Advanced Phase Transfer Catalysis for High-Purity Fipronil Intermediate Manufacturing
Advanced Phase Transfer Catalysis for High-Purity Fipronil Intermediate Manufacturing
The global agrochemical sector is constantly seeking more sustainable and efficient pathways for producing critical insecticides like Fipronil. A significant breakthrough in this domain is detailed in patent CN114105877A, which introduces a novel preparation method for Fipronil and its key intermediates. This technology fundamentally shifts the paradigm from traditional, highly polluting acid-mediated reactions to a sophisticated phase transfer catalysis (PTC) system. By utilizing 4-trifluoromethyl-2,5-dichloroaniline as a starting material, the process achieves the construction of the pyrazole ring under remarkably mild conditions. This innovation not only addresses the severe environmental concerns associated with legacy manufacturing but also enhances the safety profile of the production line. For R&D directors and supply chain leaders, this represents a pivotal opportunity to adopt a cleaner, more robust synthetic route that aligns with modern green chemistry principles while maintaining rigorous quality standards.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of the critical pyrazole intermediate (Compound II) has been plagued by significant environmental and operational challenges. As illustrated in prior art such as Route 4 (derived from patent CN1103759C), traditional methods typically employ concentrated sulfuric acid or glacial acetic acid as the reaction medium for the diazotization step. This reliance on strong mineral acids necessitates the handling of massive quantities of corrosive materials, creating substantial hazards for plant personnel and equipment. Furthermore, the post-reaction workup generates enormous volumes of acidic wastewater, imposing heavy burdens on waste treatment facilities and escalating operational costs due to strict environmental compliance regulations. Additionally, alternative routes involving hydrazine derivatives often require elevated temperatures ranging from 80°C to 100°C, which increases energy consumption and introduces thermal safety risks. These legacy processes are inherently inefficient, often yielding products with purity levels around 93-95%, which subsequently require extensive and costly purification efforts to meet the stringent specifications demanded by the agrochemical market.
The Novel Approach
In stark contrast, the methodology disclosed in CN114105877A offers a transformative solution by replacing the harsh acid medium with a phase transfer catalytic system. This novel approach utilizes halogenated hydrocarbon solvents, such as dichloromethane or dichloroethane, coupled with quaternary ammonium salts like tetrabutylammonium bromide. This setup allows the diazotization and subsequent cyclization to proceed efficiently at low temperatures, specifically between -5°C and 20°C. The elimination of bulk sulfuric acid not only mitigates corrosion and safety risks but also dramatically simplifies the isolation of the intermediate. The process flows seamlessly into a second stage where the intermediate undergoes acylation and rearrangement using trifluoromethyl sulfinyl chloride. By integrating an olefin-based acid-binding agent, the reaction effectively scavenges generated acids, preventing degradation of the sensitive pyrazole structure. This cohesive two-step strategy results in a streamlined workflow that is easier to scale, safer to operate, and capable of delivering superior product quality compared to the fragmented and hazardous conventional routes.
Mechanistic Insights into Phase Transfer Catalyzed Cyclization
The core chemical innovation lies in the precise manipulation of interfacial reactions during the formation of the aminopyrazole ring. In this system, the phase transfer catalyst acts as a molecular shuttle, transporting the nitrite anion from the aqueous phase into the organic phase where the aniline and dicyanopropionate ester reside. This facilitates the generation of the diazonium species in situ within the organic layer, immediately followed by cyclization. The use of catalysts such as benzyltrimethylammonium chloride ensures high reaction kinetics even at near-freezing temperatures, which is crucial for suppressing side reactions like hydrolysis of the nitrile groups. Following the formation of the pyrazole intermediate, the subsequent transformation to Fipronil involves a delicate acylation-rearrangement sequence. The patent specifies the use of dimethylamine p-toluenesulfonate as a catalyst and 1-heptene as an acid scavenger. The alkene functions by reacting with the hydrogen chloride byproduct, thereby maintaining a neutral environment that protects the sulfinyl group from over-oxidation or decomposition. This mechanistic finesse ensures that the trifluoromethylsulfinyl moiety is installed with high fidelity, preserving the biological activity of the final molecule.
Impurity control is another critical aspect where this mechanism excels. In traditional acid-catalyzed routes, the harsh conditions often lead to the formation of chlorinated byproducts and polymeric tars that are difficult to separate. The mild PTC conditions minimize these degradation pathways. Furthermore, the specific choice of the acid-binding agent in the second step prevents the accumulation of free acid, which is a common cause of product discoloration and instability. The result is a crude product that is already of high quality, requiring only a simple recrystallization from ethanol and water to achieve pharmaceutical-grade purity. This level of control over the impurity profile is essential for regulatory approval and ensures consistent performance in field applications, providing R&D teams with a reliable platform for process optimization and scale-up.
How to Synthesize Fipronil Efficiently
The synthesis of Fipronil via this patented route is designed for operational simplicity and high throughput. The process begins with the preparation of the aminopyrazole intermediate in a biphasic system, followed by a direct conversion to the final active ingredient without the need for isolating unstable intermediates. The standardized protocol involves precise temperature control and stoichiometric addition of reagents to maximize yield and safety. Detailed standard operating procedures for this synthesis, including specific reagent grades and mixing rates, are outlined in the technical guide below.
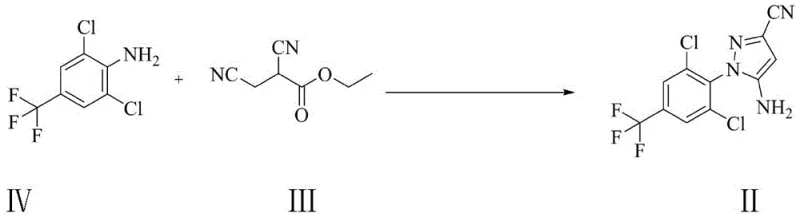
- React ethyl 2,3-dicyanopropionate (Compound III) with 2,6-dichloro-4-trifluoromethylaniline (Compound IV) in a halogenated solvent using a phase transfer catalyst and sodium nitrite/HCl at -5 to 20°C to form the aminopyrazole intermediate.
- Subject the aminopyrazole intermediate to acylation and rearrangement with trifluoromethyl sulfinyl chloride in the presence of a catalyst and an alkene acid-binding agent.
- Purify the crude Fipronil product through recrystallization using ethanol and water to achieve purity levels exceeding 99%.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this phase transfer catalysis technology translates into tangible strategic benefits beyond mere chemical efficiency. The primary advantage lies in the drastic reduction of hazardous waste generation. By eliminating the need for tons of concentrated sulfuric acid per batch, the facility significantly lowers its expenditure on waste neutralization and disposal services. This reduction in environmental liability directly contributes to cost reduction in agrochemical intermediate manufacturing, allowing for more competitive pricing structures in a volatile market. Moreover, the simplified purification process, which relies on common solvents like ethanol and water rather than exotic extraction agents, reduces the complexity of the supply chain for raw materials. This simplification enhances supply continuity, as the reliance on specialized, hard-to-source reagents is minimized, ensuring that production schedules remain uninterrupted even during global supply shocks.
- Cost Reduction in Manufacturing: The economic impact of switching to this PTC-based route is profound, primarily driven by the removal of expensive waste treatment protocols associated with strong mineral acids. Traditional processes incur hidden costs related to equipment corrosion maintenance and the disposal of acidic effluents, which are virtually eliminated here. Additionally, the high yield and purity achieved (up to 99.9%) mean that less raw material is wasted on off-spec batches, optimizing the overall material balance. The energy consumption is also lowered due to the mild reaction temperatures, removing the need for extensive heating or cryogenic cooling systems. These factors combine to create a leaner manufacturing cost structure, enabling significant margin improvements without compromising on product quality.
- Enhanced Supply Chain Reliability: From a logistics perspective, this method offers superior reliability by utilizing widely available and stable starting materials. The avoidance of highly reactive and dangerous reagents simplifies storage and transportation requirements, reducing the risk of delays caused by hazardous material shipping restrictions. The robustness of the reaction conditions means that the process is less sensitive to minor fluctuations in utility supplies, such as steam or chilled water, making the production line more resilient. This stability is crucial for meeting the just-in-time delivery expectations of major agrochemical formulators, ensuring that the reliable agrochemical intermediate supplier status is maintained consistently throughout the year.
- Scalability and Environmental Compliance: Scaling this process from pilot to commercial production is straightforward due to the homogeneous nature of the organic phase reactions and the absence of viscous acid sludges that can foul large-scale reactors. The technology aligns perfectly with increasingly stringent global environmental regulations regarding volatile organic compounds and acidic emissions. Facilities adopting this route can easily demonstrate compliance with ISO 14001 standards, enhancing their corporate social responsibility profile. The ability to produce high-purity Fipronil with a smaller environmental footprint positions the manufacturer as a preferred partner for multinational corporations seeking sustainable supply chains, thereby securing long-term contracts and market share.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. These answers are derived directly from the experimental data and claims presented in the patent documentation, providing a factual basis for decision-making. Understanding these nuances is vital for technical teams evaluating the feasibility of technology transfer.
Q: How does the phase transfer catalysis method improve upon traditional Fipronil synthesis?
A: Traditional methods often rely on large volumes of concentrated sulfuric or acetic acid for diazotization, creating significant hazardous waste. The patented phase transfer catalysis method operates in halogenated hydrocarbon solvents with mild conditions, drastically reducing acid consumption and simplifying post-reaction purification.
Q: What purity levels can be achieved with this new synthetic route?
A: Experimental data from the patent indicates that the final Fipronil product can achieve purity levels as high as 99.9% after simple ethanol-water recrystallization, significantly reducing the need for complex chromatographic purification steps often required in older routes.
Q: What are the key safety advantages of this manufacturing process?
A: The process utilizes mild reaction temperatures ranging from -5°C to 45°C and avoids the exothermic risks associated with massive acid dilution. Additionally, the use of specific acid-binding agents like 1-heptene helps control side reactions, enhancing overall process stability and operator safety.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Fipronil Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting advanced synthetic methodologies to stay ahead in the competitive agrochemical landscape. Our technical team has extensively analyzed the potential of the phase transfer catalysis route described in CN114105877A and is fully prepared to implement this technology at scale. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from lab bench to reactor is seamless and efficient. Our state-of-the-art facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications, guaranteeing that every batch of Fipronil intermediate meets the highest international standards. We are committed to delivering not just a chemical product, but a comprehensive solution that enhances your supply chain resilience.
We invite you to collaborate with us to leverage this cutting-edge technology for your production needs. Our experts are ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating exactly how this greener route can improve your bottom line. Please contact our technical procurement team today to request specific COA data and route feasibility assessments. Let us partner with you to drive innovation and efficiency in the global production of high-performance insecticides.