Advanced Halohydrin Preparation for High-Purity Pyrethroid Acid Manufacturing
The global agrochemical sector continuously demands higher purity intermediates to ensure the efficacy and safety of final pesticide formulations. Patent CN1174950C introduces a transformative methodology for the preparation of specific halohydrins, particularly those containing trifluoromethyl groups, which serve as critical building blocks for next-generation insecticides. This technical breakthrough addresses long-standing challenges in synthesizing complex fluorinated structures by utilizing a controlled base-catalyzed addition reaction. By reacting perhalogenated alkanes, such as 1,1-dichloro-2,2,2-trifluoroethane, with 3-methylbut-2-en-1-al in the presence of strong bases like alkali metal alkoxides, manufacturers can achieve superior regioselectivity. The process operates under strictly defined low-temperature conditions to suppress side reactions, ensuring that the resulting halohydrin possesses the precise stereochemical configuration required for downstream cyclization into valuable pyrethroid acids. For R&D teams focused on optimizing impurity profiles, this route offers a robust alternative to traditional methods that often suffer from poor yield and difficult purification steps.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of fluorinated halohydrins for agrochemical applications has been plagued by significant technical hurdles that impact both cost and quality. Conventional routes often rely on harsh reaction conditions that promote non-selective halogenation or elimination reactions, leading to complex mixtures of isomers that are notoriously difficult to separate. These impurities not only reduce the overall yield of the active pharmaceutical ingredient but also complicate the regulatory approval process due to stringent limits on unknown degradants. Furthermore, traditional methods frequently utilize stoichiometric amounts of expensive reagents without efficient recovery systems, resulting in substantial material waste and inflated production costs. The inability to precisely control the addition of the trifluoromethyl group to the aldehyde backbone often results in variable batch-to-batch consistency, creating supply chain vulnerabilities for large-scale manufacturers who require reliable feedstock for continuous processing lines.
The Novel Approach
The methodology disclosed in the patent data presents a paradigm shift by leveraging the unique reactivity of perhalogenated alkyl ions generated in situ under mild conditions. By employing strong bases such as sodium or potassium tert-butoxide in polar aprotic solvents like tetrahydrofuran or dimethylformamide, the process facilitates a clean nucleophilic attack on the carbonyl carbon of the aldehyde. This approach significantly minimizes the formation of elimination by-products, which are common in high-temperature syntheses. The innovation lies in the precise temperature control, maintaining the reaction between -80°C and 0°C, which kinetically favors the formation of the desired halohydrin over competing pathways. Additionally, the protocol includes provisions for the recovery and recycling of unreacted starting materials, thereby enhancing the atom economy of the process. This level of control translates directly into a more stable supply of high-purity intermediates, reducing the burden on downstream purification units and enabling more predictable manufacturing schedules for procurement teams.
Mechanistic Insights into Base-Catalyzed Nucleophilic Addition
The core of this synthetic strategy relies on the generation of a highly reactive perhalogenated carbanion species, which acts as the primary nucleophile in the transformation. When a strong base, such as an alkali metal alkoxide, interacts with the perhalogenated alkane (Formula II), it abstracts a proton to generate a stabilized anionic intermediate. This anion then attacks the electrophilic carbonyl group of 3-methylbut-2-en-1-al, forming a new carbon-carbon bond with high fidelity. The presence of the trifluoromethyl group exerts a strong electron-withdrawing effect, which stabilizes the adjacent negative charge and directs the regioselectivity of the addition. Understanding this electronic interplay is crucial for R&D directors aiming to scale the process, as slight deviations in base strength or solvent polarity can alter the equilibrium of the anionic species. The subsequent protonation step yields the target halohydrin (Formula I), preserving the delicate olefinic functionality required for subsequent cyclization reactions.
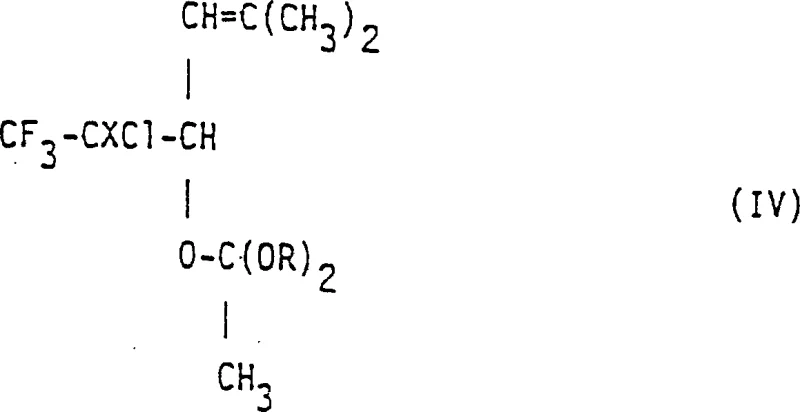
Following the initial formation of the halohydrin, the patent describes a sophisticated downstream transformation involving reaction with trialkyl orthoacetates to form novel orthoester intermediates (Formula IV). As illustrated in the structural diagram below, these intermediates undergo a thermal rearrangement to produce the corresponding esters (Formula III), which are direct precursors to the cyclopropane ring found in pyrethroids. This rearrangement mechanism is critical because it establishes the correct carbon skeleton while introducing the necessary ester functionality in a single operational sequence. The ability to isolate and characterize these orthoester intermediates provides a valuable checkpoint for quality control, allowing manufacturers to verify the integrity of the carbon chain before committing to the final cyclization step. This multi-stage verification ensures that the final agrochemical active ingredient meets the rigorous purity standards demanded by global regulatory bodies.
How to Synthesize 5-Bromo-5-chloro-4-hydroxy-2-methyl-6,6,6-trifluorohex-2-ene Efficiently
Executing this synthesis requires strict adherence to the patented parameters regarding solvent dryness and temperature gradients to maximize yield and safety. The process begins with the preparation of a cooled solution of the base in an inert solvent, followed by the controlled addition of the reactants to manage the exotherm effectively. Detailed standard operating procedures for this specific transformation, including precise molar ratios and workup protocols, are essential for reproducibility at the pilot plant scale. Operators must ensure that the quenching step is performed carefully to prevent hydrolysis of sensitive functional groups while effectively neutralizing the strong base. The following guide outlines the critical operational phases derived from the patent examples to assist technical teams in implementing this route.
- Preparation of the reaction medium by dissolving a strong base, such as sodium tert-butoxide, in a polar aprotic solvent like tetrahydrofuran or dimethylformamide under inert atmosphere.
- Controlled addition of the perhalogenated alkane (e.g., 1,1-dichloro-2,2,2-trifluoroethane) and 3-methylbut-2-en-1-al to the cooled base solution at temperatures between -80°C and 0°C.
- Quenching the reaction mixture with saturated ammonium chloride, followed by extraction, drying, and purification via column chromatography to isolate the target halohydrin.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented synthesis route offers tangible strategic benefits beyond mere technical feasibility. The primary advantage lies in the significant simplification of the purification workflow, which directly correlates to reduced processing time and lower utility consumption. By minimizing the generation of complex by-product mixtures, the need for extensive chromatographic separation or multiple recrystallization steps is drastically reduced, leading to a leaner manufacturing footprint. Furthermore, the compatibility of this method with continuous processing modes allows for greater flexibility in production scheduling, enabling manufacturers to respond more agilely to market fluctuations in agrochemical demand. The robustness of the reaction conditions also implies a lower risk of batch failures, ensuring a more consistent flow of materials through the value chain and reducing the safety stock requirements for critical intermediates.
- Cost Reduction in Manufacturing: The economic viability of this process is enhanced by the efficient recovery and recycling of unreacted perhalogenated alkanes, which are often costly raw materials. By implementing a closed-loop system for solvent and reagent recovery, manufacturers can substantially lower the variable cost per kilogram of the produced intermediate. Additionally, the use of commercially available and relatively inexpensive bases like sodium tert-butoxide eliminates the need for exotic or proprietary catalysts that often carry high licensing fees or supply risks. The overall reduction in waste disposal costs, driven by higher atom economy and cleaner reaction profiles, further contributes to a more competitive cost structure for the final agrochemical product.
- Enhanced Supply Chain Reliability: The reliance on readily available starting materials, such as 3-methylbut-2-en-1-al and simple haloethanes, mitigates the risk of supply disruptions associated with specialized reagents. This accessibility ensures that production can be sustained even during periods of raw material scarcity, providing a buffer against market volatility. Moreover, the scalability of the reaction from laboratory to industrial scale has been demonstrated through the patent examples, giving supply chain planners confidence in the technology's readiness for commercial deployment. The ability to operate in batch or continuous modes offers additional flexibility, allowing facilities to optimize throughput based on current capacity utilization and delivery deadlines without compromising product quality.
- Scalability and Environmental Compliance: From an environmental perspective, the process aligns well with modern green chemistry principles by reducing solvent usage and minimizing hazardous waste generation. The preference for polar aprotic solvents that can be easily distilled and reused supports sustainability goals and helps facilities maintain compliance with increasingly stringent environmental regulations. The absence of heavy metal catalysts removes the need for complex metal scavenging steps, simplifying the wastewater treatment process and reducing the environmental footprint of the manufacturing site. This alignment with eco-friendly practices not only reduces regulatory risk but also enhances the brand reputation of the manufacturer among environmentally conscious customers and stakeholders.
Frequently Asked Questions (FAQ)
To address common technical inquiries regarding the implementation and optimization of this halohydrin synthesis, we have compiled a set of answers based on the specific data points and embodiments found within the patent literature. These responses cover critical aspects such as reaction kinetics, solvent selection, and downstream compatibility, providing a quick reference for technical teams evaluating this technology. Understanding these nuances is essential for successful technology transfer and scale-up activities.
Q: What are the critical temperature controls for this halohydrin synthesis?
A: The patent specifies that the reaction must be conducted at low temperatures, preferably between -80°C and 0°C, to avoid the formation of undesired by-products and ensure high regioselectivity during the nucleophilic addition.
Q: Can unreacted starting materials be recovered in this process?
A: Yes, the methodology allows for the easy isolation of the desired product, and any unreacted or excess perhalogenated alkane compounds can be effectively recovered and recycled, enhancing overall process economics.
Q: What downstream applications does this halohydrin intermediate support?
A: This intermediate is specifically designed for the synthesis of 3-(2-chloro-3,3,3-trifluoroprop-1-en-1-yl)-2,2-dimethylcyclopropanecarboxylic acid esters, which are vital precursors for potent insecticidal and acaricidal products.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Halohydrin Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from patent concept to commercial reality requires a partner with deep technical expertise and robust manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with precision and consistency. We adhere to stringent purity specifications and operate rigorous QC labs to guarantee that every batch of halohydrin intermediate meets the exacting standards required for agrochemical synthesis. Our commitment to quality extends beyond the final product, encompassing the entire supply chain to ensure traceability and reliability for our global partners.
We invite you to collaborate with us to explore how this advanced synthesis route can optimize your production costs and enhance your product portfolio. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. We encourage you to contact us to request specific COA data and route feasibility assessments, allowing you to make informed decisions about integrating this high-value intermediate into your manufacturing operations. Let us help you engineer a more efficient and profitable supply chain for your agrochemical products.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →