Revolutionizing CHDM Production: An Integrated Terephthalic Acid Hydrogenation Strategy for Commercial Scale
Introduction to Integrated CHDM Manufacturing Technology
The chemical industry is constantly seeking more efficient pathways for producing high-value polyol intermediates, and the integrated process described in patent CN103687832A represents a significant technological leap in the synthesis of 1,4-cyclohexanedimethanol (CHDM). Unlike conventional methods that rely on dimethyl terephthalate (DMT) and suffer from solidification issues and complex methanol recovery, this novel approach utilizes terephthalic acid (TPA) directly esterified with (4-methylcyclohexyl)methanol (MCHM). The core innovation lies in the closed-loop recycling system where MCHM, traditionally viewed as a waste byproduct of CHDM hydrogenation, is captured and reused as the primary alcohol reactant. This strategic integration not only streamlines the reaction pathway but also fundamentally alters the economic model of CHDM production by minimizing external raw material dependency. For R&D directors and process engineers, understanding this mechanism is crucial for evaluating next-generation manufacturing capabilities that prioritize atom economy and operational simplicity.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional manufacturing routes for 1,4-cyclohexanedimethanol typically commence with dimethyl terephthalate (DMT), a derivative that introduces significant engineering challenges and cost inefficiencies into the supply chain. The esterification of terephthalic acid with methanol to produce DMT requires high-pressure and high-temperature conditions that demand expensive, specialized reactor equipment capable of withstanding severe operating environments. Furthermore, DMT has a tendency to solidify in the reflux regions of the process equipment, leading to frequent plugging incidents that reduce heat exchange efficiency and necessitate costly shutdowns for maintenance. To mitigate this, operators often introduce auxiliary solvents like xylene, which subsequently imposes additional purification burdens to separate these solvents from the final product. Moreover, the hydrogenation of DMT releases methanol, which must be rigorously purified and separated from the product mixture to prevent catalyst poisoning in downstream steps, adding further complexity and energy consumption to the overall workflow.
The Novel Approach
In stark contrast, the integrated process disclosed in the patent data circumvents these historical bottlenecks by employing (4-methylcyclohexyl)methanol (MCHM) as the esterifying agent instead of methanol. This substitution is transformative because MCHM is not an external consumable but is generated in situ as a stoichiometric byproduct during the subsequent hydrogenation of the diester intermediate. By recycling this MCHM back to the initial esterification stage, the process creates a self-sustaining loop that drastically reduces the need for fresh alcohol feedstocks after the initial plant startup. Additionally, the esterification of TPA with MCHM can be conducted without exogenous catalysts due to the unexpectedly high solubility of TPA in MCHM at elevated temperatures, thereby eliminating the need for catalyst removal steps that often contaminate the product stream. This streamlined approach results in a cleaner reaction profile, reduced equipment corrosion, and a significant simplification of the purification train required to isolate high-purity CHDM.
Mechanistic Insights into TPA Esterification and Two-Stage Hydrogenation
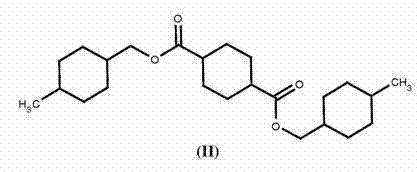
The chemical foundation of this process rests on a sophisticated sequence of esterification followed by a dual-stage hydrogenation strategy, each optimized for maximum conversion and selectivity. The initial step involves contacting terephthalic acid with MCHM at temperatures ranging from 200°C to 300°C under superatmospheric pressure, typically between 1.4 bar gauge and 50 bar gauge. During this phase, water is continuously removed via distillation or azeotropic separation to drive the equilibrium toward the formation of bis(4-methylcyclohexyl)methyl terephthalate. The absence of an external esterification catalyst is a critical feature, as it prevents the introduction of metal residues that could deactivate the sensitive hydrogenation catalysts in later stages. The resulting esterification product mixture, containing the diester and unreacted MCHM, is then subjected to the first hydrogenation zone.
In the first hydrogenation region, the aromatic rings of the terephthalate diester are selectively reduced to cyclohexane rings using a catalyst effective for aromatic hydrogenation, such as palladium supported on alumina. This step operates at temperatures between 150°C and 350°C and pressures from 50 to 400 bar gauge, converting the aromatic diester into cyclohexane-1,4-dicarboxylic acid bis(4-methylcyclohexyl)methyl ester. The effluent from this stage is then transferred to a second hydrogenation zone where the ester groups are reduced to primary alcohols. This second stage utilizes ester hydrogenation catalysts, such as copper chromite or promoted copper-zinc oxides, operating at similar high-pressure conditions. Crucially, this hydrogenolysis step cleaves the ester bonds to release the target 1,4-cyclohexanedimethanol and simultaneously regenerates two moles of MCHM for every mole of CHDM produced, closing the material balance loop.
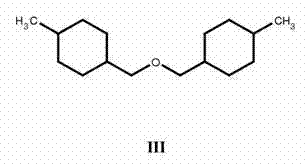
Impurity control is meticulously managed through the specific selection of catalysts and the physical properties of the reaction mixture. A notable byproduct, 4,4'-oxybis(methylene)bis(methylcyclohexane) or MCHM-diether, is formed through the condensation of MCHM molecules. While this ether is relatively inert to the reduction conditions, the process leverages its physical properties for separation. Following the hydrogenation and the distillation of excess MCHM, the remaining bottoms product undergoes a spontaneous phase separation upon cooling. The lower layer becomes highly enriched with CHDM, while the upper layer concentrates the MCHM-diether and other hydrophobic impurities. This phenomenon allows for the mechanical removal of the bulk of organic impurities prior to the final distillation, ensuring that the final CHDM product meets stringent purity specifications required for high-performance polyester applications without requiring excessive energy input for fractional distillation.
How to Synthesize 1,4-Cyclohexanedimethanol Efficiently
Implementing this integrated synthesis route requires precise control over reaction parameters to ensure the stability of the catalytic systems and the efficiency of the recycling loops. The process begins with the preparation of the diester feedstock, where maintaining the correct molar ratio of alcohol to acid is vital for driving the reaction to completion while minimizing the load on the recovery columns. Operators must carefully manage the water removal rate to prevent hydrolysis of the formed ester while ensuring the reaction kinetics remain favorable. Once the diester is formed, the transition to the high-pressure hydrogenation units demands rigorous safety protocols and thermal management to handle the exothermic nature of the hydrogen addition reactions. The separation of the crude product mixture relies heavily on the distinct boiling points of the components and the unique phase behavior of the CHDM-MCHM-diether system, which serves as a natural purification barrier.
- Esterify terephthalic acid with (4-methylcyclohexyl)methanol at 200-300°C under superatmospheric pressure to form the diester.
- Hydrogenate the aromatic ring of the diester using a Group VIII metal catalyst to produce the cyclohexane dicarboxylate intermediate.
- Hydrogenate the ester groups using a copper-based catalyst, separate phases, and recycle the MCHM byproduct back to the esterification step.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this integrated TPA-to-CHDM process offers compelling strategic advantages that extend beyond simple yield improvements. The most significant benefit is the drastic reduction in raw material volatility risk, as the process effectively decouples the production of CHDM from the fluctuating market prices of external alcohol feedstocks. Since the MCHM required for esterification is generated internally as a byproduct of the main reaction, the facility operates with a near-closed loop for this critical reagent, insulating the manufacturing cost structure from external supply shocks. This self-sufficiency translates directly into more predictable budgeting and long-term cost stability, allowing for more competitive pricing strategies in the downstream polymer market. Furthermore, the elimination of complex solvent systems and the reduction in distillation stages lower the overall utility consumption, contributing to a leaner operational expenditure profile.
- Cost Reduction in Manufacturing: The economic model of this process is fundamentally superior because it eliminates the recurring procurement cost of the alcohol reactant after the initial inventory charge. By recycling the MCHM byproduct, the facility avoids the logistics and handling costs associated with importing large volumes of external alcohols. Additionally, the ability to perform esterification without exogenous catalysts removes the expense of catalyst purchase and the downstream costs associated with catalyst residue removal and disposal. The simplified purification train, which utilizes phase separation to remove bulk impurities, significantly reduces the energy load on distillation columns, leading to lower steam and electricity consumption per kilogram of finished product.
- Enhanced Supply Chain Reliability: Relying on terephthalic acid as the sole major external feedstock enhances supply chain resilience, as TPA is a globally commoditized chemical with robust and diversified production sources. This contrasts sharply with DMT-based routes that may depend on more specialized intermediates. The continuous nature of the described process, utilizing fixed-bed reactors, supports high-throughput manufacturing that can reliably meet large-volume contractual obligations without the batch-to-batch variability inherent in older technologies. This consistency ensures that downstream customers receive a steady flow of material, reducing the need for them to hold excessive safety stock and strengthening the supplier-buyer relationship through dependable delivery performance.
- Scalability and Environmental Compliance: The process design is inherently scalable, utilizing standard high-pressure reactor configurations that are well-understood in the fine chemical industry, facilitating rapid capacity expansion from pilot to commercial scale. From an environmental perspective, the closed-loop recycling of MCHM minimizes waste generation, aligning with increasingly stringent global regulations on industrial effluent and volatile organic compound emissions. The reduction in solvent usage and the lower energy intensity of the purification steps contribute to a smaller carbon footprint for the manufactured CHDM, a critical factor for multinational corporations aiming to meet sustainability goals and reduce the Scope 3 emissions of their supply chains.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation and benefits of this integrated CHDM production technology. These insights are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for decision-making. Understanding these details is essential for stakeholders evaluating the feasibility of adopting this route for their own manufacturing networks or sourcing strategies.
Q: How does this process reduce raw material costs compared to traditional DMT routes?
A: By utilizing (4-methylcyclohexyl)methanol (MCHM), which is generated as a stoichiometric byproduct during the hydrogenation step, as the alcohol feedstock for the initial esterification. This internal recycling loop eliminates the need for continuous external procurement of alcohol reactants after the initial charge.
Q: What purification advantages does the phase separation method offer?
A: Following distillation to remove excess MCHM, the bottoms product spontaneously separates into two liquid phases. The lower layer is enriched with over 90% CHDM, while the upper layer contains the majority of the MCHM-diether impurities. This physical separation significantly simplifies the final distillation burden.
Q: Is the process suitable for continuous large-scale manufacturing?
A: Yes, the patent explicitly describes embodiments for continuous operation using fixed-bed trickle reactors for both hydrogenation stages. The process parameters, including LHSV and temperature gradients, are optimized for steady-state industrial production rather than just batch processing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 1,4-Cyclohexanedimethanol Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this integrated synthesis route for delivering high-performance polyol intermediates to the global market. As a premier CDMO partner, we possess the technical expertise and infrastructure to translate complex patented methodologies into robust, commercial-scale operations. Our facilities are equipped to handle diverse synthetic pathways, with extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with precision and consistency. We maintain stringent purity specifications through our rigorous QC labs, guaranteeing that every batch of 1,4-cyclohexanedimethanol meets the exacting standards required for advanced polyester, coating, and fiber applications.
We invite you to collaborate with us to optimize your supply chain and leverage these advanced manufacturing efficiencies. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. We encourage you to reach out to request specific COA data and route feasibility assessments to determine how our capabilities can support your long-term strategic goals. By partnering with us, you gain access to a reliable source of high-purity intermediates backed by deep process knowledge and a commitment to operational excellence.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →