Advanced Purification Technology for High-Purity Sugammadex Sodium Commercial Production
The pharmaceutical industry continuously demands higher purity standards for complex active pharmaceutical ingredients, particularly for injectable formulations where elemental impurities pose significant safety risks. Patent CN111518229B introduces a groundbreaking purification strategy specifically designed for refined Sugammadex Sodium, a critical neuromuscular blockade reversal agent. This technology addresses the persistent challenge of removing trace metal elements and pigments that are notoriously difficult to eliminate due to the molecule's unique cavity structure. By leveraging a novel solvent engineering approach, the method achieves substantial reductions in elemental contamination without compromising the structural integrity of the cyclodextrin derivative. This innovation represents a significant leap forward for manufacturers seeking to meet stringent ICH guidelines while maintaining economic viability in large-scale production environments. The ability to consistently produce light-colored, high-purity material directly impacts the safety profile and marketability of the final drug product.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional purification techniques for Sugammadex Sodium often struggle with the molecule's inherent tendency to chelate metal ions within its hydrophobic cavity. Standard recrystallization methods frequently fail because the impurities are physically trapped or chemically bound, leading to persistent discoloration and elevated metal content in the final API. Conventional adsorption techniques using resins or activated carbon can be prohibitively expensive and often result in significant product loss due to non-specific binding. Furthermore, methods involving dialysis are time-consuming and difficult to scale efficiently for commercial manufacturing, creating bottlenecks in the supply chain. The use of strong acids or bases to break chelation bonds can degrade the sensitive cyclodextrin structure, introducing new impurities that require additional downstream processing. These limitations collectively drive up production costs and extend lead times, making it challenging for suppliers to meet the rigorous quality specifications demanded by global regulatory agencies.
The Novel Approach
The patented method overcomes these hurdles by utilizing a controlled phase separation technique driven by the addition of water-miscible poor solvents. Instead of attempting to strip impurities from the solid crystal lattice, this approach manipulates the solubility profile of the Sugammadex Sodium complex in a liquid system. By carefully tuning the ratio of water to organic solvents such as acetone or DMF, the process induces the precipitation of a small fraction of the product along with the majority of the elemental impurities and pigments into a distinct oily phase. This oily layer, which concentrates the unwanted contaminants, is then physically separated from the purified mother liquor. The remaining solution, now depleted of metals and color bodies, is processed to recover the high-purity Sugammadex Sodium. This strategy effectively bypasses the limitations of solid-state purification, offering a simpler, more robust, and economically superior pathway for producing injection-grade material.
Mechanistic Insights into Solvent-Induced Impurity Separation
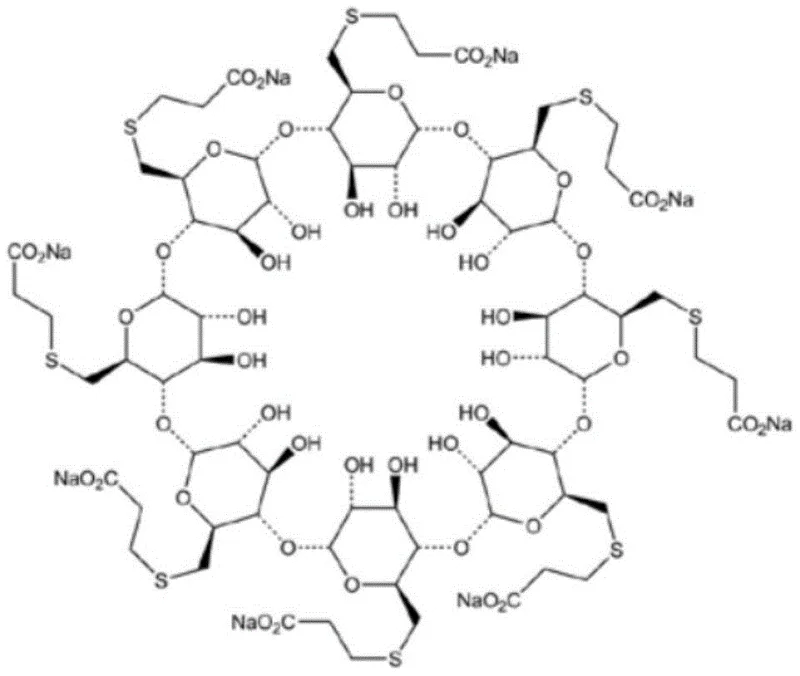
The core mechanism relies on the differential solubility and partitioning behavior of the Sugammadex Sodium-impurity complex versus the pure drug substance in mixed solvent systems. Sugammadex Sodium possesses a modified gamma-cyclodextrin structure with eight carboxyethyl thio side chains that create a strong affinity for metal cations like iron, titanium, and chromium. In a purely aqueous environment, these chelated impurities remain soluble and inseparable from the drug molecule. However, when a poor solvent is introduced, the solvation shell around the complex is disrupted, reducing the overall solubility of the species. The impurity-laden molecules, being slightly more hydrophobic or having different aggregation properties due to the metal coordination, preferentially partition into the emerging oily phase. This phenomenon allows for the selective removal of contaminants while keeping the bulk of the unchelated or less-chelated Sugammadex Sodium in the aqueous-supernatant phase. Understanding this partitioning dynamic is crucial for optimizing the solvent ratios to maximize yield while ensuring deep purification.
Controlling the turbidity point during the solvent addition is critical to ensuring the efficiency of this separation mechanism. If the poor solvent is added too rapidly or in excessive amounts, the pure product may co-precipitate with the impurities, leading to yield loss. Conversely, insufficient solvent addition fails to trigger the phase separation required to isolate the contaminant-rich oily layer. The patent specifies precise mass ratios, such as a refined product to water ratio of 1:3 to 1:4, to maintain the system in a metastable state where impurities are ejected without massive product crystallization. This fine balance ensures that the elemental impurities, which are often present in trace amounts but have high toxicity potential, are concentrated into a small volume of waste oil. The result is a mother liquor that yields a white, free-flowing powder upon final isolation, with elemental levels well below the strict thresholds required for parenteral administration.
How to Synthesize Sugammadex Sodium Efficiently
The synthesis of the crude Sugammadex Sodium typically involves the reaction of gamma-cyclodextrin with a halogenating agent followed by substitution with 3-mercaptopropionic acid derivatives. While the patent focuses on the purification of the refined product, the quality of the incoming crude material significantly influences the efficiency of the impurity removal step. High levels of residual halogens or unreacted thiols in the crude can complicate the phase separation process. Therefore, ensuring a robust upstream synthesis is essential before applying this advanced purification protocol. The detailed standardized synthesis steps for the upstream reaction are outlined in the guide below, providing a comprehensive roadmap for replicating the process in a GMP environment.
- Dissolve refined Sugammadex Sodium in water to form a clear solution and add a specific poor solvent (e.g., acetone, DMF) to induce turbidity.
- Allow the mixture to stand in a separatory funnel to separate the lower oily layer containing impurities from the upper clear liquid.
- Concentrate the supernatant or add a second poor solvent to crystallize the final high-purity Sugammadex Sodium product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, this purification technology offers tangible benefits that extend beyond mere technical compliance. By eliminating the need for expensive chromatography resins or energy-intensive dialysis membranes, the overall cost of goods sold is significantly reduced. The process utilizes common industrial solvents like acetone and ethanol, which are readily available and cost-effective compared to specialized purification media. This simplification of the bill of materials reduces supply chain vulnerability and ensures consistent production scheduling. Furthermore, the reduction in processing steps translates to shorter manufacturing cycles, allowing for faster response times to market demand fluctuations. The ability to consistently meet purity specifications without rework minimizes waste and maximizes throughput, providing a competitive edge in the global API market.
- Cost Reduction in Manufacturing: The elimination of transition metal catalysts and expensive adsorption media drastically simplifies the downstream processing workflow. Traditional methods often require multiple passes through chromatography columns, which incur high operational costs and solvent consumption. By replacing these unit operations with a simple liquid-liquid separation and crystallization, the process achieves substantial cost savings. The reduction in solvent usage and waste generation further contributes to a lower environmental footprint and reduced disposal costs. This economic efficiency allows suppliers to offer more competitive pricing without compromising on the quality standards required for pharmaceutical applications.
- Enhanced Supply Chain Reliability: The reliance on commodity solvents rather than specialized reagents mitigates the risk of supply disruptions. In the event of raw material shortages, the flexibility to use various poor solvents such as methanol, isopropanol, or acetonitrile ensures production continuity. This adaptability is crucial for maintaining long-term supply agreements with major pharmaceutical clients. Additionally, the robustness of the process reduces the likelihood of batch failures due to purification issues, ensuring a steady flow of high-quality material. This reliability strengthens the partnership between chemical suppliers and drug manufacturers, fostering trust and long-term collaboration.
- Scalability and Environmental Compliance: The process is inherently scalable, moving seamlessly from laboratory benchtop to multi-ton commercial production without significant re-engineering. The phase separation equipment required is standard in most chemical manufacturing facilities, reducing capital expenditure for scale-up. Moreover, the reduction in hazardous waste generation aligns with increasingly strict environmental regulations. By concentrating impurities into a small oily fraction, the volume of waste requiring treatment is minimized. This compliance with green chemistry principles not only reduces regulatory risk but also enhances the corporate sustainability profile of the manufacturing organization.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this purification technology. These answers are derived directly from the experimental data and technical disclosures within the patent documentation. Understanding these details is essential for evaluating the feasibility of integrating this method into existing production lines. The insights provided here aim to clarify the operational parameters and expected outcomes for stakeholders involved in process development and quality assurance.
Q: How does this method reduce elemental impurities like Iron in Sugammadex Sodium?
A: The method utilizes the chelation property of Sugammadex Sodium. By adding a poor solvent, impurities and pigments chelated within the cyclodextrin cavity are co-precipitated into a separate oily phase, leaving the purified product in the mother liquor.
Q: Is this purification process suitable for large-scale industrial production?
A: Yes, the process avoids complex column chromatography or dialysis. It relies on simple solvent addition and phase separation, which are easily scalable and cost-effective for commercial manufacturing.
Q: What is the expected purity and color of the final product?
A: The process yields a white solid powder with HPLC purity around 99.78% and significantly reduced elemental impurities (e.g., Fe content reduced from 113ppm to below 10ppm), meeting ICH guidelines.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Sugammadex Sodium Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of purity and consistency in the supply of complex pharmaceutical intermediates and APIs. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative purification methods like the one described in Patent CN111518229B are implemented with precision. We maintain stringent purity specifications and operate rigorous QC labs to verify that every batch meets the required elemental impurity limits. Our commitment to quality assurance ensures that the Sugammadex Sodium supplied to our partners is safe, effective, and ready for formulation into life-saving medications.
We invite you to discuss how our advanced manufacturing capabilities can optimize your supply chain and reduce overall project costs. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are prepared to provide specific COA data and route feasibility assessments to demonstrate our capacity to meet your exacting standards. Let us partner with you to ensure a reliable and high-quality supply of this critical pharmaceutical ingredient.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →