Advanced Manufacturing of Epoxiconazole Intermediates via Optimized Darzens Condensation
Advanced Manufacturing of Epoxiconazole Intermediates via Optimized Darzens Condensation
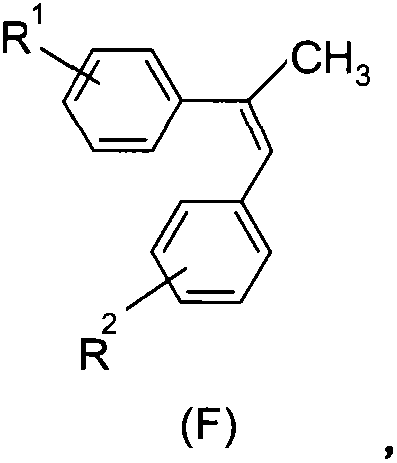
The global demand for high-efficiency fungicides continues to drive innovation in the synthesis of critical agrochemical intermediates. A pivotal development in this sector is detailed in patent CN102304014B, which discloses a robust and environmentally friendly method for preparing epoxiconazole intermediates, specifically compounds of Formula (F). This technical breakthrough addresses long-standing inefficiencies in the production of 2-(4-substituted phenyl)-3-(2-substituted phenyl)-propylene derivatives. As a leading entity in fine chemical manufacturing, we recognize that the structural integrity and purity of these intermediates are paramount for the efficacy of the final fungicidal active ingredient. The patent outlines a sophisticated four-step sequence that replaces hazardous legacy chemistries with a streamlined, high-yield pathway. By leveraging Darzens condensation followed by controlled hydrolysis and reduction, this method ensures the production of high-purity agrochemical intermediates while drastically minimizing environmental impact. For R&D teams and procurement specialists alike, understanding this synthetic route is essential for securing a reliable supply chain for next-generation crop protection agents.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior to the innovations described in CN102304014B, the industry standard for synthesizing 2-(4-fluorophenyl)-3-(2-chlorophenyl)propylene was heavily reliant on the methodology disclosed in US4464381. This legacy process involves the chlorination of ortho-chlorotoluene to generate ortho-chlorobenzyl chloride, followed by a reaction with triphenylphosphine to form a phosphonium salt. While chemically feasible, this route presents severe commercial and operational drawbacks. The reliance on triphenylphosphine introduces significant cost volatility, as this reagent is expensive and subject to market fluctuations. Furthermore, the reaction generates substantial quantities of phosphorous-containing byproducts, creating a complex waste stream that requires rigorous and costly treatment protocols to meet environmental regulations. Most critically from a yield perspective, the conventional method is notoriously inefficient, with reported yields for the target product reaching a maximum of only 13%. Such low efficiency renders the process economically unviable for large-scale commercial production, forcing manufacturers to absorb high material costs and manage difficult purification challenges.
The Novel Approach
In stark contrast, the novel approach presented in the patent data offers a paradigm shift towards sustainable and efficient manufacturing. This method bypasses the need for phosphorous reagents entirely, opting instead for a sequence initiated by a Darzens reaction between a para-substituted benzaldehyde and ethyl chloroacetate. This strategic pivot not only reduces raw material costs but also simplifies the downstream purification process by eliminating phosphorous impurities. The subsequent steps involve hydrolysis, decarboxylation, condensation, and reduction, all of which can be conducted under relatively mild conditions ranging from 10°C to 95°C. The use of common solvents such as ethanol and methanol further enhances the operational safety and scalability of the process. By adopting this route, manufacturers can achieve a dramatic improvement in overall yield and product content, often exceeding 90% in individual steps. This transition represents a significant advancement in cost reduction in fungicide manufacturing, enabling producers to deliver high-quality intermediates with a substantially reduced environmental footprint.
Mechanistic Insights into the Four-Step Synthetic Sequence
The core of this technological advancement lies in the precise execution of the Darzens condensation and subsequent transformations. The first critical stage involves the reaction of a para-substituted benzaldehyde (Formula A) with ethyl chloroacetate in the presence of a strong base, such as sodium ethylate or sodium tert-butoxide. This step forms an epoxy ester intermediate (Formula B) through a nucleophilic attack and subsequent intramolecular substitution. The control of temperature during this exothermic reaction, typically maintained between 10°C and 35°C, is vital for minimizing side reactions and ensuring high stereochemical purity. Following the formation of the epoxy ester, the process moves to a hydrolysis and decarboxylation phase. Here, the epoxy ester is treated with aqueous sodium hydroxide, followed by acidification with dilute sulfuric acid. This cleverly designed sequence cleaves the ester group and induces decarboxylation to yield the corresponding phenylacetaldehyde (Formula C), effectively extending the carbon chain by one unit while preserving the aromatic substitution pattern required for the final biological activity.
The culmination of the synthesis involves two final transformative steps that construct the core olefinic structure of the epoxiconazole intermediate. The phenylacetaldehyde (Formula C) undergoes a condensation reaction with an ortho-substituted benzaldehyde (Formula D) in the presence of an alkali catalyst. This aldol-type condensation, followed by dehydration, generates the alpha,beta-unsaturated aldehyde (Formula E), establishing the critical carbon-carbon double bond linkage between the two aromatic rings. 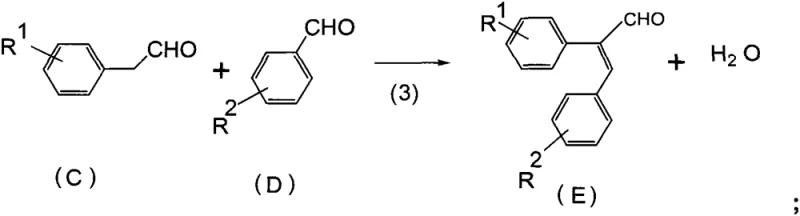 The final step is a selective reduction using Lithium Aluminium Hydride (LiAlH4). This powerful reducing agent converts the aldehyde functionality of Formula E directly into the methyl group found in the target propylene derivative (Formula F), without affecting the aromatic halogens or the olefinic double bond.
The final step is a selective reduction using Lithium Aluminium Hydride (LiAlH4). This powerful reducing agent converts the aldehyde functionality of Formula E directly into the methyl group found in the target propylene derivative (Formula F), without affecting the aromatic halogens or the olefinic double bond. 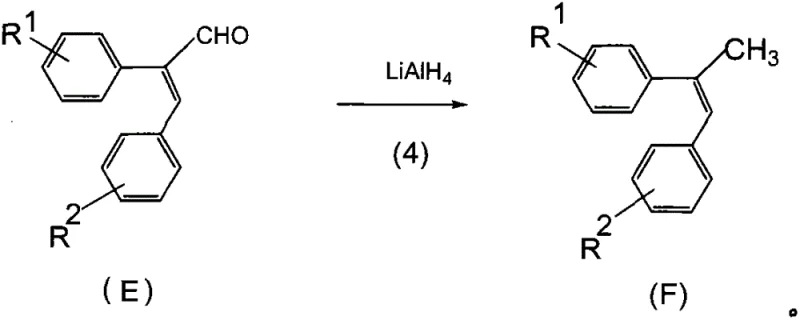 This mechanistic precision ensures that the impurity profile remains clean, as the reagents are highly specific for the intended functional group transformations, thereby facilitating easier isolation of the high-purity final product.
This mechanistic precision ensures that the impurity profile remains clean, as the reagents are highly specific for the intended functional group transformations, thereby facilitating easier isolation of the high-purity final product.
How to Synthesize 2-(4-fluorophenyl)-3-(2-chlorophenyl)propylene Efficiently
Implementing this synthesis route requires careful attention to stoichiometry and thermal management to maximize the benefits outlined in the patent. The process is designed to be modular, allowing for the optimization of each step independently before integration into a continuous flow or batch process. Operators must ensure that the basic catalysts in the initial Darzens step are fully dissolved and that the addition rate of reactants is controlled to prevent thermal runaway. Similarly, the hydrolysis step requires precise pH control during the acidification phase to ensure complete decarboxylation without degrading the sensitive aldehyde product. For detailed operational parameters, including specific molar ratios, solvent choices, and temperature ramps for each of the four stages, please refer to the standardized protocol below.
- Perform Darzens reaction between para-substituted benzaldehyde and ethyl chloroacetate using a basic catalyst like sodium ethylate to form the epoxy ester intermediate.
- Hydrolyze the epoxy ester with aqueous sodium hydroxide followed by decarboxylation with dilute sulfuric acid to generate the para-substituted phenylacetaldehyde.
- Condense the resulting phenylacetaldehyde with ortho-substituted benzaldehyde in the presence of an alkali catalyst to form the acrolein derivative.
- Reduce the acrolein derivative using Lithium Aluminium Hydride (LiAlH4) in an organic solvent to obtain the final propylene intermediate.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this novel synthetic route offers compelling economic and logistical advantages over traditional methods. The primary driver for cost optimization is the complete elimination of triphenylphosphine, a reagent that has historically been a major cost center in this specific chemical value chain. By removing this expensive component, the raw material bill of materials is significantly reduced, directly improving the gross margin of the manufacturing operation. Furthermore, the absence of phosphorous waste simplifies the effluent treatment process, leading to substantial cost savings in environmental compliance and waste disposal. These factors combine to create a more resilient cost structure that is less susceptible to the volatility of specialty reagent markets.
- Cost Reduction in Manufacturing: The economic benefits of this process extend beyond simple reagent substitution. The high yields reported in the patent embodiments, often exceeding 85-90% per step, mean that less raw material is wasted to byproducts, effectively lowering the cost per kilogram of the final intermediate. Additionally, the use of commodity solvents like ethanol and methanol, rather than exotic or highly regulated solvents, further drives down operational expenditures. The simplified workup procedures, which often involve basic filtration and layering rather than complex chromatography, reduce labor hours and energy consumption, contributing to a leaner and more cost-effective production model.
- Enhanced Supply Chain Reliability: From a supply chain perspective, the reliance on widely available starting materials such as substituted benzaldehydes and ethyl chloroacetate ensures a stable and continuous supply of feedstock. Unlike specialized phosphorous reagents which may have limited suppliers, these bulk chemicals are produced globally, mitigating the risk of supply disruptions. The robustness of the reaction conditions, which tolerate moderate temperature variations, also enhances process reliability, reducing the likelihood of batch failures that can delay shipments. This stability allows for more accurate forecasting and inventory planning, ensuring that downstream API manufacturers receive their intermediates on schedule.
- Scalability and Environmental Compliance: The process is inherently designed for commercial scale-up, with reaction conditions that are easily transferable from laboratory to pilot and full production scales. The moderate temperature ranges (10°C to 95°C) can be managed with standard industrial heating and cooling infrastructure, avoiding the need for cryogenic equipment or high-pressure reactors. Moreover, the significant reduction in hazardous waste generation aligns with increasingly stringent global environmental regulations. This 'green chemistry' profile not only reduces regulatory risk but also enhances the corporate sustainability credentials of the supply chain, a factor that is becoming increasingly important for multinational agrochemical companies.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on why this method is preferred for modern manufacturing. Understanding these details helps stakeholders make informed decisions regarding process adoption and supplier qualification.
Q: Why is this new synthesis route superior to the conventional Triphenylphosphine method?
A: The conventional method disclosed in US4464381 relies on expensive triphenylphosphine and generates significant phosphorous waste, with yields as low as 13%. The novel route described in CN102304014B eliminates phosphorous reagents entirely, utilizes mild reaction conditions, and achieves significantly higher yields suitable for industrial scale-up.
Q: What are the typical purity levels achievable with this manufacturing process?
A: According to the patent embodiments, the final target product, such as 2-(4-fluorophenyl)-3-(2-chlorophenyl)propylene, can be achieved with content levels exceeding 96-97% after simple filtration and workup, demonstrating excellent impurity control throughout the four-step sequence.
Q: Is this process scalable for commercial agrochemical production?
A: Yes, the process is explicitly designed for industrial suitability. It operates at moderate temperatures (ranging from 10°C to 95°C) and uses common solvents like ethanol and methanol. The elimination of hazardous phosphorous byproducts simplifies waste treatment, making it highly viable for large-scale manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Epoxiconazole Intermediate Supplier
At NINGBO INNO PHARMCHEM, we understand that the transition to a more efficient synthetic route requires a partner with deep technical expertise and proven manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of the CN102304014B process are fully realized in practice. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of 2-(4-fluorophenyl)-3-(2-chlorophenyl)propylene meets the exacting standards required for agrochemical active ingredient synthesis. Our commitment to quality assurance ensures that the impurity profiles are tightly controlled, supporting the regulatory filings of our global partners.
We invite you to collaborate with us to optimize your supply chain for epoxiconazole production. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating exactly how this novel route can improve your bottom line. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments. Let us help you secure a sustainable, high-quality, and cost-effective supply of this critical intermediate.