Advanced Manufacturing of Thiazole Derivatives for Scalable Agrochemical Intermediate Production
The global demand for high-performance neonicotinoid insecticides has necessitated a rigorous re-evaluation of the synthetic pathways used to produce their critical thiazole-based intermediates. Patent CN1261420C introduces a transformative methodology that addresses the long-standing purity and stability issues associated with the manufacture of compounds such as 2-chloro-5-chloromethylthiazole, which serves as a foundational building block for major agrochemical active ingredients. This technical insight report analyzes the proprietary acidic purification technique disclosed in the patent, highlighting its potential to revolutionize the supply chain reliability for a reliable agrochemical intermediate supplier. By shifting away from thermally aggressive distillation processes towards a controlled aqueous acidic workup, manufacturers can achieve superior product quality while mitigating the risks of thermal decomposition that have historically plagued this sector. The implications of this technological shift extend beyond mere chemical efficiency, offering substantial strategic advantages for procurement teams seeking cost reduction in agrochemical intermediate manufacturing through streamlined processing and reduced waste generation.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the isolation of the key thiazole intermediate, often referred to as Formula (III) in technical literature, has been predominantly achieved through fractional distillation under reduced pressure, a method that introduces significant operational vulnerabilities and efficiency losses. The primary drawback of this conventional approach lies in the inherent thermal instability of the chlorinated thiazole ring, which tends to decompose when subjected to the prolonged heating required for effective rectification, leading to the formation of complex polymeric tars and unidentified degradation products. Furthermore, the reaction mixture typically contains structurally similar by-products, specifically 2,5,5-trichloro-5,6-dihydro-4H-[1,3]thiazine derivatives, which exhibit boiling point profiles that closely mimic the desired product, making separation via standard column distillation technically challenging and economically inefficient. These separation difficulties often result in substantial product losses, with yields frequently compromised by the need to discard fractions that contain unacceptable levels of these persistent impurities, thereby inflating the effective cost of goods sold. Additionally, the thermal stress imposed on the molecule during distillation can trigger secondary reactions that generate colored impurities, resulting in a final product that fails to meet the stringent visual specifications required for downstream coupling reactions in the synthesis of final active ingredients.
The Novel Approach
In stark contrast to the thermal aggression of distillation, the novel approach disclosed in the patent utilizes a sophisticated aqueous acidic purification strategy that leverages chemical selectivity rather than physical volatility to isolate the target compound. This method involves treating the crude reaction mixture, which contains the Formula (III) intermediate along with unreacted starting materials and by-products, with an acidic aqueous solution, preferably concentrated hydrochloric acid, under controlled temperature conditions. The brilliance of this technique lies in its ability to selectively convert the basic thiazole intermediate into its corresponding hydrochloride salt, which partitions preferentially into the aqueous phase, while leaving neutral organic impurities and non-basic by-products in the organic solvent layer. This phase separation effectively bypasses the need for high-temperature distillation, thereby preserving the thermal integrity of the sensitive thiazole ring and preventing the formation of decomposition products that typically arise from heat exposure. Moreover, the acidic environment actively promotes the hydrolysis of specific troublesome by-products, such as the aforementioned thiazine derivatives, converting them into water-soluble or easily separable species that do not contaminate the final isolated product, resulting in a significantly purer intermediate ready for subsequent synthetic steps.
Mechanistic Insights into Acidic Purification and Impurity Control
The mechanistic efficacy of this purification process is rooted in the precise manipulation of pH levels to exploit the differential chemical stability of the target molecule versus its impurities. The patent specifies that the aqueous phase must be maintained at a pH of less than 4, and preferably less than 2, to ensure complete protonation of the thiazole nitrogen atom, which is essential for its extraction into the aqueous layer as a stable salt. At this low pH, the problematic by-products, which often contain labile chloro-alkyl groups or cyclic structures susceptible to acid-catalyzed hydrolysis, are chemically degraded into non-interfering species that remain in the aqueous waste stream or are easily washed away. This chemical destruction of impurities is far superior to physical separation methods, as it permanently eliminates the risk of these contaminants carrying over into the final product or interfering with the subsequent coupling reaction with Formula (IV) compounds. The process also allows for the recovery of the pure intermediate by simply adjusting the pH of the aqueous extract back to neutral or basic conditions, causing the free base to precipitate or partition back into an organic solvent, ready for final isolation without the need for further thermal treatment.
Impurity control is further enhanced by the specific choice of solvents and reaction conditions that minimize the formation of side products during the initial halogenation step. The use of solvents such as chlorobenzene or dichloroethane, which are immiscible with water, facilitates a clean phase separation during the acidic wash, ensuring that the organic layer containing neutral impurities is completely removed before the product is recovered. The patent highlights that even trace amounts of water added during the reaction can assist in the hydrolysis of by-products in situ, reducing the burden on the downstream purification steps and improving the overall volumetric yield of the process. This level of control over the impurity profile is critical for R&D directors who require high-purity intermediates to ensure consistent performance in the final agrochemical formulation, as even minor impurities can affect the biological activity or stability of the end product. The robustness of this mechanism ensures that the process is reproducible on a commercial scale, providing a reliable foundation for manufacturing operations.
How to Synthesize 2-Chloro-5-chloromethylthiazole Efficiently
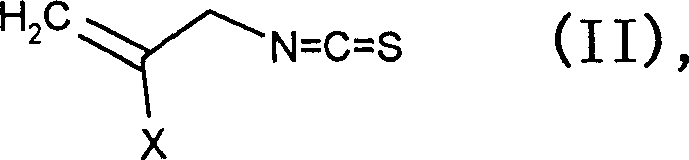
The synthesis of 2-chloro-5-chloromethylthiazole via this patented route involves a streamlined sequence that begins with the reaction of a Formula (II) precursor, such as 2-chloro-3-isocyanothio-1-propene, with a halogenating agent like sulfuryl chloride or chlorine gas. This initial chlorination step is conducted at moderate temperatures, typically between 45°C and 50°C, to ensure complete conversion while minimizing the risk of over-chlorination or thermal degradation of the sensitive isocyanide functionality. Following the reaction, the crude mixture is subjected to the critical acidic purification step, where the addition of aqueous hydrochloric acid facilitates the separation of the desired thiazole intermediate from the reaction matrix. The detailed standardized synthesis steps see the guide below, which outlines the precise stoichiometry, temperature controls, and workup procedures necessary to replicate the high yields and purity described in the patent data. Adhering to these parameters is essential for achieving the theoretical yields of over 70% and the high purity levels required for commercial viability.
- React Formula (II) compound with a halogenating agent such as sulfuryl chloride at 45-50°C to form the crude Formula (III) intermediate.
- Purify the reaction mixture by treating it with an acidic aqueous solution, preferably hydrochloric acid, maintaining a pH of less than 2 to hydrolyze impurities.
- Separate the organic phase, neutralize carefully, and isolate the final high-purity thiazole derivative via crystallization or distillation.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this acidic purification technology offers compelling advantages that directly address the pain points of cost volatility and supply discontinuity in the agrochemical sector. By eliminating the need for complex and energy-intensive fractional distillation columns, manufacturers can significantly reduce their capital expenditure on specialized equipment and lower their operational energy consumption, leading to substantial cost savings in agrochemical intermediate manufacturing. The improved yield resulting from the avoidance of thermal decomposition means that less raw material is required to produce the same amount of final product, effectively lowering the variable cost per kilogram and enhancing the overall margin structure of the supply chain. Furthermore, the simplified workup procedure reduces the cycle time for each batch, allowing for faster turnaround times and increased production capacity without the need for additional reactor volume, which is a critical factor in meeting tight delivery schedules for global agrochemical clients.
- Cost Reduction in Manufacturing: The elimination of high-vacuum distillation steps removes a major bottleneck in the production process, reducing both the energy costs associated with heating and cooling and the maintenance costs related to complex distillation equipment. This simplification also minimizes product loss due to thermal degradation, ensuring that a higher percentage of the input raw materials are converted into saleable product, which directly improves the cost efficiency of the manufacturing operation. Additionally, the use of common acids and solvents reduces the reliance on specialized reagents, further contributing to a leaner and more cost-effective production model that can withstand market fluctuations in raw material pricing.
- Enhanced Supply Chain Reliability: The robustness of the aqueous workup method ensures consistent product quality batch after batch, reducing the risk of production delays caused by off-spec material that requires reprocessing or disposal. This reliability is crucial for maintaining continuous supply to downstream formulators, who depend on a steady stream of high-quality intermediates to meet their own production schedules for final agrochemical products. The ability to scale this process easily using standard chemical engineering equipment also means that supply can be ramped up quickly in response to market demand, providing a strategic advantage in a competitive global market.
- Scalability and Environmental Compliance: The process generates less hazardous waste compared to traditional distillation methods, as the by-products are hydrolyzed into less toxic species that are easier to treat in standard wastewater facilities. This environmental benefit aligns with increasingly stringent global regulations on chemical manufacturing, reducing the compliance burden and potential liability associated with waste disposal. The scalability of the method ensures that it can be implemented in existing facilities with minimal modification, allowing for rapid deployment and immediate realization of efficiency gains without the need for lengthy construction projects.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented thiazole synthesis process, providing clarity for stakeholders evaluating its adoption. These answers are derived directly from the technical specifications and experimental data provided in the patent documentation, ensuring accuracy and relevance for decision-makers. Understanding these details is essential for assessing the feasibility of integrating this technology into existing manufacturing workflows and for realizing the full potential of its commercial benefits.
Q: How does the acidic purification method improve yield compared to distillation?
A: The acidic purification method avoids thermal degradation associated with distillation, preventing the formation of polymeric by-products and preserving the integrity of the thermally sensitive thiazole ring structure.
Q: What specific impurities are removed by the acidic wash?
A: The process effectively hydrolyzes and removes difficult-to-separate by-products such as 2,5,5-trichloro-5,6-dihydro-4H-[1,3]thiazine derivatives which typically co-distill with the product.
Q: Is this process scalable for commercial agrochemical production?
A: Yes, the method utilizes standard aqueous workup procedures and common solvents like chlorobenzene, making it highly suitable for large-scale commercial manufacturing without specialized equipment.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Thiazole Derivatives Supplier
NINGBO INNO PHARMCHEM stands at the forefront of chemical innovation, leveraging advanced proprietary technologies like the one described in CN1261420C to deliver superior thiazole derivatives to the global market. Our extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production ensures that we can meet the rigorous demands of multinational agrochemical corporations with consistency and precision. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of our high-purity agrochemical intermediates meets the highest industry standards, providing our partners with the confidence they need to optimize their own downstream processes. Our commitment to technical excellence allows us to navigate the complexities of thiazole chemistry, delivering products that enable the efficient manufacture of next-generation insecticides.
We invite you to collaborate with us to optimize your supply chain and achieve significant operational efficiencies through the adoption of these advanced synthetic routes. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific production needs. We are ready to provide specific COA data and route feasibility assessments to demonstrate how our capabilities can enhance your manufacturing performance and reduce your overall cost of goods. Let us be your partner in driving innovation and efficiency in the agrochemical sector.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →