Scalable Visible Light Mediated Decarboxylation for High-Purity Beta-Ketosulfone Manufacturing
Introduction to Advanced Photocatalytic Synthesis
The pharmaceutical and fine chemical industries are constantly seeking robust, scalable, and environmentally benign methodologies for constructing complex molecular scaffolds. A significant breakthrough in this domain is documented in Chinese Patent CN110981676B, which discloses a novel method for preparing beta-ketosulfone compounds through a visible light-mediated decarboxylative ketonization reaction. This technology leverages commercially available atropic acid and stable sulfonyl hydrazides as primary building blocks, utilizing an organic photocatalyst system that operates under mild conditions. Unlike traditional approaches that often rely on harsh reagents or toxic heavy metals, this protocol employs fluorescein as a photosensitizer in conjunction with potassium iodide and an inorganic base within a green acetonitrile-water solvent system. The strategic use of molecular oxygen as both the oxidant and oxygen source represents a paradigm shift towards sustainable manufacturing, offering a reliable pharma intermediate supplier with a pathway that minimizes waste and maximizes atom economy.

The core innovation lies in the seamless integration of decarboxylation and sulfonylation into a single operational step. By activating the carboxyl group of atropic acid via visible light irradiation, the method generates high-activity radical intermediates that couple efficiently with sulfonyl radicals derived from hydrazides. This approach not only simplifies the synthetic route but also ensures high purity profiles essential for downstream drug development. The reaction proceeds at room temperature under standard fluorescent lighting, eliminating the need for energy-intensive heating or specialized high-pressure equipment. For R&D teams focused on process intensification, this patent provides a blueprint for cost reduction in pharmaceutical intermediate manufacturing by replacing precious metal catalysts with abundant organic dyes, thereby addressing both economic and regulatory pressures regarding metal impurities in active pharmaceutical ingredients.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of beta-ketosulfones has been fraught with significant technical and economic challenges that hinder large-scale adoption. Traditional methods often involve the direct alkylation of sodium sulfinate, which necessitates pre-functionalized substrates and frequently requires high reaction temperatures and extended reaction times. These harsh conditions can lead to thermal degradation of sensitive functional groups and generate complex impurity profiles that are difficult to separate. Furthermore, many contemporary photocatalytic or transition metal-catalyzed routes rely on expensive and scarce metals such as silver, iridium, or ruthenium. For instance, prior art describes the use of AgNO3 or Ir(ppy)3 complexes, which not only inflate the raw material costs but also introduce the risk of heavy metal contamination in the final product. Removing these trace metals to meet stringent pharmacopeial standards adds additional purification steps, such as scavenger treatments or extensive chromatography, which drastically reduce overall process efficiency and yield.
The Novel Approach
The methodology outlined in CN110981676B effectively circumvents these bottlenecks by employing a metal-free, visible light-driven strategy. By utilizing fluorescein, a cheap and non-toxic organic dye, the process achieves efficient photocatalysis without the burden of metal residue. The reaction conditions are remarkably mild, operating at room temperature under 23W fluorescent light, which contrasts sharply with the high-energy UV irradiation or inert atmosphere protection required by other radical oxidative sulfonylation reactions. The use of oxygen from the air (or an oxygen balloon) as the terminal oxidant replaces hazardous chemical oxidants like tert-butyl hydroperoxide (TBHP), enhancing operational safety. This novel approach transforms the synthesis into a greener, more economical process that is highly amenable to scale-up, providing a competitive edge for manufacturers seeking to optimize their supply chains for high-purity beta-ketosulfones.
Mechanistic Insights into Visible Light Mediated Decarboxylation
Understanding the mechanistic underpinnings of this transformation is crucial for R&D directors aiming to adapt this chemistry for diverse substrates. The reaction initiates when the photosensitizer, fluorescein (Fl), absorbs visible light photons to reach an excited state (Fl*). This excited species undergoes a Single Electron Transfer (SET) with the sulfonyl hydrazide substrate, generating a radical cation intermediate and a reduced photocatalyst species. The radical cation subsequently loses a proton and nitrogen gas to form a reactive benzenesulfonyl radical. Concurrently, the reduced photocatalyst is regenerated to its ground state by molecular oxygen, producing a superoxide radical anion (O2·-) in the process. This catalytic cycle ensures that only a catalytic amount of fluorescein is required to drive the reaction forward continuously. The presence of potassium iodide plays a pivotal role as a redox mediator, facilitating the regeneration of the active catalytic species and stabilizing the radical intermediates, which explains the dramatic drop in yield observed when KI is omitted from the reaction mixture.
The subsequent steps involve the addition of the generated sulfonyl radical to the double bond of the atropic acid derivative, forming a new carbon-centered radical intermediate. This intermediate reacts with oxygen to form a peroxyl radical, which eventually undergoes decarboxylation to yield the target beta-ketosulfone product. Isotope labeling experiments confirmed that the carbonyl oxygen in the final product originates from molecular oxygen rather than the solvent water, highlighting the critical role of the oxygen atmosphere. This detailed mechanistic understanding allows chemists to predict substrate compatibility; for example, electron-deficient sulfonyl hydrazides may require slightly adjusted conditions due to their oxidation potentials, while sterically hindered substrates might show reduced reactivity. The robustness of this radical pathway against moisture and air makes it particularly suitable for industrial applications where strict anhydrous conditions are costly to maintain.
How to Synthesize Beta-Ketosulfone Efficiently
Implementing this synthesis in a laboratory or pilot plant setting requires adherence to specific parameters to maximize yield and reproducibility. The standard protocol involves dissolving the atropic acid and sulfonyl hydrazide in a specific ratio of acetonitrile to water (optimally 5.5:1 v/v), along with sodium bicarbonate as the base and potassium iodide as the additive. The reaction mixture is then subjected to visible light irradiation, typically using a 23W compact fluorescent lamp, while being purged with oxygen. Monitoring the reaction progress via Thin Layer Chromatography (TLC) is essential to determine the endpoint, usually achieved within 8 to 22 hours depending on the substrate electronics. Upon completion, the workup is straightforward, involving solvent removal, aqueous extraction, and standard drying procedures, followed by purification via column chromatography to isolate the high-purity product.
- Dissolve atropic acid, sulfonyl hydrazide, fluorescein (3 mol%), inorganic base (NaHCO3), and potassium iodide in a MeCN/H2O mixed solvent.
- Connect the reaction vessel to an oxygen balloon and irradiate with a 23W compact fluorescent lamp (CFL) at room temperature until TLC indicates completion.
- Remove solvent via rotary evaporation, extract the residue with ethyl acetate, wash with brine, dry over Na2SO4, and purify by column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this visible light-mediated protocol offers tangible strategic benefits that extend beyond mere chemical novelty. The primary advantage lies in the drastic simplification of the raw material portfolio. By replacing expensive transition metal catalysts like Iridium or Ruthenium with commodity chemicals like fluorescein and potassium iodide, the direct material costs are significantly reduced. Moreover, the elimination of heavy metals removes the need for specialized metal scavenging resins and the associated validation testing for residual metals, streamlining the quality control workflow. The use of oxygen as the oxidant further reduces the dependency on hazardous chemical oxidants, lowering storage and handling costs associated with dangerous goods. This shift towards safer, cheaper reagents directly contributes to cost reduction in pharmaceutical intermediate manufacturing, allowing for more competitive pricing in the final API market.
- Cost Reduction in Manufacturing: The substitution of precious metal catalysts with organic dyes and simple inorganic salts results in substantial cost savings on raw materials. Additionally, the mild reaction conditions (room temperature, visible light) reduce energy consumption compared to thermal processes requiring high heat or cryogenic cooling. The simplified workup procedure minimizes solvent usage and waste disposal costs, creating a leaner and more economically efficient production model that enhances overall profit margins without compromising product quality.
- Enhanced Supply Chain Reliability: The starting materials, including atropic acid derivatives and sulfonyl hydrazides, are commercially available and widely sourced, reducing the risk of supply chain disruptions associated with specialized reagents. The robustness of the reaction to moisture and the use of common solvents like acetonitrile and water ensure that the process is less sensitive to environmental variations, leading to consistent batch-to-batch quality. This reliability is critical for maintaining continuous production schedules and meeting tight delivery deadlines for downstream customers.
- Scalability and Environmental Compliance: The metal-free nature of this synthesis aligns perfectly with increasingly stringent environmental regulations regarding heavy metal discharge. Scaling this process from gram to kilogram scale does not require complex engineering controls for toxic metal containment. The use of oxygen and visible light represents a green chemistry approach that minimizes the generation of hazardous byproducts, facilitating easier regulatory approval and reducing the environmental footprint of the manufacturing facility.
Frequently Asked Questions (FAQ)
The following questions address common technical inquiries regarding the implementation and scope of this patented technology. These insights are derived directly from the experimental data and optimization studies presented in the patent documentation, providing clarity on reaction parameters and substrate limitations. Understanding these nuances is vital for process chemists evaluating the feasibility of this route for specific target molecules.
Q: What are the key advantages of this visible light method over traditional metal-catalyzed routes?
A: This method eliminates the need for expensive transition metal catalysts like Iridium or Silver, thereby removing heavy metal residues from the final product and significantly reducing raw material costs while maintaining high yields up to 91%.
Q: Is the reaction sensitive to moisture or air during the process?
A: The reaction system utilizes a mixed solvent of acetonitrile and water, demonstrating excellent tolerance to moisture. Furthermore, it requires an oxygen atmosphere (via oxygen balloon) to function effectively as the terminal oxidant.
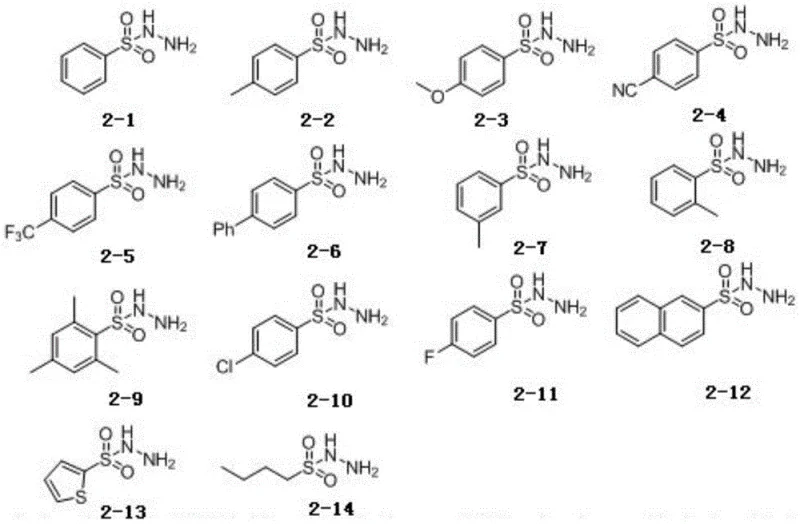
Q: What is the substrate scope for the sulfonyl hydrazide component?
A: The protocol exhibits broad substrate tolerance, successfully accommodating electron-rich and electron-deficient aromatic sulfonyl hydrazides, as well as heteroaryl and alkyl variants, with yields generally exceeding 50%.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Beta-Ketosulfone Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of visible light-mediated synthesis in modern drug discovery and development. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative academic protocols like CN110981676B are translated into robust industrial processes. Our state-of-the-art facilities are equipped with advanced photoreactors capable of handling large-scale photochemical reactions with precise control over light intensity and oxygen flow. We adhere to stringent purity specifications and operate rigorous QC labs to guarantee that every batch of beta-ketosulfone meets the highest international standards, free from heavy metal contaminants and ready for immediate use in API synthesis.
We invite global pharmaceutical partners to collaborate with us to leverage this cutting-edge technology for your specific project needs. Whether you require custom synthesis of novel beta-ketosulfone derivatives or scale-up of existing routes, our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your volume requirements. Contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us help you accelerate your pipeline with efficient, sustainable, and cost-effective chemical solutions.