Revolutionizing Phenylpyrazole Insecticide Production: A Deep Dive into Green TCCA Oxidation Technology
Revolutionizing Phenylpyrazole Insecticide Production: A Deep Dive into Green TCCA Oxidation Technology
The global demand for high-efficiency, low-toxicity insecticides continues to drive innovation in agrochemical intermediate manufacturing, particularly for phenylpyrazole derivatives like Fipronil and Ethiprole. Patent CN101168529A introduces a transformative synthetic methodology that addresses critical bottlenecks in the production of 1-(2,6-dichloro-4-trifluoromethyl)phenyl-3-cyano-5-aminopyrazole derivatives. This technology leverages trichloroisocyanuric acid (TCCA) as a robust oxidant within a novel ionic liquid-acetonitrile solvent system, catalyzed by ruthenium trichloride. For R&D directors and procurement strategists, this represents a pivotal shift away from hazardous, corrosive legacy processes toward a more sustainable, cost-efficient, and scalable operational model. The ability to selectively oxidize sulfide precursors to sulfoxides with minimal over-oxidation by-products ensures higher purity profiles essential for regulatory compliance in major agricultural markets.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of Fipronil and Ethiprole has relied heavily on oxidation protocols utilizing hydrogen peroxide in trifluoroacetic acid (TFA) or meta-chloroperoxybenzoic acid (m-CPBA), both of which present significant operational and economic challenges. The TFA-based route, while effective, necessitates the handling of highly corrosive acids that demand specialized corrosion-resistant equipment and complex waste neutralization procedures, drastically inflating capital expenditure and maintenance costs. Furthermore, controlling the oxidation state to stop at the sulfoxide without forming the inactive sulfone by-product is notoriously difficult, often requiring precise low-temperature control around 12°C and resulting in substantial yield losses during purification. Alternative methods involving trifluoromethanesulfinyl chloride suffer from reagent instability and high raw material costs, rendering them economically unviable for large-volume commodity chemical production. These legacy constraints create a fragile supply chain vulnerable to raw material price volatility and stringent environmental regulations regarding halogenated solvent disposal.
The Novel Approach
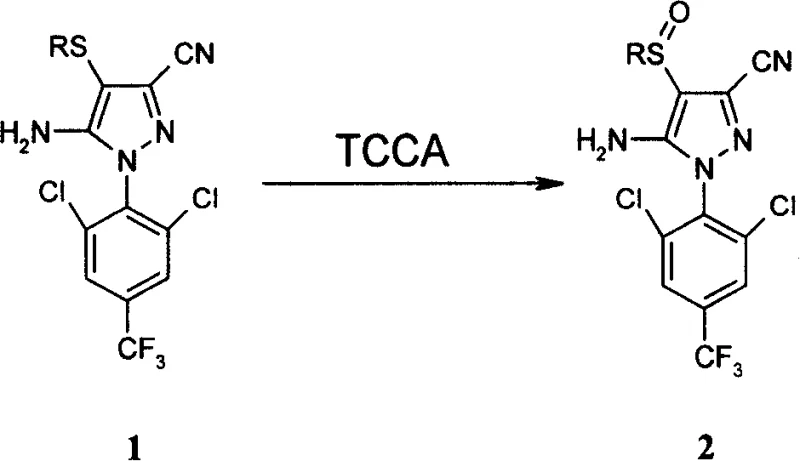
The patented methodology fundamentally reengineers the oxidation step by substituting hazardous peracids with solid TCCA, a stable, inexpensive, and easy-to-handle chlorinating and oxidizing agent that operates effectively at moderate temperatures of 40-50°C. By employing a biphasic or homogeneous system involving room temperature ionic liquids (RTILs) such as [Bmim]PF6 mixed with acetonitrile, the process achieves exceptional solubility for the polar pyrazole intermediates while facilitating easy product isolation. This approach not only eliminates the need for corrosive TFA solvents but also enables the recovery and reuse of the ionic liquid component, significantly reducing solvent consumption and waste generation. The reaction demonstrates remarkable selectivity, yielding the target sulfoxide products like Fipronil and Ethiprole with reported experimental yields of 71% and 75% respectively, completely avoiding the formation of difficult-to-separate sulfone impurities. This streamlined one-pot procedure simplifies downstream processing, reduces energy consumption associated with cryogenic cooling, and enhances overall process safety for commercial manufacturing facilities.
Mechanistic Insights into TCCA-Mediated Selective Oxidation
The core chemical innovation lies in the controlled electrophilic oxygen transfer facilitated by the TCCA-ruthenium catalyst system within the ionic liquid medium. Unlike peracids which can generate free radical species leading to non-selective over-oxidation, the TCCA mechanism likely involves the formation of a reactive hypochlorite or ruthenium-oxo species that selectively targets the sulfur atom of the thioether group. The ionic liquid environment plays a crucial dual role: it stabilizes the transition state through specific cation-anion interactions and suppresses side reactions by modulating the local polarity around the reactive center. This precise control prevents the second oxidation step to the sulfone, which is thermodynamically favorable in conventional acidic media, thereby ensuring a clean impurity profile that minimizes the burden on purification units. For process chemists, understanding this mechanistic nuance is vital for scaling the reaction, as it dictates that strict stoichiometric control of the oxidant is less critical than in peracid systems, offering a wider operating window for plant operators.
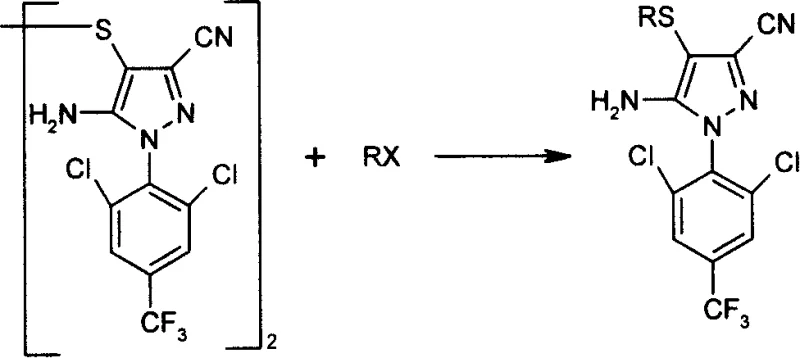
Complementing the oxidation step, the patent also details an improved synthesis for the thioether precursors themselves, utilizing a disulfide starting material and alkyl halides promoted by hydrazine hydrate or sulfinates. This alkylation strategy bypasses the need for complex cyano-thiolation steps required in older European patents, which often demanded cryogenic conditions of -78°C and yielded poor results. The new method proceeds efficiently at room temperature in DMF with simple inorganic bases like potassium carbonate, achieving yields as high as 95% for the ethyl-mercapto intermediate. This two-stage optimization—first securing a high-yield thioether precursor, then performing a selective oxidation—creates a robust end-to-end synthetic pathway that maximizes atom economy. The ability to tune the R-group on the sulfur atom allows for the versatile production of not just Fipronil and Ethiprole, but a broad library of analog derivatives for next-generation pest control formulations.
How to Synthesize Fipronil and Ethiprole Efficiently
Implementing this advanced synthetic route requires careful attention to the preparation of the ionic liquid solvent system and the controlled addition of the oxidant to maintain thermal stability. The process begins with the dissolution of the specific pyrazole thioether substrate in the optimized acetonitrile-ionic liquid mixture, followed by the introduction of the ruthenium catalyst and pyridine base to activate the system. Operators must then carefully dose the TCCA solution over a defined period to manage the exotherm while maintaining the reaction temperature within the optimal 40-50°C range to ensure complete conversion without degradation. Detailed standard operating procedures regarding quenching with sodium bisulfite and the specific protocols for ionic liquid recovery are critical for maintaining batch-to-batch consistency and economic efficiency. For a comprehensive breakdown of the exact reagent ratios, stirring speeds, and workup parameters, please refer to the standardized synthesis guide below.
- Prepare the reaction mixture by dissolving the pyrazole thioether substrate in a solvent system comprising acetonitrile and a room temperature ionic liquid such as [Bmim]PF6.
- Add ruthenium trichloride catalyst and pyridine base, then slowly introduce the trichloroisocyanuric acid (TCCA) oxidant solution while maintaining temperature between 40-50°C.
- Quench the reaction with sodium bisulfite, filter the precipitate, recover the ionic liquid for reuse, and purify the target sulfoxide product via column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
From a strategic sourcing perspective, the adoption of this TCCA-based technology offers profound advantages in terms of raw material security and total cost of ownership for agrochemical manufacturers. By shifting away from specialized, high-cost oxidants like m-CPBA or unstable sulfinyl chlorides to commodity-grade TCCA, procurement teams can leverage established supply chains for bulk chemicals, mitigating the risk of supplier bottlenecks. The elimination of trifluoroacetic acid removes a significant cost driver associated with corrosion management and hazardous waste disposal, directly improving the gross margin profile of the final active ingredient. Furthermore, the recyclability of the ionic liquid solvent transforms a traditional consumable cost into a capital asset, driving down the variable cost per kilogram of product over the lifecycle of the manufacturing campaign. These factors combine to create a resilient supply chain capable of withstanding market fluctuations while delivering consistent quality to downstream formulators.
- Cost Reduction in Manufacturing: The substitution of expensive and corrosive trifluoroacetic acid with inexpensive trichloroisocyanuric acid fundamentally alters the cost structure of the oxidation step. This change eliminates the need for high-grade corrosion-resistant reactors and reduces the expense associated with neutralizing and disposing of acidic waste streams. Additionally, the high selectivity of the reaction minimizes the loss of valuable intermediate materials to over-oxidized by-products, effectively increasing the throughput of the existing production assets without requiring additional capital investment. The overall process simplification reduces labor hours and utility consumption, contributing to substantial operational expenditure savings.
- Enhanced Supply Chain Reliability: Utilizing widely available industrial chemicals like TCCA and common alkyl halides ensures a stable and diversified supply base, reducing dependency on single-source specialty reagents. The robustness of the reaction conditions, which tolerate moderate temperature variations better than cryogenic alternatives, decreases the likelihood of batch failures due to minor process deviations. This reliability translates into more predictable lead times and the ability to scale production volumes rapidly in response to seasonal agricultural demand spikes. The simplified logistics of handling solid oxidants versus liquid peracids also enhance onsite safety and storage efficiency.
- Scalability and Environmental Compliance: The green chemistry attributes of this process, specifically the use of recyclable ionic liquids and the avoidance of volatile organic solvents, align perfectly with increasingly stringent global environmental regulations. This compliance reduces the regulatory burden and permitting timelines for new production lines, accelerating time-to-market for generic or derivative products. The room temperature alkylation step and moderate temperature oxidation step are inherently safer and easier to scale in large batch reactors compared to processes requiring extreme cooling or high pressure. This scalability ensures that the technology remains viable from pilot plant trials up to multi-ton commercial production runs.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented synthesis route for phenylpyrazole insecticides. These insights are derived directly from the experimental data and claims within patent CN101168529A, providing a factual basis for technology assessment. Understanding these nuances is essential for engineering teams evaluating the feasibility of retrofitting existing facilities or designing new production lines for Fipronil and Ethiprole. The answers highlight the balance between chemical efficiency and operational practicality that defines this innovation.
Q: What are the primary advantages of using TCCA over traditional peracetic acid for Fipronil synthesis?
A: TCCA offers superior selectivity in oxidizing sulfides to sulfoxides without over-oxidation to sulfones, eliminates the need for corrosive trifluoroacetic acid solvents, and operates under milder conditions.
Q: How does the ionic liquid solvent system impact the environmental profile of this process?
A: The use of recyclable room temperature ionic liquids significantly reduces volatile organic compound (VOC) emissions and allows for solvent recovery and reuse, aligning with green chemistry principles.
Q: Is this synthetic route suitable for large-scale industrial production of Ethiprole?
A: Yes, the method features simple operation, short reaction times, and high yields (up to 75% for Ethiprole), making it highly adaptable for commercial scale-up compared to complex low-temperature alternatives.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Fipronil and Ethiprole Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to greener, more efficient synthetic routes is critical for maintaining competitiveness in the global agrochemical market. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of the TCCA oxidation process are fully realized in a GMP-compliant manufacturing environment. We maintain stringent purity specifications and operate rigorous QC labs equipped to detect trace impurities, guaranteeing that every batch of Fipronil or Ethiprole intermediate meets the highest international standards. Our commitment to continuous improvement allows us to integrate advanced patent technologies like this one into our portfolio, offering clients superior quality at optimized price points.
We invite procurement leaders and R&D partners to engage with us for a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. By collaborating with our technical procurement team, you can access specific COA data and route feasibility assessments that demonstrate the tangible value of switching to our advanced manufacturing platform. Let us help you secure a sustainable supply of high-purity agrochemical intermediates that drive your product success while minimizing environmental impact. Contact us today to discuss how our innovative synthesis capabilities can support your long-term strategic goals.