Advanced Iridium-Catalyzed Solvent-Free Synthesis of Tertiary Amines for Commercial Scale-Up
Advanced Iridium-Catalyzed Solvent-Free Synthesis of Tertiary Amines for Commercial Scale-Up
The landscape of fine chemical manufacturing is undergoing a significant transformation driven by the urgent need for sustainable, atom-economical processes that reduce environmental footprints while maintaining high purity standards. Patent CN109206319B introduces a groundbreaking methodology for the synthesis of tertiary amines, a critical structural motif ubiquitous in pharmaceuticals, agrochemicals, and functional materials. This technology leverages a robust iridium-based catalytic system to facilitate the direct alkylation of primary amines, secondary amines, and even nitro derivatives using alcohols as the alkylating source. Unlike traditional methods that rely on stoichiometric amounts of toxic bases and volatile organic solvents, this novel approach operates under solvent-free and base-free conditions, representing a paradigm shift towards greener industrial chemistry. For R&D directors and supply chain managers, this patent offers a tangible pathway to streamline production workflows, minimize waste disposal costs, and enhance the overall safety profile of amine manufacturing facilities.
The core innovation lies in the exceptional versatility of the catalytic cycle, which accommodates a broad spectrum of substrates including aromatic and aliphatic amines as well as various alcohols. The process effectively bypasses the limitations of conventional nucleophilic substitution reactions, which often suffer from poor selectivity and the generation of hazardous halide waste. By utilizing the borrowing hydrogen strategy, the reaction achieves high atom economy, where the only byproduct is water. This technical advancement is not merely an academic curiosity but a commercially viable solution that addresses the pressing demands for cost reduction in pharmaceutical intermediates manufacturing. As we delve deeper into the mechanistic details and operational parameters, it becomes evident that this technology provides a reliable tertiary amine supplier with the tools necessary to meet stringent global regulatory standards while optimizing production efficiency.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of tertiary amines has been dominated by nucleophilic substitution reactions involving alkyl halides and amines in the presence of strong inorganic bases. While effective in laboratory settings, these conventional methods present severe drawbacks when scaled to commercial production levels. The requirement for stoichiometric amounts of bases such as sodium hydride or potassium carbonate generates substantial quantities of inorganic salt waste, complicating downstream purification and increasing the burden on wastewater treatment facilities. Furthermore, the use of alkyl halides introduces toxicity concerns and handling hazards, necessitating specialized equipment and rigorous safety protocols that drive up capital expenditure. The reliance on volatile organic solvents like dichloromethane or tetrahydrofuran further exacerbates environmental issues, contributing to high VOC emissions and requiring energy-intensive recovery systems. These factors collectively result in a process with low atom economy and high operational costs, making it increasingly unsustainable in the context of modern green chemistry initiatives.
The Novel Approach
In stark contrast, the methodology described in CN109206319B utilizes a transition-metal catalyzed borrowing hydrogen mechanism that fundamentally alters the reaction landscape. By employing alcohols as benign alkylating agents, the process eliminates the generation of halide waste and reduces the need for external bases. The reaction proceeds through a dehydrogenation-hydrogenation cycle where the alcohol is temporarily oxidized to an aldehyde or ketone, which then condenses with the amine to form an imine intermediate before being reduced back to the amine. This elegant cascade is facilitated by a highly active iridium catalyst, specifically [Cp*IrCl2]2, which demonstrates remarkable stability and turnover numbers under the specified conditions. The ability to run the reaction under solvent-free conditions not only simplifies the reactor setup but also significantly increases the space-time yield, allowing for smaller reactor volumes to produce the same amount of product. This approach exemplifies how advanced catalysis can drive cost reduction in pharmaceutical intermediates manufacturing by integrating multiple synthetic steps into a single, efficient operation.
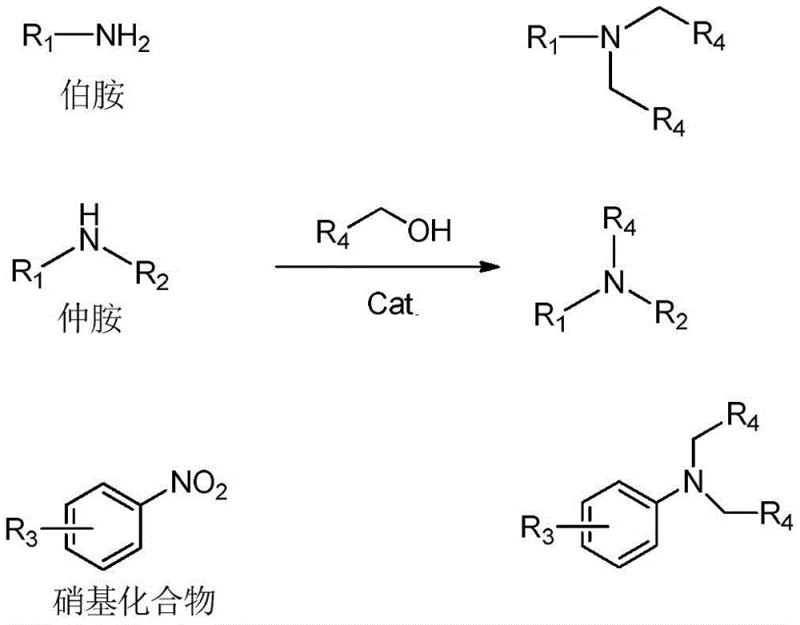
The versatility of this novel approach is further highlighted by its compatibility with nitro compounds, which can be directly converted to tertiary amines in a one-pot tandem reduction-alkylation sequence. This capability is particularly valuable for the synthesis of complex aniline derivatives where traditional reduction followed by alkylation would require isolation of sensitive intermediates. The broad substrate scope extends to both aromatic and aliphatic systems, enabling the construction of diverse molecular architectures essential for drug discovery and material science applications. By removing the constraints imposed by traditional reagents, this technology empowers chemists to design more efficient synthetic routes that are both economically and environmentally superior.
Mechanistic Insights into Iridium-Catalyzed Borrowing Hydrogen Alkylation
The success of this synthesis method hinges on the sophisticated mechanistic pathway orchestrated by the pentamethylcyclopentadienyl iridium catalyst. The cycle initiates with the dehydrogenation of the alcohol substrate, a step that is typically rate-limiting in borrowing hydrogen reactions. The iridium center facilitates the removal of two hydrogen atoms from the alcohol, generating the corresponding carbonyl compound and a metal-hydride species. This carbonyl intermediate then undergoes a condensation reaction with the amine nucleophile to form an imine or enamine, releasing a molecule of water. The subsequent reduction of this unsaturated intermediate by the metal-hydride species regenerates the active catalyst and delivers the final alkylated amine product. This closed-loop mechanism ensures that no external reducing agents are required, as the hydrogen removed from the alcohol is essentially recycled to reduce the imine. Understanding this cycle is crucial for R&D teams aiming to optimize reaction parameters such as temperature and catalyst loading to maximize throughput and minimize side reactions.
Impurity control is another critical aspect where this catalytic system excels. Traditional alkylation methods often suffer from over-alkylation or the formation of quaternary ammonium salts due to the high reactivity of alkyl halides. In the iridium-catalyzed system, the reactivity is modulated by the catalyst's ability to selectively activate the alcohol, thereby providing better control over the degree of alkylation. The mild reaction conditions, typically ranging from 130°C to 150°C, prevent thermal degradation of sensitive functional groups, ensuring high product purity. Furthermore, the absence of strong bases minimizes the risk of elimination reactions or other base-catalyzed side processes that could compromise the quality of the high-purity tertiary amines. The purification process is streamlined, often requiring only simple column chromatography on silica gel or alumina, which is a significant advantage for commercial scale-up of complex amine derivatives where extensive workup procedures can be a bottleneck.
How to Synthesize Tertiary Amines Efficiently
Implementing this synthesis route in a laboratory or pilot plant setting requires careful attention to the specific operational parameters outlined in the patent to ensure reproducibility and safety. The procedure is designed to be straightforward, minimizing the need for complex equipment while maximizing yield and purity. The key to success lies in maintaining an inert atmosphere to protect the catalyst from oxidation and ensuring precise temperature control to drive the equilibrium towards the desired product. Detailed below is the standardized protocol derived from the patent examples, which serves as a foundational guide for process chemists looking to adopt this technology.
- Load the [Cp*IrCl2]2 catalyst into a dry Schlenk tube and purge with argon to ensure an inert atmosphere.
- Add the amine (primary or secondary) or nitro compound and the alcohol reactant directly to the tube without additional solvents.
- Heat the mixture to 130-150°C for 24 hours, then purify the crude residue using silica gel or alumina column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this iridium-catalyzed solvent-free process translates into tangible strategic advantages that extend beyond mere technical performance. The elimination of toxic solvents and stoichiometric bases drastically simplifies the supply chain logistics, reducing the number of raw materials that need to be sourced, stored, and managed. This simplification leads to a significant reduction in inventory holding costs and mitigates the risks associated with the handling of hazardous chemicals. Moreover, the high atom economy of the reaction means that less raw material is wasted, directly contributing to a lower cost of goods sold (COGS). The robust nature of the catalyst allows for consistent batch-to-batch quality, which is essential for maintaining long-term contracts with pharmaceutical clients who demand rigorous quality assurance. By integrating this technology, companies can position themselves as leaders in sustainable manufacturing, appealing to a growing market segment that prioritizes environmental responsibility.
- Cost Reduction in Manufacturing: The economic benefits of this process are multifaceted, starting with the drastic reduction in solvent consumption. Since the reaction proceeds under solvent-free conditions, the costs associated with purchasing, recovering, and disposing of large volumes of organic solvents are virtually eliminated. Additionally, the absence of stoichiometric bases removes the expense of these reagents and the subsequent cost of neutralizing and treating the resulting salt waste. The high yields reported in the patent examples, such as the 90% isolation yield for tribenzylamine, indicate that raw material utilization is highly efficient, further driving down production costs. These factors combine to create a leaner, more cost-effective manufacturing process that enhances profit margins without compromising on product quality.
- Enhanced Supply Chain Reliability: The simplicity of the reaction setup and the use of stable, commercially available starting materials like alcohols and amines contribute to a more resilient supply chain. Alcohols are generally less regulated and easier to transport than alkyl halides or strong bases, reducing the administrative burden and potential delays in procurement. The robustness of the catalytic system means that the process is less sensitive to minor fluctuations in reaction conditions, leading to higher reliability in production scheduling. This stability is crucial for meeting tight delivery deadlines and maintaining continuous supply to downstream customers, thereby strengthening business relationships and market reputation.
- Scalability and Environmental Compliance: Scaling this process from the bench to the plant is facilitated by the absence of exothermic hazards often associated with base-mediated alkylations. The solvent-free nature of the reaction improves heat transfer efficiency and allows for higher concentration processing, which increases reactor throughput. From an environmental compliance perspective, the reduction in waste generation and VOC emissions aligns perfectly with increasingly stringent global regulations. This proactive approach to environmental stewardship not only avoids potential fines but also enhances the corporate image, making the company a preferred partner for eco-conscious clients in the pharmaceutical and agrochemical sectors.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this tertiary amine synthesis technology. These answers are derived directly from the experimental data and technical specifications provided in the patent documentation, ensuring accuracy and relevance for potential partners and stakeholders. Understanding these details is essential for evaluating the feasibility of integrating this method into existing production lines.
Q: What are the advantages of using alcohols over alkyl halides for tertiary amine synthesis?
A: Using alcohols as alkylating agents generates water as the only byproduct, significantly improving atom economy compared to alkyl halides which produce stoichiometric salt waste. This method eliminates the need for toxic bases and harsh solvents, aligning with green chemistry principles.
Q: Can this catalytic system tolerate nitro groups during the reduction-amination process?
A: Yes, the patent demonstrates that nitro compounds can be directly converted to tertiary amines via a tandem reduction-alkylation sequence using the same iridium catalyst system under hydrogen atmosphere, simplifying the synthetic route.
Q: Is the catalyst loading economically viable for large-scale production?
A: The process utilizes low catalyst loadings (molar ratio of 5x10^-3 to 1.5x10^-2 relative to substrate), which, combined with the elimination of solvent costs and simplified workup procedures, offers a compelling economic profile for industrial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Tertiary Amine Supplier
The technological breakthroughs detailed in CN109206319B represent a significant leap forward in the field of amine synthesis, offering a sustainable and efficient alternative to legacy methods. At NINGBO INNO PHARMCHEM, we possess the extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this patent can be fully realized in an industrial setting. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of tertiary amine delivered meets the highest international standards. We understand the critical importance of consistency and reliability in the supply of pharmaceutical intermediates, and our team is dedicated to providing solutions that optimize both performance and cost.
We invite you to explore the potential of this advanced catalytic technology for your specific application needs. Whether you are looking to optimize an existing route or develop a new process for a complex target molecule, our technical procurement team is ready to assist. We encourage you to request a Customized Cost-Saving Analysis to quantify the economic benefits of switching to this solvent-free methodology. By collaborating with us, you gain access to specific COA data and route feasibility assessments that will empower you to make informed decisions for your supply chain strategy. Let us help you navigate the complexities of modern chemical manufacturing with confidence and precision.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →