Advanced Trifloxystrobin Manufacturing: Technical Upgrades for Commercial Mass Production
Advanced Trifloxystrobin Manufacturing: Technical Upgrades for Commercial Mass Production
The global demand for high-efficiency strobilurin fungicides continues to surge, driven by the need for sustainable crop protection solutions with minimal environmental impact. Patent CN101941921B introduces a groundbreaking methodology for the preparation of trifloxystrobin, specifically (E,E)-2-[1'-(3'-trifluoromethyl phenyl)-ethyl-imine-oxyl-tolyl]-2-carbonyl methyl acetate-O-ketoxime, which addresses critical bottlenecks in traditional synthesis pathways. This technical disclosure outlines a robust, four-step sequence that begins with the acylation of toluene and culminates in a condensation reaction, offering a viable alternative to legacy processes plagued by hazardous reagents and poor scalability. For R&D directors and procurement specialists, understanding the nuances of this patent is essential for securing a reliable agrochemical intermediate supplier capable of delivering consistent quality. The innovation lies not merely in the chemical transformations but in the strategic selection of reagents that balance reactivity with economic feasibility, ensuring that the final product meets stringent purity specifications required for modern agricultural applications.
Furthermore, the industrial value of this synthesis route cannot be overstated, as it directly correlates to the stability of the supply chain for key active ingredients. By leveraging mild reaction conditions and readily available starting materials such as toluene and methyl oxalyl chloride, the process mitigates the risks associated with volatile raw material markets. The patent explicitly details the use of anhydrous aluminum chloride as a catalyst for the initial acylation, a choice that enhances regioselectivity and minimizes the formation of isomeric impurities that are difficult to separate downstream. This level of control is paramount for manufacturers aiming to achieve cost reduction in fungicide manufacturing without compromising on the biological efficacy of the end product. As we delve deeper into the mechanistic insights and commercial advantages, it becomes clear that this methodology represents a significant leap forward in the commercialization of complex agrochemical intermediates, offering a blueprint for sustainable and profitable production.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
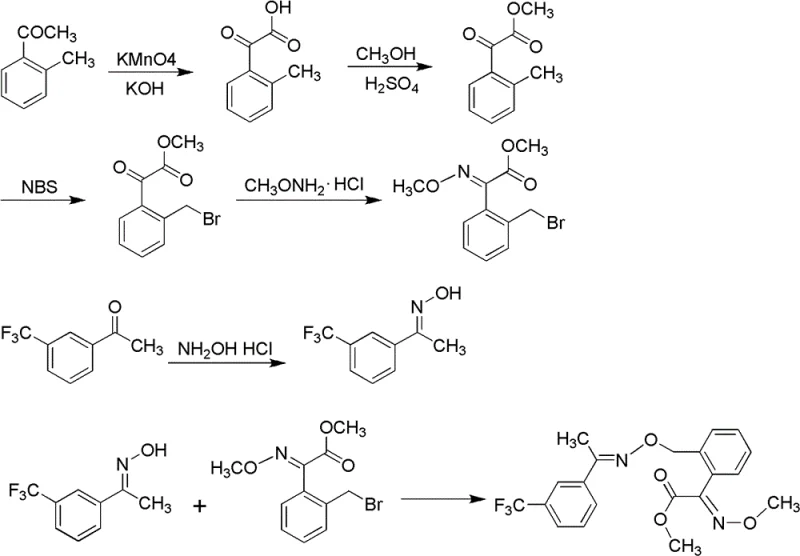
Historically, the synthesis of trifloxystrobin and related oxime ester fungicides has relied heavily on oxidation protocols that are inherently unstable when transferred from the laboratory to the plant floor. Prior art, including methods utilizing potassium permanganate (KMnO4) for the oxidation of o-methylacetophenone, suffers from severe selectivity issues where the strong oxidizing environment frequently leads to the fracture of carbon-carbon bonds. This results in the formation of o-toluic acid as a major by-product, drastically reducing the overall yield and complicating the purification process. Additionally, the oxidation of the methyl group on the phenyl ring to a carboxyl group is difficult to control, leading to a heterogeneous mixture of products that require energy-intensive separation techniques. These technical deficiencies translate directly into commercial inefficiencies, making the conventional route economically unviable for large-scale commercial scale-up of complex agrochemical intermediates.
Beyond the chemical inefficiencies, the reliance on N-bromosuccinimide (NBS) for benzylic bromination in traditional routes presents a formidable economic barrier. NBS is a high-cost reagent that significantly inflates the bill of materials, rendering the final product less competitive in price-sensitive markets. Moreover, the subsequent oximation step often employs hydroxylamine hydrochloride, which is highly corrosive to standard stainless steel reactor vessels. This necessitates the use of expensive titanium-lined equipment, driving up capital expenditure (CAPEX) and maintenance costs. The combination of low yields, expensive reagents, and high equipment investment creates a fragile supply chain that is susceptible to disruptions. For supply chain heads, these factors represent significant risks that can lead to extended lead times and inconsistent availability of high-purity trifloxystrobin, ultimately affecting the ability to meet market demand reliably.
The Novel Approach
In stark contrast to the cumbersome legacy methods, the novel approach disclosed in CN101941921B streamlines the synthesis into a logical sequence that prioritizes atom economy and operational safety. The process initiates with a Friedel-Crafts acylation of toluene using methyl oxalyl chloride in the presence of anhydrous aluminum chloride. This step is highly efficient, directly constructing the carbon skeleton required for the final molecule with excellent regioselectivity, thereby avoiding the messy oxidation profiles of the past. By bypassing the need for strong oxidants like potassium permanganate, the new route eliminates the risk of carbon bond fracture and ensures a cleaner reaction profile. This fundamental shift in strategy allows for higher throughput and reduced waste generation, aligning perfectly with modern green chemistry principles and regulatory requirements for environmental compliance in chemical manufacturing.
Furthermore, the substitution of NBS with chlorine gas for the benzylic functionalization step is a masterstroke of process engineering. Chlorine is a commodity chemical that is vastly cheaper and more readily available than NBS, leading to immediate and substantial reductions in raw material costs. The chlorination reaction is robust and easily controllable, providing the necessary activated intermediate for the final condensation without the financial burden of specialized brominating agents. Coupled with a TS-1 titanium-silicon molecular sieve catalyzed oximation for the trifluoroacetophenone component, the entire process operates under milder conditions that do not require corrosion-resistant titanium reactors. This holistic optimization results in a synthesis pathway that is not only chemically superior but also economically resilient, offering a compelling value proposition for reducing lead time for high-purity agrochemical intermediates while maintaining rigorous quality standards.
Mechanistic Insights into Friedel-Crafts Acylation and TS-1 Catalytic Oximation
The core of this innovative synthesis lies in the precise execution of the Friedel-Crafts acylation, where toluene reacts with methyl oxalyl chloride mediated by anhydrous aluminum chloride. Mechanistically, the aluminum chloride acts as a potent Lewis acid, coordinating with the carbonyl oxygen of the oxalyl chloride to generate a highly electrophilic acylium ion. This electrophile then attacks the electron-rich aromatic ring of the toluene, preferentially at the ortho position due to the directing effects and steric constraints managed by the reaction conditions (0~10 ℃). The control of temperature is critical here; maintaining the reaction within this narrow window prevents poly-acylation and ensures that the mono-acylated product, 2-(2'-methyl phenyl)-2-carbonyl methyl acetate, is formed with high selectivity. This intermediate serves as the foundational building block for the subsequent transformations, and its high purity is essential for minimizing impurity carry-over into the final active ingredient.
Following the acylation, the process employs a TS-1 catalyzed oximation for the trifluoroacetophenone component, a step that demonstrates superior efficiency compared to traditional acid-catalyzed methods. The TS-1 catalyst, a titanium-silicon molecular sieve, facilitates the activation of hydrogen peroxide, allowing it to react with ammonia and the ketone to form the oxime under mild thermal conditions (60~80 ). This catalytic cycle avoids the generation of large amounts of inorganic salts typically associated with hydroxylamine hydrochloride methods, thereby simplifying the workup procedure and reducing the environmental load. The resulting (TrifluoroMethyl)acetophenone oxime is then condensed with the chlorinated intermediate under alkaline conditions, where the nucleophilic oxygen of the oxime attacks the benzylic carbon, displacing the chloride ion. This final coupling step is highly efficient, driven by the use of anhydrous potassium carbonate as a base, which ensures complete conversion and high yield of the target trifloxystrobin molecule.
How to Synthesize Trifloxystrobin Efficiently
Implementing this synthesis route requires strict adherence to the specified reaction parameters to maximize yield and purity. The process begins with the dissolution of toluene and anhydrous aluminum chloride in a polar aprotic solvent such as methylene dichloride, followed by the controlled addition of methyl oxalyl chloride. Once the acylation is complete, the intermediate is isolated and subjected to oximation with methoxy amine hydrochloride in an alcoholic solvent. The subsequent chlorination step involves heating the oxime ether to 60~80 ℃ and introducing dry chlorine gas until the starting material is fully consumed. Finally, the chlorinated intermediate is condensed with the trifluoroacetophenone oxime in the presence of a base like anhydrous potassium carbonate. Detailed standard operating procedures and safety guidelines for these steps are critical for successful technology transfer.
- Perform Friedel-Crafts acylation on toluene with methyl oxalyl chloride using anhydrous AlCl3 to form the keto-ester intermediate.
- React the keto-ester with methoxy amine hydrochloride to generate the oxime ether derivative.
- Execute benzylic chlorination using chlorine gas instead of expensive NBS reagents to activate the methyl group.
- Condense the chlorinated intermediate with trifluoroacetophenone oxime under alkaline conditions to finalize the trifloxystrobin structure.
Commercial Advantages for Procurement and Supply Chain Teams
From a procurement perspective, the shift away from expensive and hazardous reagents like NBS and potassium permanganate offers immediate and tangible benefits to the bottom line. The utilization of chlorine gas, a commodity chemical with a stable supply chain, drastically simplifies the sourcing strategy and reduces exposure to price volatility associated with specialized brominating agents. This substitution alone drives significant cost optimization in the raw material budget, allowing for more competitive pricing structures in the final market. Additionally, the elimination of titanium-lined reactor requirements reduces the capital intensity of the production facility, lowering the barrier to entry for manufacturing partners and increasing the overall resilience of the supply network against equipment failures or maintenance downtimes.
- Cost Reduction in Manufacturing: The replacement of high-cost N-bromosuccinimide with inexpensive chlorine gas fundamentally alters the cost structure of the synthesis. By removing the need for expensive brominating agents and avoiding the yield losses associated with harsh oxidation steps, the overall production cost is significantly lowered. This efficiency gain allows manufacturers to offer more competitive pricing without sacrificing margin, creating a sustainable economic model for long-term production. The reduction in waste treatment costs, due to the absence of heavy metal oxidants and corrosive by-products, further contributes to the overall financial advantage of this route.
- Enhanced Supply Chain Reliability: The reliance on readily available bulk chemicals such as toluene, chlorine, and methyl oxalyl chloride ensures a stable and continuous supply of raw materials. Unlike specialized reagents that may face supply constraints or long lead times, these commodity chemicals are produced globally in vast quantities, minimizing the risk of production stoppages due to material shortages. This reliability is crucial for maintaining consistent delivery schedules to downstream formulators and ensuring that market demand for fungicides is met without interruption, thereby strengthening the partnership between suppliers and agrochemical companies.
- Scalability and Environmental Compliance: The mild reaction conditions and the use of heterogeneous catalysts like TS-1 make this process highly scalable from pilot plant to commercial production volumes. The reduced generation of hazardous waste and the avoidance of corrosive reagents simplify the environmental compliance landscape, reducing the regulatory burden on manufacturing sites. This scalability ensures that production can be ramped up quickly to meet seasonal demand spikes in the agricultural sector, while the cleaner process profile aligns with increasingly stringent global environmental standards, future-proofing the manufacturing asset.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented synthesis route. These answers are derived directly from the experimental data and beneficial effects described in the patent documentation, providing clarity on the operational advantages and chemical feasibility of the process. Understanding these details is vital for technical teams evaluating the potential for technology adoption and for procurement officers assessing the long-term viability of the supply source.
Q: How does this new route improve upon conventional potassium permanganate oxidation methods?
A: Conventional methods rely on strong potassium permanganate oxidation which often leads to carbon-carbon bond fracture and low yields during industrialization. The new route utilizes direct Friedel-Crafts acylation, offering milder conditions, higher selectivity, and significantly reduced by-product formation.
Q: What are the cost advantages of replacing N-bromosuccinimide (NBS) with chlorine gas?
A: NBS is a high-cost reagent that drastically increases raw material expenses. By substituting it with readily available chlorine gas for benzylic chlorination, the process achieves substantial cost savings while maintaining high reaction efficiency and industrial scalability.
Q: Does the TS-1 catalytic oximation require specialized titanium equipment?
A: No. Unlike traditional oximation methods using hydroxylamine hydrochloride which cause severe equipment corrosion requiring titanium lining, the TS-1 catalytic system operates under milder conditions with lower equipment investment requirements and reduced maintenance costs.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Trifloxystrobin Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of robust synthesis pathways in delivering high-quality agrochemical intermediates to the global market. Our team of expert chemists and process engineers possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of patents like CN101941921B are fully realized in practice. We are committed to maintaining stringent purity specifications and operating rigorous QC labs to verify that every batch of trifloxystrobin meets the exacting standards required by international regulatory bodies. Our infrastructure is designed to handle complex chemistries safely and efficiently, providing our partners with a secure and dependable source of supply.
We invite you to collaborate with us to optimize your supply chain and achieve significant operational efficiencies. By leveraging our technical expertise, we can provide a Customized Cost-Saving Analysis tailored to your specific production needs, demonstrating exactly how this improved synthesis route can enhance your profitability. We encourage you to contact our technical procurement team to request specific COA data and route feasibility assessments, allowing you to make informed decisions based on hard data and proven performance. Together, we can drive innovation and sustainability in the agrochemical industry.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →