Scalable Synthesis of High-Purity Spiro Quaternary Ammonium Salts for Next-Generation Energy Storage
Scalable Synthesis of High-Purity Spiro Quaternary Ammonium Salts for Next-Generation Energy Storage
The rapid evolution of the energy storage sector has placed immense pressure on the supply chain for high-performance electronic chemicals, particularly those required for supercapacitors and advanced battery systems. Patent CN102093367B introduces a transformative methodology for the preparation of spirocyclic quaternary ammonium salts, which serve as critical conductive salts in organic electrolytes. Unlike conventional synthetic routes that rely heavily on toxic organic solvents and halogenated precursors, this innovation leverages water as the primary reaction medium to achieve exceptional selectivity and yield. The core breakthrough lies in the strategic use of diol disulfonates reacting with cyclic diamines under alkaline conditions, effectively bypassing the formation of stubborn halide impurities that plague traditional methods. This approach not only aligns with green chemistry principles but also delivers a product quality profile that meets the rigorous demands of modern electrochemical applications, where trace impurities can catastrophically affect device longevity.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of spirocyclic quaternary ammonium salts has been hindered by reliance on nucleophilic substitution reactions between cyclic amines and dihaloalkanes in organic solvents. This traditional pathway presents severe drawbacks for large-scale manufacturing, primarily due to the generation of stoichiometric amounts of halide salts as byproducts. These halide ions are notoriously difficult to remove completely and are highly detrimental to the electrochemical stability of supercapacitors, often leading to corrosion of current collectors and a narrowed voltage window. Furthermore, the extensive use of volatile organic compounds (VOCs) in these legacy processes imposes significant environmental compliance burdens and increases operational expenditures related to solvent recovery and waste disposal. The low atom economy and the necessity for complex purification steps to reduce halide content below acceptable thresholds have long acted as bottlenecks for cost-effective mass production.
The Novel Approach
The methodology disclosed in the patent data fundamentally reengineers the synthesis pathway by substituting dihaloalkanes with diol disulfonates, such as 1,4-butanediol di-p-toluenesulfonate or methanesulfonate esters. By conducting the condensation reaction in an aqueous medium with inorganic bases like potassium carbonate or sodium hydroxide, the process achieves a high degree of selectivity for the spirocyclic structure while generating water-soluble sulfonate byproducts that are easily separated. This aqueous-phase strategy drastically simplifies the workup procedure, eliminating the need for massive volumes of organic extraction solvents. Subsequent ion exchange with salts like sodium tetrafluoroborate or lithium hexafluorophosphate allows for the precise installation of the desired electrochemically stable anion. The result is a streamlined, scalable process that inherently produces a halide-free intermediate, setting the stage for the final high-purity product without the need for aggressive halide-scavenging treatments.
Mechanistic Insights into Aqueous Phase Cyclization and Anion Exchange
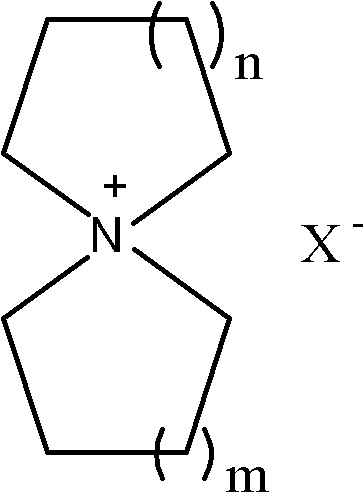
The chemical mechanism underpinning this synthesis involves a double nucleophilic substitution where the lone pair electrons on the nitrogen atoms of the cyclic diamine attack the electrophilic carbon centers adjacent to the sulfonate leaving groups. In the aqueous environment, the polarity of the solvent stabilizes the transition states and facilitates the dissolution of the inorganic base, ensuring efficient deprotonation of the amine intermediates. The formation of the spirocyclic quaternary ammonium cation is driven by the entropy gain from the release of the sulfonate anions and the thermodynamic stability of the resulting five or six-membered rings fused at the nitrogen center. This cyclization is highly regioselective, minimizing the formation of linear polymeric byproducts that often complicate purification in non-aqueous systems. The use of sulfonate leaving groups, which are excellent leaving groups comparable to halides but non-nucleophilic, ensures that the reverse reaction is negligible, pushing the equilibrium towards the desired spiro salt.
Following the formation of the sulfonate intermediate, the anion exchange step is critical for tailoring the electrochemical properties of the final electrolyte salt. The patent specifies the use of fluoroboric acid or hexafluorophosphoric acid salts, which leverage the lattice energy differences between the incoming anion and the outgoing sulfonate to drive the metathesis reaction. This step is typically performed in polar organic solvents like acetonitrile or ethanol, where the target quaternary ammonium salt with the bulky fluorinated anion exhibits lower solubility compared to the alkali metal sulfonate byproduct. The final purification via recrystallization with activated carbon and molecular sieves is a sophisticated touch that targets the removal of trace colored impurities and residual moisture. This multi-stage purification protocol ensures that metal cations such as sodium, potassium, and iron are reduced to parts-per-million levels, which is essential for preventing parasitic redox reactions in the high-voltage environment of a supercapacitor.
How to Synthesize Spiro Quaternary Ammonium Salt Efficiently
Implementing this synthesis route requires precise control over reaction parameters to maximize yield and minimize impurity profiles. The process begins with the careful selection of the cyclic diamine and diol disulfonate precursors, ensuring they are free from moisture and degradation products that could initiate side reactions. The condensation step must be monitored closely, as the reaction time and temperature dictate the ratio of spirocyclic product to linear oligomers. Following the isolation of the intermediate sulfonate salt, the ion exchange must be conducted under anhydrous conditions to prevent hydrolysis of sensitive anions like PF6-. The final crystallization step is the gatekeeper of quality, where solvent choice and cooling rates determine the crystal habit and purity of the final electronic grade material. For a detailed breakdown of the specific molar ratios, temperatures, and processing times validated in the patent examples, please refer to the standardized synthesis guide below.
- Conduct a condensation reaction in water using cyclic diamines and diol disulfonates with an inorganic base to form the intermediate sulfonic acid salt.
- Perform an ion exchange reaction using fluoroboric or hexafluorophosphoric acid salts to replace the sulfonate anion with the target electrochemically stable anion.
- Purify the crude product through recrystallization in organic solvents like ethanol or acetonitrile with activated carbon treatment to remove trace metal and organic impurities.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the shift to this aqueous-based synthesis model represents a significant opportunity to optimize total cost of ownership and mitigate supply risks. The elimination of halogenated hydrocarbons and the reduction in organic solvent usage directly translate to lower raw material costs and reduced expenditure on hazardous waste management. By simplifying the purification train and avoiding complex halide-removal technologies, manufacturers can achieve faster batch cycle times and higher throughput. This process intensification allows for more flexible production scheduling and reduces the dependency on specialized solvent recovery infrastructure, making the supply chain more resilient to market fluctuations in petrochemical derivatives. Furthermore, the inherent safety profile of using water as the primary reaction medium lowers insurance premiums and regulatory compliance overheads associated with volatile organic compound emissions.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven primarily by the substitution of expensive, anhydrous organic solvents with inexpensive deionized water for the primary reaction step. This change drastically reduces the energy load required for solvent distillation and recovery, which is typically the most energy-intensive part of fine chemical manufacturing. Additionally, the high selectivity of the reaction minimizes the loss of valuable starting materials to byproduct formation, improving the overall atom economy and yield. The avoidance of halide precursors also removes the cost associated with purchasing and handling corrosive halogenated reagents, further streamlining the bill of materials. Consequently, the production cost per kilogram of the active electrolyte salt is significantly lowered, providing a competitive margin advantage in the pricing of the final energy storage components.
- Enhanced Supply Chain Reliability: From a sourcing perspective, the raw materials required for this synthesis, such as cyclic amines and common diols, are commodity chemicals with robust, multi-vendor global supply chains. This diversification reduces the risk of supply disruptions that often occur with specialized or proprietary reagents. The simplified process flow also means that production can be scaled up rapidly in existing multipurpose reactors without the need for exotic metallurgy or specialized containment systems required for halogen chemistry. This flexibility ensures that suppliers can respond quickly to surges in demand from the electric vehicle and renewable energy sectors. Moreover, the consistent quality of the output reduces the rate of batch rejections and customer returns, fostering stronger long-term partnerships with downstream electrolyte blenders.
- Scalability and Environmental Compliance: The environmental footprint of this manufacturing route is substantially smaller than traditional methods, aligning with the increasingly strict ESG (Environmental, Social, and Governance) mandates of multinational corporations. The aqueous waste streams generated are easier to treat biologically or chemically compared to mixed organic-halogenated waste, reducing the complexity and cost of wastewater treatment facilities. The process generates minimal hazardous air pollutants, facilitating easier permitting for plant expansions or new facility construction. This 'green' manufacturing credential is becoming a key differentiator in B2B negotiations, as end-users in the automotive and electronics industries seek to decarbonize their Scope 3 emissions. The scalability is proven by the use of standard unit operations like filtration and crystallization, which are well-understood and easily replicated at the multi-ton scale.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation and benefits of this patented synthesis technology. These insights are derived directly from the experimental data and claims within the patent documentation, providing a factual basis for evaluating the technology's fit for your specific application needs. Understanding these nuances is critical for R&D teams assessing process feasibility and procurement teams evaluating supplier capabilities. The answers highlight the specific advantages in purity and impurity control that distinguish this method from legacy technologies.
Q: Why is the water-based synthesis method superior to traditional organic solvent methods for spiro salts?
A: The water-based method described in patent CN102093367B eliminates the need for large volumes of hazardous organic solvents, significantly reducing environmental impact and production costs. Furthermore, it avoids the use of halogenated hydrocarbons, which prevents the introduction of corrosive halide ions that can degrade supercapacitor performance and shorten cycle life.
Q: What level of purity can be achieved with this specific ion exchange and purification protocol?
A: The patented process utilizes a combination of selective ion exchange and rigorous recrystallization with activated carbon and molecular sieves. This allows for the production of spiro quaternary ammonium salts with purity levels exceeding 99.9% by HPLC, with critical metal and halide impurities controlled to below 5ppm, meeting the stringent requirements of high-voltage organic electrolytes.
Q: How does eliminating halide ions impact the commercial viability of the electrolyte?
A: Halide ions are notorious for causing corrosion in aluminum current collectors and narrowing the electrochemical stability window of the electrolyte. By synthesizing the salt via sulfonate intermediates rather than halide precursors, this method inherently produces a halide-free product, thereby enhancing the long-term reliability and safety of the final energy storage device without requiring expensive post-synthesis scrubbing steps.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Spiro Quaternary Ammonium Salt Supplier
As the global demand for high-energy-density supercapacitors continues to surge, securing a reliable source of ultra-high-purity electrolyte salts is paramount for maintaining product performance and brand reputation. NINGBO INNO PHARMCHEM stands at the forefront of this sector, leveraging deep expertise in process chemistry to deliver electronic grade materials that meet the most stringent specifications. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that we can support your growth from pilot trials to full-scale manufacturing without interruption. We operate state-of-the-art rigorous QC labs equipped with advanced analytical instrumentation to verify stringent purity specifications, guaranteeing that every batch of spiro quaternary ammonium salt delivered is free from the detrimental halide and metal impurities that compromise device longevity.
We invite you to engage with our technical procurement team to discuss how our optimized synthesis routes can drive value for your organization. By partnering with us, you gain access to a Customized Cost-Saving Analysis that quantifies the potential efficiencies of switching to our water-based supply chain. We encourage you to request specific COA data and route feasibility assessments tailored to your unique formulation requirements. Whether you require tetrafluoroborate, hexafluorophosphate, or imide variants, our dedicated support team is ready to provide the technical documentation and samples necessary to accelerate your qualification process and secure your supply chain for the future.