Revolutionizing Tyrosol Production: A Deep Dive into Multi-Enzyme Cascade Technology for Commercial Scale-Up
Revolutionizing Tyrosol Production: A Deep Dive into Multi-Enzyme Cascade Technology for Commercial Scale-Up
The global demand for high-purity tyrosol, a potent natural phenolic compound with significant antioxidant and anti-inflammatory properties, has surged across the pharmaceutical and nutraceutical sectors. Traditional supply chains have long struggled with the limitations of plant extraction and harsh chemical synthesis, prompting a critical shift towards sustainable biomanufacturing. Patent CN113025546A introduces a groundbreaking method for producing tyrosol through the multi-enzyme cascade conversion of L-tyrosine, representing a paradigm shift in how fine chemical intermediates are manufactured. This technology leverages a sophisticated recombinant Escherichia coli system that co-expresses four distinct enzymes to achieve a molar yield of 95.5% and a titer of 21.84 g/L. By integrating a robust cofactor regeneration system and optimizing gene expression modules, this invention not only solves the historical bottleneck of low conversion efficiency but also establishes a new benchmark for cost-effective and environmentally friendly industrial production.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of tyrosol has relied heavily on two primary pathways: extraction from natural sources like olive oil or Rhodiola rosea, and chemical synthesis from precursors such as phenol or p-hydroxyphenylacetic acid. The extraction route is fundamentally constrained by the extremely low natural abundance of tyrosol, often ranging from merely 40 to 180 mg/kg in virgin olive oil, making it economically unviable for large-scale applications. On the other hand, chemical synthesis, while capable of higher volumes, suffers from severe drawbacks including the use of toxic organic solvents, harsh reaction conditions requiring high temperatures and pressures, and complex downstream purification processes to remove heavy metal catalysts and by-products. These factors contribute to a high environmental footprint and elevated production costs, creating significant supply chain vulnerabilities for procurement managers seeking reliable sources of pharmaceutical grade intermediates.
The Novel Approach
In stark contrast, the biocatalytic method disclosed in the patent utilizes a whole-cell catalyst system that operates under mild, aqueous conditions, effectively bypassing the need for hazardous reagents. The core innovation lies in the construction of a recombinant E. coli strain that expresses a balanced pathway of L-amino acid deaminase (PmLAAD), pyruvate decarboxylase (CtPDC), alcohol dehydrogenase (ScADH6), and glucose dehydrogenase (BmGDH). This multi-enzyme cascade converts low-cost, renewable L-tyrosine directly into tyrosol with exceptional specificity. Furthermore, the inclusion of a glucose-driven cofactor regeneration system ensures that the expensive NADPH required for the reduction step is continuously recycled in situ. This approach not only drastically simplifies the reaction workflow but also aligns perfectly with modern green chemistry principles, offering a scalable solution that reduces both substrate costs and waste disposal burdens.
Mechanistic Insights into Multi-Enzyme Cascade Biocatalysis
The biochemical elegance of this process is rooted in the precise orchestration of four enzymatic reactions within a single microbial host. The pathway initiates with the deamination of L-tyrosine by PmLAAD to form p-hydroxyphenylpyruvate, followed by decarboxylation via CtPDC to generate p-hydroxyphenylacetaldehyde. The final reduction step, catalyzed by ScADH6, converts this aldehyde intermediate into the target alcohol, tyrosol. A critical challenge in such cascades is often the accumulation of toxic intermediates, particularly aldehydes, which can inhibit cell growth and reduce overall yield. The patent addresses this by employing a modular assembly strategy where the CtPDC gene is duplicated within the pETDuet-1 plasmid. This genetic modification boosts the local concentration of the decarboxylase enzyme, ensuring that the flux through the pathway remains balanced and preventing the bottleneck that typically plagues multi-step biotransformations.
Supporting this enzymatic machinery is a highly efficient cofactor regeneration loop mediated by Bacillus megaterium glucose dehydrogenase (BmGDH). In traditional biocatalysis, the stoichiometric requirement for NADPH would render the process prohibitively expensive. However, this system couples the oxidation of glucose to the reduction of NADP+, maintaining a stable pool of reduced cofactor throughout the reaction duration. The optimization of reaction parameters, specifically maintaining a pH of 7.5 and a temperature of 25°C, further enhances the stability and activity of the whole-cell catalyst. This mechanistic robustness allows the system to sustain high conversion rates over extended periods, achieving a remarkable 95.5% conversion of 25 g/L L-tyrosine substrate without the need for external addition of purified enzymes or costly cofactors.
How to Synthesize Tyrosol Efficiently
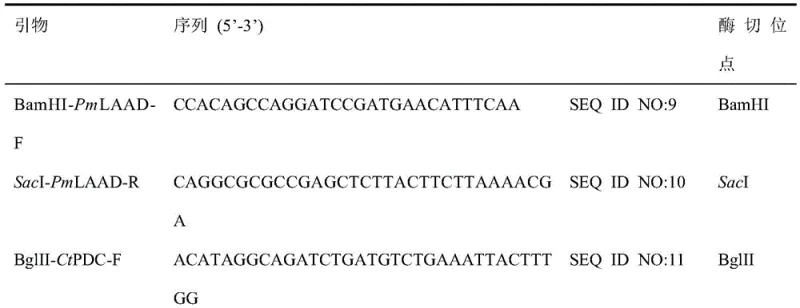
The synthesis of tyrosol via this patented method involves a streamlined fermentation and biotransformation protocol designed for industrial reproducibility. The process begins with the cultivation of the engineered E. coli BL21(DE3) strain in TB medium, followed by induction with IPTG to trigger the overexpression of the four target enzymes. Once the biomass reaches the optimal density, the cells are harvested and resuspended in a phosphate buffer containing the substrate L-tyrosine and glucose. The detailed standardized synthesis steps, including specific plasmid construction details, primer sequences, and precise fermentation parameters, are outlined in the technical guide below.
- Construct recombinant E. coli strains co-expressing L-amino acid deaminase, pyruvate decarboxylase, alcohol dehydrogenase, and glucose dehydrogenase using dual plasmid systems.
- Optimize enzyme balance by duplicating the pyruvate decarboxylase (CtPDC) gene to prevent intermediate accumulation and enhance flux.
- Perform whole-cell biotransformation at pH 7.5 and 25°C with glucose supplementation for NADPH regeneration to achieve high molar yields.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the transition to this enzymatic production method offers compelling strategic advantages that extend beyond simple unit cost metrics. The shift from petrochemical-derived precursors to renewable L-tyrosine decouples the supply chain from volatile fossil fuel markets, providing greater long-term price stability. Moreover, the elimination of organic solvents and heavy metal catalysts significantly reduces the complexity and cost of downstream processing, as there is no need for extensive solvent recovery systems or rigorous heavy metal clearance testing typically required for API intermediates. This simplification of the manufacturing workflow translates directly into faster batch release times and reduced operational overhead.
- Cost Reduction in Manufacturing: The implementation of the in-situ cofactor regeneration system eliminates the need for purchasing stoichiometric amounts of expensive NADPH, which is traditionally one of the most significant cost drivers in redox biocatalysis. By recycling the cofactor using cheap glucose, the variable cost per kilogram of product is substantially lowered. Additionally, the high conversion efficiency minimizes raw material waste, ensuring that the majority of the input substrate is converted into saleable product rather than lost as by-products or unreacted starting material.
- Enhanced Supply Chain Reliability: Fermentation-based production is inherently more scalable than plant extraction, which is subject to seasonal variations and agricultural risks. The use of E. coli as a host organism allows for rapid scale-up from laboratory flasks to industrial fermenters, ensuring consistent supply continuity regardless of external environmental factors. The robustness of the whole-cell catalyst also means that the process is less sensitive to minor fluctuations in operating conditions, leading to more predictable production schedules and reliable delivery timelines for downstream customers.
- Scalability and Environmental Compliance: The aqueous nature of the reaction system aligns perfectly with increasingly stringent global environmental regulations regarding volatile organic compound (VOC) emissions. By avoiding chlorinated solvents and toxic reagents, manufacturers can significantly reduce their environmental compliance burden and waste treatment costs. The process generates primarily benign by-products such as gluconic acid and ammonia, which are easier to treat than the complex chemical waste streams associated with traditional synthesis, facilitating smoother regulatory approvals and a stronger sustainability profile for the final product.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this multi-enzyme cascade technology. These insights are derived directly from the experimental data and optimization studies presented in the patent documentation, providing a clear understanding of the process capabilities and limitations for potential adopters.
Q: What are the key advantages of this enzymatic method over chemical synthesis?
A: Unlike chemical synthesis which often requires harsh conditions and organic solvents, this multi-enzyme cascade operates under mild aqueous conditions (pH 7.5, 25°C), significantly reducing environmental impact and purification costs while utilizing renewable L-tyrosine substrates.
Q: How does the process address the issue of intermediate accumulation?
A: The patent describes a specific engineering solution where the pyruvate decarboxylase (CtPDC) gene is duplicated within the expression vector. This modular assembly balances the enzyme activity ratios, preventing the buildup of p-hydroxyphenylacetaldehyde and driving the reaction efficiently toward the final tyrosol product.
Q: Is the cofactor cost managed in this production method?
A: Yes, the system incorporates a glucose dehydrogenase (BmGDH) mediated cofactor regeneration cycle. This continuously converts NADP+ back to NADPH using glucose as a sacrificial donor, eliminating the need for stoichiometric amounts of expensive cofactors and drastically lowering operational expenses.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Tyrosol Supplier
As the pharmaceutical and fine chemical industries continue to pivot towards greener and more efficient manufacturing technologies, the ability to translate complex biocatalytic patents into commercial reality becomes a key differentiator. NINGBO INNO PHARMCHEM stands at the forefront of this transformation, leveraging our extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our state-of-the-art facilities are equipped to handle the specific fermentation and downstream processing requirements of enzymatic routes, ensuring that the high purity specifications and rigorous QC labs standards demanded by global regulators are consistently met. We understand that moving from a lab-scale proof of concept to a validated commercial process requires deep technical expertise and a commitment to quality.
We invite R&D directors and procurement leaders to collaborate with us to evaluate the feasibility of integrating this advanced tyrosol production method into your supply chain. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating exactly how this technology can optimize your COGS. Please contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us help you secure a sustainable, high-quality supply of this critical intermediate.