Revolutionizing L-Serine Production: Advanced Enzymatic Synthesis for Global Pharmaceutical Supply Chains
The landscape of chiral amino acid manufacturing is undergoing a significant transformation driven by advanced protein engineering, as exemplified by the groundbreaking technology disclosed in patent CN115109769B. This intellectual property introduces a novel class of L-threonine aldolase mutants, specifically designated as T202S and T202G, derived from an Agrobacterium strain. These engineered biocatalysts address a critical bottleneck in the industrial synthesis of L-serine, a vital pharmaceutical intermediate and nutritional supplement. Traditional methods often struggle with substrate inhibition and low optical purity, but this innovation leverages semi-rational design to replace the threonine residue at position 202 with serine or glycine. The result is a robust enzymatic system capable of sustaining high catalytic activity even under challenging conditions with elevated aldehyde substrate concentrations. For global procurement leaders and R&D directors, this represents a pivotal shift towards more efficient, sustainable, and cost-effective biomanufacturing strategies that align with modern green chemistry principles.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the production of L-serine has relied heavily on chemical synthesis, protein hydrolysis, or precursor fermentation, each carrying distinct operational burdens that impact supply chain stability and cost structures. Chemical synthesis routes are notoriously cumbersome, requiring multiple protection and deprotection steps to achieve the necessary optical purity, which inevitably leads to lower overall yields and significant solvent waste generation. Protein hydrolysis, while natural, suffers from unpredictable endpoint determination and high loss rates of the target amino acid during the breakdown of complex protein matrices. Furthermore, the dominant biological approach using Serine Hydroxymethyltransferase (SHMT) presents its own set of complexities; the SHMT catalytic cycle is intricate, demanding not only pyridoxal 5'-phosphate (PLP) but also tetrahydrofolate as essential cofactors. The necessity of managing these additional cofactors complicates the downstream purification process, as separating the product from these expensive and chemically sensitive molecules increases both time and resource expenditure, ultimately inflating the cost of goods sold for the final pharmaceutical intermediate.
The Novel Approach
In stark contrast, the novel approach utilizing the L-threonine aldolase mutants T202S and T202G offers a streamlined, single-enzyme solution that dramatically simplifies the reaction architecture. By employing a reverse aldol condensation strategy, this method directly couples glycine and formaldehyde to generate L-serine with exceptional stereocontrol. The key breakthrough lies in the enzyme's engineered tolerance; whereas wild-type enzymes typically deactivate or slow down significantly in the presence of high formaldehyde concentrations due to toxicity and cross-linking issues, these mutants thrive. The patent data indicates that these biocatalysts can operate effectively at formaldehyde concentrations up to 200mM, achieving conversion rates greater than 99 percent. This high efficiency eliminates the need for complex fed-batch strategies to keep substrate levels artificially low, thereby reducing reactor occupancy time and increasing volumetric productivity. The absence of by-products further ensures that the reaction mixture remains clean, facilitating straightforward isolation of the target molecule through crystallization or ion exchange, which is a massive advantage for scaling operations.
Mechanistic Insights into L-Threonine Aldolase Catalyzed Aldol Condensation
The core of this technological advancement rests on the precise manipulation of the enzyme's active site to accommodate the transition state of the aldol reaction more effectively. L-threonine aldolase is a PLP-dependent enzyme that typically catalyzes the cleavage of L-threonine into glycine and acetaldehyde; however, under specific conditions, the reaction equilibrium can be driven towards the synthesis of beta-hydroxy-alpha-amino acids like L-serine. The mutation at position 202, changing a bulky or hydrophobic threonine to a more polar serine or smaller glycine, likely alters the local electrostatic environment and steric hindrance within the substrate binding pocket. This structural modification enhances the enzyme's affinity for formaldehyde, a small and reactive aldehyde that often acts as an inhibitor for wild-type variants. By stabilizing the external aldimine intermediate formed between the substrate and the PLP cofactor, the mutant enzymes facilitate the formation of the new carbon-carbon bond with high stereospecificity at the alpha-carbon. This ensures that the resulting L-serine possesses the requisite L-configuration without the formation of D-isomers or other diastereomers, which is critical for meeting the stringent regulatory standards of the pharmaceutical industry.
Beyond the primary catalytic mechanism, the impurity control profile of this enzymatic route is exceptionally favorable, addressing a major concern for quality assurance teams. In traditional fermentation processes, the metabolic complexity of the host organism often leads to the accumulation of structurally related amino acids and organic acids that are difficult to separate from L-serine due to similar physicochemical properties. However, the in vitro biocatalytic system described in the patent operates in a defined buffer system with purified enzyme or whole-cell catalysts, significantly reducing the background noise of impurities. The high specificity of the T202S and T202G mutants ensures that side reactions, such as the self-condensation of formaldehyde or non-specific degradation of glycine, are minimized. This high atom economy means that nearly every mole of starting material is converted into the desired product, reducing the load on wastewater treatment facilities and lowering the environmental footprint of the manufacturing process. For R&D directors, this translates to a more predictable and robust process validation package, as the risk of unexpected impurity spikes during scale-up is substantially mitigated by the inherent selectivity of the biocatalyst.
How to Synthesize L-Serine Efficiently
The implementation of this synthesis route is designed for seamless integration into existing biomanufacturing infrastructure, leveraging standard molecular biology and fermentation techniques. The process begins with the construction of recombinant expression vectors containing the gene sequences for the T202S or T202G mutants, which are then transformed into a robust host such as E. coli BL21(DE3). Following fermentation and induction, the biocatalyst can be utilized in various forms, including freeze-dried bacterial powder or crude enzyme lysates, offering flexibility depending on the specific purity requirements of the end application. The reaction conditions are remarkably mild, operating optimally at a temperature of 30°C and a pH range of 8.0 to 9.0, which reduces energy consumption compared to high-temperature chemical processes. Detailed standardized synthetic steps and specific parameter optimizations for this pathway are provided in the guide below to ensure reproducibility and compliance with Good Manufacturing Practices.
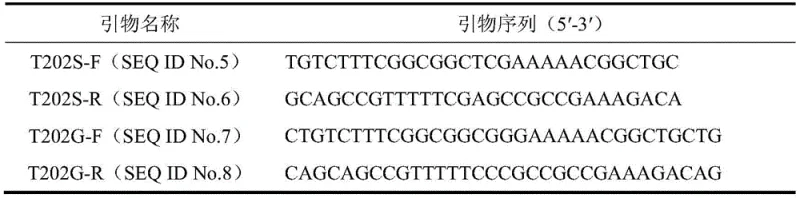
- Construct recombinant E. coli BL21(DE3) strains expressing the T202S or T202G L-threonine aldolase mutants using pET-28a vectors.
- Cultivate the transformants in LB medium, induce expression with IPTG at 20°C, and harvest cells to prepare freeze-dried bacterial powder or crude enzyme solution.
- Perform the aldol condensation reaction in phosphate buffer (pH 8.0) at 30°C using 200mM formaldehyde and 1M glycine, achieving over 99% conversion without by-products.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this L-threonine aldolase mutant technology offers compelling strategic advantages that extend beyond mere technical feasibility. The primary value proposition lies in the drastic simplification of the supply chain for raw materials and the reduction of processing steps. Unlike methods requiring exotic cofactors or complex multi-enzyme cascades, this system relies on readily available substrates—glycine and formaldehyde—which are commodity chemicals with stable global pricing and abundant supply. The elimination of tetrahydrofolate dependency, a costly and unstable reagent required by SHMT pathways, removes a significant variable cost driver and a potential supply bottleneck. Furthermore, the high conversion efficiency means that less raw material is wasted, directly improving the material yield and reducing the cost per kilogram of the final API intermediate. This efficiency gain allows manufacturers to offer more competitive pricing while maintaining healthy margins, a critical factor in the highly price-sensitive generic pharmaceutical market.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven by the elimination of expensive auxiliary reagents and the simplification of downstream processing. By achieving conversion rates exceeding 99 percent with minimal by-product formation, the need for extensive chromatographic purification is significantly reduced or entirely removed. This reduction in purification steps lowers the consumption of resins, solvents, and energy, leading to substantial cost savings in the overall manufacturing budget. Additionally, the ability to use whole-cell catalysts or crude enzyme preparations avoids the high costs associated with enzyme purification, further driving down the operational expenditure. The high atom economy ensures that the cost of goods sold is optimized, making this route financially superior to traditional fermentation methods that suffer from low titers and complex broth compositions.
- Enhanced Supply Chain Reliability: Supply chain resilience is bolstered by the robustness of the expression system and the stability of the reagents involved. The use of E. coli as a host organism ensures rapid scale-up capabilities, as fermentation protocols for this bacterium are well-established and universally understood in the industry. The enzyme's tolerance to high substrate concentrations allows for higher batch densities, meaning more product can be produced in the same reactor volume within a shorter timeframe. This increased volumetric productivity reduces the lead time for order fulfillment and allows suppliers to respond more agilely to fluctuations in market demand. Moreover, the stability of the freeze-dried biocatalyst facilitates easier storage and transportation, reducing the risks associated with cold-chain logistics and ensuring consistent quality upon arrival at the manufacturing site.
- Scalability and Environmental Compliance: From an environmental and regulatory perspective, this biocatalytic route aligns perfectly with the industry's push towards greener manufacturing. The mild reaction conditions eliminate the need for harsh acids, bases, or heavy metal catalysts often found in chemical synthesis, thereby reducing the generation of hazardous waste. The high specificity of the enzyme minimizes the formation of toxic by-products, simplifying wastewater treatment and ensuring compliance with increasingly stringent environmental regulations. Scalability is inherently supported by the linear relationship between enzyme loading and reaction rate, allowing for predictable scale-up from laboratory benchtop to multi-ton commercial production. This predictability reduces the risk of failed batches during technology transfer, ensuring a continuous and reliable supply of high-purity L-serine for downstream pharmaceutical applications.
Frequently Asked Questions (FAQ)
To assist technical decision-makers in evaluating this technology for their specific applications, we have compiled a set of frequently asked questions based on the detailed technical disclosures within the patent literature. These inquiries address common concerns regarding enzyme stability, substrate scope, and regulatory compliance, providing clarity on how this innovation fits into existing production frameworks. Understanding these nuances is essential for conducting a thorough feasibility study and risk assessment before committing to process development. The answers provided below reflect the current state of the art as described in the intellectual property, offering a realistic view of the technology's capabilities and limitations in an industrial setting.
Q: How does the T202S mutant improve upon wild-type L-threonine aldolase?
A: The T202S mutant exhibits significantly enhanced tolerance to high concentrations of formaldehyde substrate. While wild-type enzymes suffer from activity decline due to substrate inhibition, the mutant maintains catalytic efficiency at 200mM formaldehyde, achieving conversion rates exceeding 99%.
Q: What are the advantages of this method over Serine Hydroxymethyltransferase (SHMT)?
A: Unlike SHMT, which requires complex cofactors like tetrahydrofolate and PLP leading to difficult downstream separation, this L-threonine aldolase method operates with simpler cofactor requirements (PLP only) and produces no by-products, drastically simplifying purification and reducing overall manufacturing costs.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the process utilizes E. coli BL21(DE3) as a host, which is a standard, robust platform for industrial fermentation. The high conversion rate and lack of by-products minimize waste treatment burdens, making it highly scalable and environmentally compliant for commercial API intermediate manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable L-Serine Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the L-threonine aldolase mutant technology disclosed in CN115109769B and are fully equipped to leverage these advancements for our global clientele. As a premier CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial reality is seamless and efficient. Our state-of-the-art facilities are designed to handle complex biocatalytic processes with stringent purity specifications, supported by rigorous QC labs that employ advanced analytical techniques to verify identity and potency. We understand that consistency is paramount in the pharmaceutical supply chain, and our commitment to quality assurance guarantees that every batch of L-serine meets the highest international standards for safety and efficacy.
We invite forward-thinking pharmaceutical companies and chemical manufacturers to collaborate with us to unlock the full commercial potential of this enzymatic synthesis route. By partnering with our technical procurement team, you can access a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. We encourage you to reach out today to request specific COA data and route feasibility assessments, allowing us to demonstrate how our expertise in biocatalysis can drive down your manufacturing costs while enhancing supply security. Together, we can redefine the standards for L-serine production, delivering high-value intermediates that empower the next generation of therapeutic innovations.