precise stoichiometry and temperature control to maximize yield and minimize the formation of open-chain byproducts. The robustness of this cyclization mechanism ensures that the process remains viable even when transitioning from laboratory glassware to industrial-scale reactors.
Impurity control is another critical aspect of this synthesis, particularly given the stringent specifications required for agrochemical intermediates. The avoidance of the oxazinone route inherently reduces the risk of impurities derived from the degradation of that unstable ring system. However, attention must still be paid to the purity of the starting urea and amine materials, as any residual reactive groups could lead to side reactions. The use of common extraction solvents like ethyl acetate or dichloromethane allows for effective separation of the product from inorganic salts and unreacted starting materials. In cases where higher purity is demanded, recrystallization or column chromatography can be employed without significant loss of yield. The structural rigidity of the resulting 6-(perfluoroalkyl)uracil core contributes to its stability during isolation and storage, ensuring that the material meets quality standards upon delivery. For quality assurance teams, this predictable impurity profile simplifies analytical method development and validation, accelerating the timeline for technology transfer to production facilities. The consistency of the chemical outcome supports the reliable supply of high-purity agrochemical intermediates necessary for formulating effective herbicide products.
How to Synthesize 6-(Perfluoroalkyl)Uracil Efficiently
Implementing this synthesis requires careful attention to the preparation of the urea and amine precursors, which set the foundation for a successful coupling reaction. The standardized procedure involves dissolving the urea compound in a suitable solvent, adding the amine component, and introducing the catalyst under controlled atmospheric conditions. Detailed standardized synthesis steps are provided below to guide process engineers in replicating the results described in the patent literature. Adhering to these protocols ensures that the reaction proceeds with optimal efficiency, minimizing variability between batches. Operators should monitor the reaction progress using standard analytical techniques such as HPLC or TLC to determine the endpoint accurately. Once the reaction is complete, the workup procedure involves quenching the mixture, extracting the organic phase, and removing solvents under reduced pressure. This systematic approach guarantees that the final product retains the desired structural characteristics and purity levels required for downstream applications in herbicide formulation.
- React a urea compound of structural formula II with an amine compound of structural formula III in the presence of an acid or base catalyst within a suitable solvent system.
- Maintain the reaction mixture at a temperature ranging from approximately 20°C to 150°C to facilitate cyclization and formation of the 6-(perfluoroalkyl)uracil core structure.
- Isolate the final product using conventional separation methods such as aqueous dilution followed by extraction with organic solvents like ethyl acetate or dichloromethane.
Commercial Advantages for Procurement and Supply Chain Teams
From a procurement perspective, this patented process offers substantial advantages by fundamentally altering the cost structure of producing fluorinated uracil intermediates. The elimination of phosgene iminium chloride removes a major cost driver associated with specialized handling, storage, and disposal of hazardous materials. This shift allows procurement managers to source raw materials from a wider pool of suppliers who produce standard urea and amine derivatives, rather than relying on niche vendors capable of handling dangerous phosgene reagents. Consequently, the overall cost of goods sold is significantly reduced, enhancing the competitiveness of the final herbicide product in the global market. The simplified process flow also reduces the capital investment required for plant infrastructure, as there is no need for extreme containment systems. These factors combine to create a more resilient supply chain that is less susceptible to disruptions caused by regulatory changes or safety incidents. For supply chain heads, this means improved reliability in meeting delivery schedules and the ability to scale production volumes rapidly in response to market demand without prohibitive cost increases.
- Cost Reduction in Manufacturing: The removal of expensive and hazardous phosgene-based reagents leads to drastic savings in raw material costs and waste treatment expenses. By utilizing stable urea and amine starting materials, the process avoids the premium pricing associated with specialized halogenating agents. Additionally, the milder reaction conditions reduce energy consumption compared to high-temperature processes required for alternative routes. The simplified purification steps further lower operational costs by reducing solvent usage and processing time. These cumulative efficiencies result in a leaner manufacturing model that maximizes profit margins while maintaining high product quality standards. Procurement teams can leverage these cost advantages to negotiate better terms with downstream customers or reinvest in capacity expansion.
- Enhanced Supply Chain Reliability: Sourcing stable urea and amine precursors is significantly easier than securing hazardous phosgene derivatives, which are often subject to strict transportation and storage regulations. This accessibility ensures a continuous flow of raw materials, minimizing the risk of production stoppages due to supply shortages. The robustness of the reaction chemistry also means that production can be distributed across multiple manufacturing sites without compromising product consistency. This geographic diversification strengthens the supply chain against regional disruptions or logistical bottlenecks. For supply chain planners, this reliability translates into more accurate forecasting and inventory management, allowing for just-in-time delivery models that reduce working capital requirements. The ability to maintain steady production rates supports long-term contracts with major agrochemical companies.
- Scalability and Environmental Compliance: The process is inherently scalable due to its use of common solvents and moderate temperature ranges that are compatible with standard reactor designs. This compatibility facilitates seamless technology transfer from pilot plants to full commercial scale without extensive re-engineering. Furthermore, the reduction in hazardous waste generation aligns with increasingly stringent environmental regulations, reducing the burden of compliance reporting and permitting. The lower toxicity profile of the reagents improves workplace safety, potentially lowering insurance premiums and liability risks. Environmental, Health, and Safety (EHS) teams will find the reduced hazard profile advantageous for maintaining site certifications and community relations. This sustainable approach positions the manufacturer as a responsible partner in the global agrochemical supply chain, appealing to customers prioritizing green chemistry initiatives.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this urea-based synthesis route for 6-(perfluoroalkyl)uracil compounds. These answers are derived directly from the technical specifications and experimental data provided in the patent documentation to ensure accuracy and relevance for industry stakeholders. Understanding these details helps decision-makers evaluate the feasibility of adopting this technology for their specific production needs. The responses cover aspects ranging from reaction safety to product purity, providing a comprehensive overview of the process capabilities. This transparency fosters trust between suppliers and buyers, facilitating smoother negotiations and faster adoption of the new manufacturing method.
Q: What is the primary safety advantage of this new urea-based process?
A: The process eliminates the need for phosgene iminium chloride compounds, which are difficult and expensive to handle, thereby significantly reducing occupational hazards and containment costs.
Q: Can this method be scaled for commercial herbicide intermediate production?
A: Yes, the reaction conditions operate within a moderate temperature range of 20°C to 150°C using common solvents, making it highly suitable for large-scale commercial manufacturing.
Q: How does this route impact impurity profiles compared to conventional oxazinone methods?
A: By avoiding the 2-(N,N-disubstituted)amino-4-(perfluoroalkyl)-1,3-oxazin-6-one intermediate, the process reduces side reactions associated with unstable oxazinone rings, leading to cleaner crude products.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 6-(Perfluoroalkyl)Uracil Supplier
NINGBO INNO PHARMCHEM stands ready to support your herbicide intermediate requirements with our extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our technical team possesses deep expertise in fluorinated heterocyclic chemistry, ensuring that every batch meets stringent purity specifications through our rigorous QC labs. We understand the critical nature of supply continuity in the agrochemical sector and have optimized our operations to deliver consistent quality regardless of order volume. Our facility is equipped to handle the specific solvent and temperature requirements of the urea-amine condensation process safely and efficiently. By partnering with us, you gain access to a supply chain that prioritizes both technical excellence and commercial reliability. We are committed to being a long-term strategic partner in your herbicide development and manufacturing journey.
We invite you to contact our technical procurement team to request a Customized Cost-Saving Analysis tailored to your specific volume needs. Our experts are available to provide specific COA data and route feasibility assessments to demonstrate how this patented process can enhance your production economics. Engaging with us early in your planning cycle allows us to align our capacity with your project timelines, ensuring a seamless transition from development to commercial supply. Let us help you secure a competitive advantage through superior intermediate manufacturing solutions.