Advanced Manufacturing of Epoxiconazole Intermediates via Novel Darzens Condensation Route
Introduction to Patent CN102304014A and Technological Breakthrough
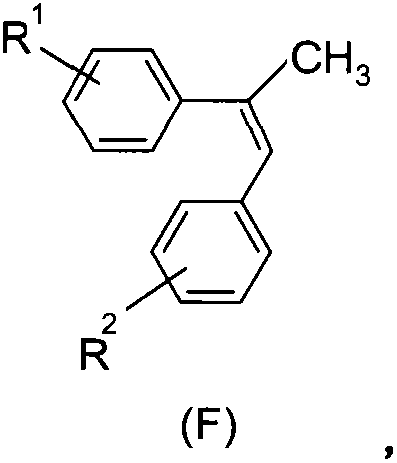
The global demand for high-efficiency fungicides continues to drive innovation in the synthesis of key agrochemical intermediates, specifically those required for the production of Epoxiconazole. Patent CN102304014A, filed in early 2012, discloses a revolutionary four-step synthetic methodology for preparing 2-(4-substituted phenyl)-3-(2-substituted phenyl)-propylene, which serves as a critical precursor in the fungicide value chain. This intellectual property represents a significant departure from legacy manufacturing protocols by introducing a streamlined Darzens condensation strategy that replaces hazardous and costly phosphine-based reagents. The disclosed route not only simplifies the operational complexity but also ensures that each reaction step can be executed under remarkably moderate thermal conditions, ranging from ambient temperatures to roughly 95°C. For R&D directors and process chemists, this patent offers a robust framework for achieving superior purity profiles while simultaneously addressing the growing regulatory pressure to minimize industrial waste streams. The strategic shift towards using readily available starting materials like para-substituted benzaldehyde and ethyl chloroacetate underscores a fundamental optimization in supply chain resilience and cost structure.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior to the innovations detailed in CN102304014A, the industry standard for synthesizing these specific propylene derivatives relied heavily on methodologies exemplified by US Patent 4464381, which utilized a Wittig-type reaction pathway. This conventional approach necessitated the use of Triphenylphosphine, an exceedingly expensive reagent that significantly inflated the raw material costs for large-scale production facilities. Furthermore, the reaction conditions were notoriously harsh, often requiring strong alkaline environments that posed safety risks and complicated reactor maintenance. A critical drawback of the legacy method was the generation of substantial quantities of phosphorus-containing byproducts, creating a severe environmental burden and necessitating complex, costly waste treatment protocols to meet modern discharge standards. Additionally, the overall yield of the target product in these older processes was disappointingly low, historically capping at merely 13%, which rendered the process economically unviable for competitive commercial manufacturing without significant subsidies or price premiums.
The Novel Approach
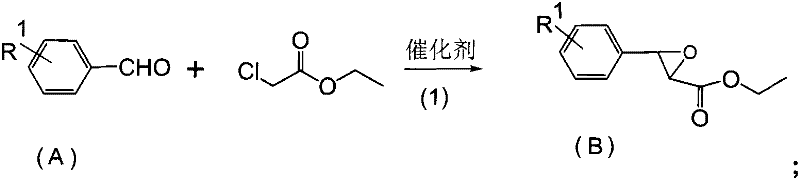
In stark contrast to the phosphine-dependent legacy routes, the novel approach outlined in the patent leverages a sophisticated sequence beginning with a Darzens reaction between a para-substituted benzaldehyde and ethyl chloroacetate. This initial transformation generates an epoxy ester intermediate under the influence of a basic catalyst, setting the stage for a highly efficient downstream processing sequence. By avoiding the use of Triphenylphosphine entirely, this new methodology eliminates the associated heavy metal and phosphorus waste streams, thereby aligning perfectly with green chemistry principles and reducing the total cost of ownership for manufacturing plants. The subsequent steps involve a controlled hydrolysis and decarboxylation to yield a phenylacetaldehyde, followed by an aldol condensation and a final reduction, all of which proceed with high conversion rates. This comprehensive re-engineering of the synthetic pathway ensures that the content and yield of the ideal product are maximized, making it exceptionally suitable for suitability for industrialized production on a multi-ton scale.
Mechanistic Insights into the Darzens-Aldol Cascade Synthesis
The core of this technological advancement lies in the precise execution of the Darzens condensation, where a base such as sodium ethylate or sodium methylate deprotonates the alpha-carbon of ethyl chloroacetate to form a reactive enolate. This nucleophile then attacks the carbonyl carbon of the para-substituted benzaldehyde, initiating a cyclization that forms the strained three-membered oxirane ring of the epoxy ester intermediate. The control of temperature during this exothermic step, maintained strictly between 10°C and 35°C, is paramount to preventing side reactions and ensuring the stereochemical integrity of the intermediate. Following this, the hydrolysis step utilizes aqueous sodium hydroxide to open the epoxide ring, followed by acid-catalyzed decarboxylation with dilute sulfuric acid to release carbon dioxide and generate the crucial phenylacetaldehyde building block. This sequence effectively converts a stable ester into a reactive aldehyde functionality ready for carbon-carbon bond formation, demonstrating a masterful manipulation of functional group interconversions.
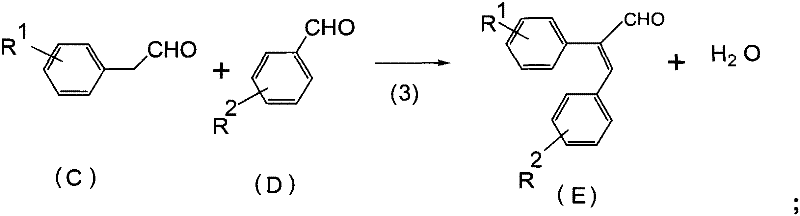
The subsequent aldol condensation between the newly formed phenylacetaldehyde and an ortho-substituted benzaldehyde represents the second critical C-C bond forming event in this synthesis. Conducted in the presence of solid alkali catalysts like potassium hydroxide or sodium hydroxide in alcoholic solvents, this step links the two aromatic systems via an unsaturated bridge, creating the acrolein derivative backbone. The final reduction step employs Lithium Aluminium Hydride (LiAlH4) to selectively reduce the aldehyde group to a methyl group without affecting the olefinic double bond or the halogen substituents on the aromatic rings. This chemoselectivity is vital for maintaining the structural fidelity required for the biological activity of the final fungicide. The entire cascade is designed to minimize impurity formation, with each step yielding products with content levels exceeding 90%, thereby simplifying the purification workload for downstream processing teams.
How to Synthesize 2-(4-Fluorophenyl)-3-(2-Chlorophenyl)-Propylene Efficiently
The practical implementation of this synthesis requires careful attention to stoichiometry and thermal management, particularly during the initial Darzens reaction and the final reduction phases. Operators must dissolve the basic catalyst in an organic solvent such as ethanol or methanol before slowly dripping the mixture of aldehyde and chloroacetate to manage the exotherm effectively. The detailed standardized synthesis steps, including specific molar ratios and workup procedures like layering and suction filtration, are critical for reproducing the high yields reported in the patent examples. For a complete breakdown of the operational parameters, please refer to the structured guide below which outlines the exact procedural workflow.
- Perform Darzens reaction between para-substituted benzaldehyde and ethyl chloroacetate using a basic catalyst like sodium ethylate.
- Hydrolyze the resulting epoxy ester with sodium hydroxide and perform decarboxylation with dilute sulfuric acid to obtain phenylacetaldehyde.
- Conduct aldol condensation between the phenylacetaldehyde and ortho-substituted benzaldehyde in the presence of alkali to form the acrolein derivative.
- Reduce the acrolein derivative using Lithium Aluminium Hydride (LiAlH4) to yield the final epoxiconazole intermediate propylene.
Commercial Advantages for Procurement and Supply Chain Teams
From a procurement and supply chain perspective, the adoption of this patented methodology offers transformative advantages by fundamentally altering the cost structure of agrochemical intermediate manufacturing. The most significant economic driver is the complete elimination of Triphenylphosphine, a reagent known for its volatility in pricing and high unit cost, which directly translates to a drastic reduction in direct material expenses. Furthermore, the removal of phosphorus-based waste streams simplifies the environmental compliance landscape, potentially lowering the operational expenditures associated with wastewater treatment and hazardous waste disposal. The use of commodity chemicals like ethyl chloroacetate and various benzaldehydes ensures a stable and reliable supply chain, as these materials are produced globally in massive volumes, mitigating the risk of raw material shortages that often plague specialty reagent markets. This stability allows for more accurate long-term budgeting and contract negotiations with end-users in the agrochemical sector.
- Cost Reduction in Manufacturing: The substitution of expensive phosphine reagents with inexpensive esters and aldehydes creates a profound downward pressure on the variable cost of goods sold. By utilizing a catalytic base system rather than stoichiometric amounts of precious organometallics, the process achieves a leaner material profile that enhances overall margin potential. The high yields reported in the patent examples mean that less raw material is wasted per kilogram of finished product, further amplifying the cost efficiency. Additionally, the moderate reaction temperatures reduce the energy load required for heating and cooling, contributing to lower utility costs over the lifecycle of the production campaign.
- Enhanced Supply Chain Reliability: Sourcing strategies are significantly de-risked by relying on bulk commodity chemicals that are available from multiple global suppliers, ensuring continuity of supply even during market disruptions. The simplified reaction scheme reduces the number of distinct raw materials required, streamlining inventory management and reducing the complexity of the procurement portfolio. This robustness is essential for maintaining consistent delivery schedules to downstream API manufacturers who depend on just-in-time inventory models. The ability to source inputs locally in many regions also reduces logistics lead times and transportation costs, adding another layer of supply chain resilience.
- Scalability and Environmental Compliance: The process is inherently scalable due to its reliance on standard unit operations such as stirring, heating, and filtration, which are easily replicated in large-scale reactors without requiring specialized equipment. The reduction in hazardous waste generation aligns with increasingly stringent global environmental regulations, future-proofing the manufacturing site against tighter emission standards. This environmental compatibility facilitates faster regulatory approvals and permits for capacity expansion, allowing manufacturers to respond quickly to surges in market demand. The clean reaction profile also minimizes the need for complex purification steps, accelerating the overall production cycle time.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis route, derived directly from the patent specifications and comparative analysis. These insights are intended to clarify the operational benefits and chemical rationale behind the shift away from traditional phosphine-based methods. Understanding these details is crucial for technical teams evaluating the feasibility of technology transfer or licensing agreements.
Q: How does this new method improve upon the traditional Triphenylphosphine route?
A: The traditional method relies on expensive Triphenylphosphine and generates significant phosphorus-containing waste, whereas the new Darzens-based route utilizes common aldehydes and esters, drastically reducing raw material costs and environmental burden.
Q: What are the critical reaction conditions for the Darzens step?
A: The Darzens reaction requires mild temperatures between 10°C and 35°C using basic catalysts such as sodium methylate or sodium ethylate in alcoholic solvents, ensuring high selectivity and safety.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the process features simple operations, moderate reaction conditions, and high yields across all four steps, making it highly scalable for commercial manufacturing of agrochemical intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Epoxiconazole Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting advanced synthetic routes like the one described in CN102304014A to maintain competitiveness in the global agrochemical market. As a premier CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory bench to industrial plant is seamless and efficient. Our commitment to quality is unwavering, with stringent purity specifications enforced through our rigorous QC labs to guarantee that every batch of epoxiconazole intermediate meets the exacting standards required for final fungicide formulation. We understand that consistency is key in the supply of agricultural inputs, and our state-of-the-art facilities are designed to deliver that reliability year after year.
We invite potential partners to engage with our technical procurement team to discuss how this optimized synthesis route can be tailored to your specific volume requirements and cost targets. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic benefits of switching to this Darzens-based methodology for your supply chain. We encourage you to contact us today to obtain specific COA data and route feasibility assessments that will demonstrate our capability to be your trusted long-term supplier for high-value agrochemical intermediates.