Optimizing Remdesivir Intermediate Production: A High-Yield Synthetic Strategy for Global Supply Chains
Optimizing Remdesivir Intermediate Production: A High-Yield Synthetic Strategy for Global Supply Chains
The global pharmaceutical landscape has witnessed an unprecedented demand for antiviral therapeutics, with Remdesivir (CAS 1809249-37-3) emerging as a critical asset in the fight against RNA viruses including Ebola, MERS, and SARS-CoV-2. However, the complex molecular architecture of this nucleotide analog presents significant challenges in manufacturing, particularly regarding the efficiency of constructing the chiral ribose-like core. Patent CN113214263B, published in late 2022, introduces a transformative synthetic methodology that addresses the historical bottlenecks in producing the key intermediate, Formula (VII). This technical disclosure outlines a robust five-step sequence that begins with a commercially available benzyl-protected lactone and leverages a strategic Weinreb amide transformation to drastically enhance overall process efficiency. For R&D directors and supply chain leaders, this innovation represents a pivotal shift from fragile, low-yielding academic routes to a resilient, industrial-grade protocol capable of supporting massive commercial volumes.
The significance of this patent extends beyond mere academic curiosity; it offers a tangible solution to the supply chain fragility that has plagued the production of complex nucleoside analogs. By re-engineering the foundational coupling step, the inventors have unlocked a pathway that not only improves material throughput but also simplifies the impurity profile, a critical factor for regulatory compliance in API manufacturing. As we delve into the technical specifics, it becomes evident that this method is not just an incremental improvement but a fundamental restructuring of the synthetic logic, prioritizing stability and yield at every juncture to ensure a reliable supply of this life-saving medicine.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
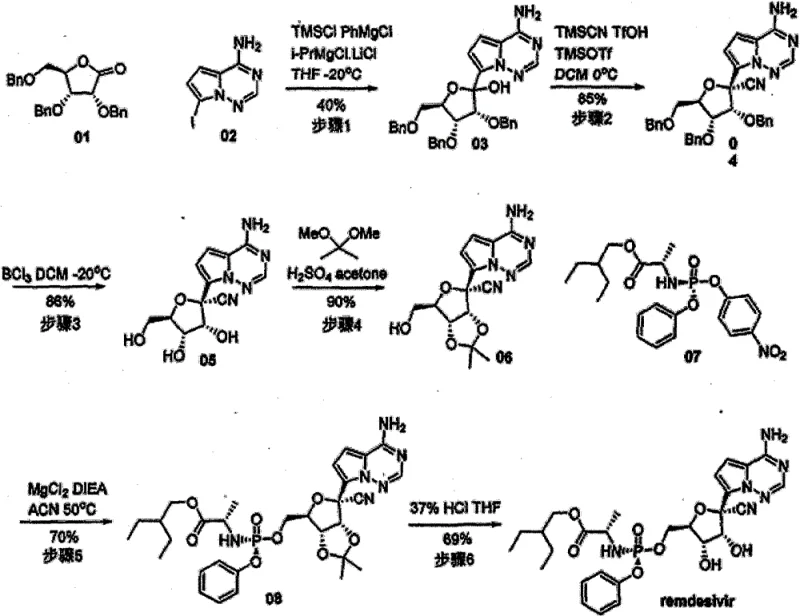
Prior to this innovation, the industry largely relied on synthesis routes exemplified by literature such as Nature (2016), which utilized a direct coupling between a sugar lactone fragment and a heterocyclic base under strong alkaline conditions. While chemically feasible on a small scale, this approach suffers from a catastrophic inefficiency in its inaugural step, where the yield plummets to merely 40%. The root cause of this failure lies in the instability of the intermediate species; upon ring opening of the lactone, a highly reactive ketone intermediate is generated which indiscriminately reacts with excess metal reagents present in the system. This leads to a complex mixture of byproducts that are difficult to separate, necessitating extensive purification efforts that erode profit margins and extend production timelines. Furthermore, the inability to optimize this step simply by adjusting reaction conditions creates a hard ceiling on production capacity, making it unsuitable for the gigagram-scale demands of a pandemic response.
The ramifications of this low-yielding step ripple through the entire supply chain, inflating the cost of goods sold (COGS) and introducing significant variability in batch quality. For procurement managers, relying on a process with such inherent inefficiency means securing larger quantities of expensive starting materials to compensate for the massive loss, while also managing the disposal of hazardous chemical waste generated by the failed reactions. The presence of multiple byproducts also complicates the crystallization and isolation of the final intermediate, often requiring repeated chromatography which is economically prohibitive at an industrial scale. Consequently, there has been an urgent need within the fine chemical sector to identify a synthetic alternative that bypasses this reactive ketone trap and establishes a more linear, high-fidelity production line.
The Novel Approach
The methodology disclosed in patent CN113214263B elegantly circumvents these historical pitfalls by introducing a protective detour through a Weinreb amide intermediate. Instead of subjecting the lactone directly to the harsh coupling conditions, the process first converts the lactone into a stable Weinreb amide (Formula II) using N,O-dimethylhydroxylamine. This structural modification is crucial because the Weinreb amide acts as a "masked" ketone; it remains inert to the nucleophilic attack of the metalorganic base during the coupling phase, only revealing the carbonyl functionality upon acidic quenching or subsequent cyclization. This strategic delay in ketone formation effectively shuts down the pathway for the troublesome side reactions observed in the conventional route, allowing the desired coupling to proceed with much higher fidelity. As a result, the yield for this critical transformation surges from the dismal 40% baseline to an impressive range of 70% to 85%, nearly doubling the material efficiency of the process.

Beyond the yield enhancement, this novel approach streamlines the operational workflow by enabling a telescoped "one-pot" procedure for the coupling, deprotection, and cyclization steps. By combining these transformations, the need for isolating unstable intermediates is eliminated, reducing solvent consumption, labor hours, and equipment occupancy time. For a contract development and manufacturing organization (CDMO), this translates directly into increased throughput and reduced capital expenditure per kilogram of product. The use of commercially available starting materials, such as the fully benzyl-protected lactone, further ensures that the supply chain is not dependent on exotic or custom-synthesized precursors, thereby enhancing the overall security of supply. This robust chemistry provides a solid foundation for scaling up to multi-ton production campaigns without the fear of the yield collapse that characterizes the older methodologies.
Mechanistic Insights into Weinreb Amide Stabilization and Cyclization
To fully appreciate the technical superiority of this route, one must examine the mechanistic nuances of the coupling reaction between the protected sugar fragment and the pyrrolo-triazine base. In the optimized protocol, the Weinreb amide (Formula III) serves as an electrophile that is sufficiently reactive to accept the organometallic nucleophile derived from the heterocyclic base, yet stable enough to prevent over-addition or decomposition. When the organolithium or Grignard reagent attacks the Weinreb amide, it forms a tetrahedral intermediate that is stabilized by chelation with the methoxy group on the nitrogen. This chelated structure prevents the collapse of the intermediate into a ketone until the reaction is deliberately quenched with acid. This control is the linchpin of the entire process, as it ensures that the highly reactive ketone species—which was the source of impurities in the old route—is never present in the reaction mixture while the strong base is active.
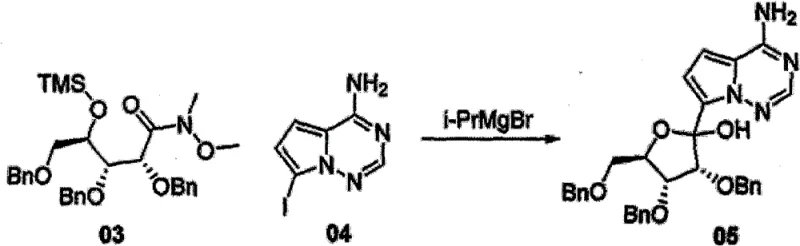
Following the coupling event, the process seamlessly transitions into an intramolecular cyclization to close the furanose ring, driven by the acidic workup conditions. The choice of protecting groups, such as the trimethylsilyl (TMS) ether or benzyl ethers, is meticulously balanced to withstand the basic coupling conditions while being readily removable in later stages. For instance, the use of TMS protection on the hydroxyl group adjacent to the amide facilitates the subsequent cyclization by modulating the steric and electronic environment of the reaction center. The patent details specific conditions, such as the use of isopropyl magnesium chloride or phenyl magnesium chloride at cryogenic temperatures (-20°C to -78°C), to ensure precise stereocontrol during the bond formation. This level of mechanistic control results in an intermediate (Formula V) with high diastereomeric purity, minimizing the burden on downstream purification steps and ensuring that the final API meets stringent regulatory specifications for chirality.
Furthermore, the subsequent conversion of the hydroxyl group to a nitrile (Formula VI) using trimethylsilyl cyanide (TMSCN) and a Lewis acid like TMSOTf proceeds with high regioselectivity. The stability of the intermediate framework established in the earlier steps ensures that this substitution occurs cleanly without affecting the sensitive glycosidic bond or the heterocyclic base. The final deprotection step, typically employing boron trichloride to remove the benzyl groups, yields the target intermediate (Formula VII) as a white solid with excellent purity. This comprehensive control over the reaction trajectory, from the initial ring opening to the final deprotection, underscores the robustness of the chemistry and its suitability for GMP manufacturing environments where consistency and purity are paramount.
How to Synthesize Remdesivir Key Intermediate Efficiently
The practical implementation of this synthesis requires careful attention to reaction parameters, particularly temperature control and reagent stoichiometry, to maximize the benefits of the Weinreb amide strategy. The process begins with the ring-opening of the lactone using N,O-dimethylhydroxylamine hydrochloride in the presence of a Lewis acid or Grignard reagent, followed by protection of the resulting hydroxyl group. The core of the synthesis involves the coupling of this protected amide with the iodinated or brominated pyrrolo-triazine base, a step that demands precise thermal management to maintain the integrity of the organometallic species. Detailed standard operating procedures for each stage, including specific solvent choices like THF or dichloromethane and quenching protocols, are essential for reproducibility. For a complete breakdown of the standardized synthesis steps and reaction conditions, please refer to the guide below.
- Ring opening of fully benzyl-protected lactone (Formula I) using N,O-dimethylhydroxylamine and a Lewis acid or Grignard reagent to form the Weinreb amide (Formula II).
- Protection of the hydroxyl group in Formula II with a silyl or ether protecting group to generate intermediate Formula III.
- One-pot coupling of Formula III with the pyrrolo-triazine base (Formula IV), followed by deprotection and intramolecular cyclization to yield the nucleoside analog (Formula V).
- Substitution of the hydroxyl group in Formula V with a cyano group using TMSCN and a Lewis acid to obtain the nitrile intermediate (Formula VI).
- Final deprotection of the benzyl groups in Formula VI using boron trichloride or hydrogenation to yield the target key intermediate (Formula VII).
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented synthetic route offers compelling economic and logistical advantages that extend far beyond the laboratory bench. The primary value driver is the substantial increase in process yield, which fundamentally alters the cost structure of the intermediate. By elevating the yield of the critical coupling step from 40% to over 70%, the consumption of expensive starting materials, such as the protected lactone and the heterocyclic base, is nearly halved per unit of output. This reduction in raw material intensity directly translates to a lower cost of goods sold, providing a competitive edge in pricing negotiations and improving margin resilience against fluctuations in commodity chemical prices. Additionally, the suppression of byproducts reduces the load on purification systems, lowering the costs associated with solvent recovery, chromatography media, and waste disposal.
- Cost Reduction in Manufacturing: The elimination of the low-yielding ketone-mediated side reactions removes a major source of financial leakage in the production process. Without the need to process large volumes of failed reaction mass, manufacturers can achieve significant savings in utility consumption and labor. The streamlined one-pot nature of the coupling and cyclization steps further reduces the number of unit operations required, decreasing the overall manufacturing cycle time and equipment footprint. These efficiencies compound to deliver a markedly more economical process that is viable for high-volume commercial production without sacrificing quality.
- Enhanced Supply Chain Reliability: The reliance on commercially available starting materials, such as the benzyl-protected lactone, mitigates the risk of supply disruptions associated with custom-synthesized precursors. This accessibility ensures that production schedules can be maintained even in volatile market conditions, providing a stable flow of intermediates to downstream API manufacturers. The robustness of the chemistry also means that the process is less sensitive to minor variations in raw material quality, reducing the frequency of batch failures and ensuring a consistent supply of high-purity product to meet global demand.
- Scalability and Environmental Compliance: The simplified workflow and reduced solvent usage align perfectly with modern green chemistry principles and environmental regulations. By minimizing the generation of hazardous waste and optimizing atom economy, this route facilitates easier regulatory approval and reduces the environmental compliance burden on manufacturing sites. The process is inherently scalable, having been designed with industrial mass production in mind, allowing for seamless transition from pilot plant batches to multi-ton commercial campaigns without the need for extensive re-optimization.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthetic route. They are derived from the specific technical disclosures and advantageous effects outlined in the patent documentation, providing clarity on how this method resolves long-standing manufacturing challenges. Understanding these details is crucial for technical teams evaluating the feasibility of adopting this process for their own supply chains.
Q: How does the new synthetic route improve yield compared to conventional methods?
A: The conventional route reported in literature suffers from a critical bottleneck in the initial coupling step, achieving only 40% yield due to side reactions with ketone intermediates. The novel method described in patent CN113214263B utilizes a Weinreb amide strategy which stabilizes the intermediate, preventing premature ketone formation and increasing the yield of this key step to between 70% and 85%.
Q: Is this synthesis method suitable for industrial scale-up?
A: Yes, the method is specifically designed for industrial mass production. It utilizes commercially available starting materials like benzyl-protected lactone and employs robust reaction conditions, such as one-pot coupling and cyclization, which simplify the operational workflow and reduce the complexity of purification processes required for large-scale manufacturing.
Q: What are the primary impurities controlled in this new process?
A: The primary impurities in the traditional route are derived from the high reactivity of the ketone intermediate generated after lactone ring opening, which reacts excessively with metal reagents. By converting the lactone to a Weinreb amide first, the process avoids generating this reactive ketone species during the metalorganic base reaction, thereby significantly suppressing these specific byproduct formations.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Remdesivir Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from a patented laboratory method to a commercial reality requires a partner with deep technical expertise and proven scale-up capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the promising yields described in patent CN113214263B can be realized in your supply chain. We operate stringent purity specifications and maintain rigorous QC labs equipped with advanced analytical instrumentation to guarantee that every batch of Remdesivir intermediate meets the highest global standards. Our commitment to quality assurance means that we can navigate the complexities of chiral synthesis and impurity control with precision, delivering a product that is ready for immediate API synthesis.
We invite you to collaborate with us to leverage this advanced synthetic technology for your antiviral drug programs. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating exactly how this high-yield route can optimize your budget. Please contact us today to request specific COA data and route feasibility assessments, and let us help you secure a reliable, cost-effective supply of this critical pharmaceutical intermediate.