Advanced Synthetic Route for Ritonavir: Enhancing Purity and Scalability for Global Supply Chains
The pharmaceutical landscape for antiretroviral therapies continues to evolve, driven by the critical need for efficient and scalable manufacturing processes for key protease inhibitors like Ritonavir. Patent CN1554647A introduces a significant methodological advancement in the synthesis of this vital HIV-1 and HIV-2 inhibitor, specifically addressing the inefficiencies inherent in traditional multi-step pathways. By leveraging Valine N-carboxylic acid anhydride (NCA) as a key coupling reagent, this novel approach streamlines the assembly of the chiral amino alcohol fragment with the valine moiety, effectively bypassing the cumbersome esterification and hydrolysis steps that have historically plagued production lines. This technical breakthrough not only enhances the overall atom economy of the reaction sequence but also establishes a robust foundation for the reliable supply of high-purity ritonavir intermediates to the global market. For procurement leaders and R&D directors alike, understanding the nuances of this NCA-driven condensation is essential for optimizing supply chain resilience and reducing the total cost of ownership in API manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Ritonavir has been fraught with chemical challenges that impede efficient commercial scale-up of complex pharmaceutical intermediates. Traditional methodologies often rely on the esterification protection of the valine carboxyl group, a process that necessitates subsequent hydrolysis deprotection steps, thereby inflating both material costs and waste generation. Furthermore, earlier attempts to connect the chiral amino alcohol fragment utilized borane reagents for selective acylation, a technique known to introduce significant purification troubles due to the formation of mixed acylation byproducts. Another prevalent issue in prior art involves the use of chloroformates for carbamate formation, which not only increases the hazard profile of the synthesis but also diminishes atom utilization. Perhaps most critically, conventional hydrogenolysis steps used to remove benzyl protecting groups often suffer from poor selectivity, risking the integrity of the sensitive thiazole methylamine fragments and leading to inconsistent yields that disrupt supply continuity.
The Novel Approach
In stark contrast to these legacy methods, the innovative route detailed in the patent utilizes a strategic sequence involving tert-butoxycarbonyl (Boc) protection and NCA condensation to overcome these persistent bottlenecks. By initiating the synthesis with the condensation of benzylamino alcohol and Valine NCA, the process achieves high reaction specificity without the need for initial carboxyl esterification. The introduction of the Boc protecting group prior to hydrogenolysis ensures that the removal of benzyl groups proceeds with exceptional selectivity, safeguarding the rest of the molecular architecture from unwanted side reactions. This refined pathway effectively omits the double use of chloroformates found in older protocols, resulting in a cleaner reaction profile and substantially simplified downstream processing. Ultimately, this approach transforms the manufacturing landscape by offering a pathway that is not only chemically superior but also aligned with the principles of green chemistry and cost reduction in API manufacturing.
Mechanistic Insights into NCA-Catalyzed Peptide Coupling and Urea Formation
The core of this synthetic innovation lies in the mechanistic efficiency of the N-carboxylic acid anhydride (NCA) condensation, which serves as the pivotal step for assembling the valine fragment onto the chiral backbone. In this reaction, the nucleophilic attack of the amino group from the benzylamino alcohol on the electrophilic carbonyl of the Valine NCA ring leads to ring opening and the formation of the peptide bond with the release of carbon dioxide. This mechanism is inherently advantageous because it activates the carboxyl group internally within the anhydride structure, eliminating the need for external coupling agents that often leave behind difficult-to-remove residues. The reaction is typically conducted in weak polar solvents such as dichloromethane or chloroform at controlled low temperatures ranging from -30 to 0°C, which is critical for maintaining stereochemical integrity and preventing racemization of the chiral centers. This precise control over reaction conditions ensures that the resulting valyl intermediate possesses the high optical purity required for biological activity, a parameter that is rigorously monitored by R&D teams to ensure batch-to-batch consistency.
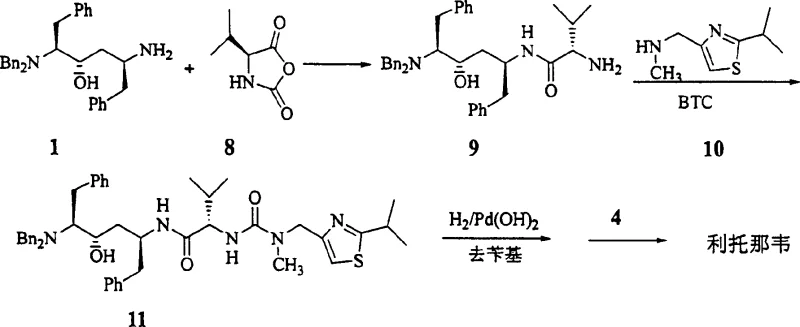
Following the initial coupling, the synthesis proceeds through a carefully orchestrated series of protection and deprotection events designed to maximize chemoselectivity during the final assembly. The conversion of the intermediate into the final urea linkage involves the activation of the carbamate precursor using triphosgene (BTC), a safer and more manageable alternative to phosgene gas. This activation allows for the efficient coupling with the isopropylthiazole methylamine fragment under mild conditions, typically in halohydrocarbon solvents at temperatures between -35 and -70°C. The low temperature regime is essential to suppress potential side reactions and ensure that the urea bond forms exclusively at the desired nitrogen center. By integrating these mechanistic insights, manufacturers can achieve a level of impurity control that far exceeds traditional methods, thereby reducing the burden on purification units and enhancing the overall throughput of the production facility. The result is a high-purity ritonavir product that meets the stringent specifications demanded by regulatory bodies worldwide.
How to Synthesize Ritonavir Efficiently
The implementation of this advanced synthetic route requires a disciplined approach to process parameters to fully realize its benefits in terms of yield and purity. The protocol begins with the precise preparation of the Valine NCA reagent and the chiral amino alcohol substrate, followed by their condensation under strictly anhydrous conditions to prevent hydrolysis of the anhydride. Subsequent steps involve the strategic application of Boc protection and catalytic hydrogenolysis, which must be carefully monitored to ensure complete removal of benzyl groups without over-reduction of the thiazole rings. Detailed standardized operating procedures for these critical steps are essential for technology transfer and successful scale-up. For a comprehensive breakdown of the specific reaction conditions, stoichiometry, and workup procedures, please refer to the standardized synthesis guide below.
- Condense benzylamino alcohol with Valine NCA in a weak polar solvent like dichloromethane using triethylamine at low temperatures (-30 to 0°C) to form the valyl intermediate.
- Protect the intermediate with di-tert-butyl dicarbonate in a non-protonic solvent, followed by selective hydrogenolysis using ammonium formate and Pd-C to remove benzyl groups.
- Couple the debenzylated amino alcohol with 5-hydroxymethylthiazole activated ester, hydrolyze the protecting group, and finally react with isopropylthiazole methylamine using triphosgene to yield Ritonavir.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this NCA-based synthetic route offers profound advantages for procurement managers and supply chain heads seeking to optimize their sourcing strategies for antiretroviral ingredients. The elimination of multiple protection and deprotection steps directly translates to a reduction in raw material consumption and solvent usage, driving down the variable costs associated with production. Moreover, the enhanced selectivity of the hydrogenolysis step minimizes the formation of hard-to-separate impurities, which significantly reduces the time and resources required for chromatographic purification. This efficiency gain allows for shorter production cycles and improved asset utilization, enabling suppliers to respond more agilely to fluctuations in market demand. By partnering with a manufacturer that utilizes this optimized chemistry, buyers can secure a more stable supply of critical intermediates while mitigating the risks associated with complex, low-yield synthetic pathways.
- Cost Reduction in Manufacturing: The streamlined nature of this process eliminates the need for expensive esterification reagents and the subsequent hydrolysis steps, leading to substantial cost savings in raw materials. Additionally, by omitting the double use of chloroformates, the process reduces the consumption of hazardous reagents and lowers the costs associated with waste disposal and environmental compliance. The overall improvement in atom economy means that a higher percentage of input materials are converted into the final product, maximizing the return on investment for every kilogram of reagent purchased. These cumulative efficiencies create a leaner manufacturing model that is highly competitive in the global marketplace.
- Enhanced Supply Chain Reliability: The robustness of the NCA condensation and Boc protection strategy ensures consistent batch quality, which is vital for maintaining uninterrupted supply chains for life-saving medications. The avoidance of troublesome purification processes associated with borane-mediated acylation reduces the likelihood of batch failures or delays caused by out-of-specification results. Furthermore, the use of common, commercially available solvents like ethyl acetate and dichloromethane simplifies logistics and reduces the risk of supply disruptions for specialized reagents. This reliability makes the supplier a dependable partner for long-term contracts and strategic sourcing initiatives.
- Scalability and Environmental Compliance: The synthetic route is inherently designed for scalability, utilizing reaction conditions that are easily transferable from laboratory to pilot and commercial scales without significant re-optimization. The reduction in hazardous waste generation, particularly through the avoidance of excessive chloroformate use, aligns with increasingly strict environmental regulations and corporate sustainability goals. This eco-friendly profile not only minimizes regulatory risk but also enhances the brand reputation of the pharmaceutical products derived from this process. Consequently, the process supports the sustainable growth of the supply chain while meeting the highest standards of industrial safety.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production of Ritonavir using this advanced methodology. These answers are derived directly from the patent specifications and practical manufacturing experience, providing clarity on the feasibility and benefits of the process. Understanding these details helps stakeholders make informed decisions regarding technology adoption and supplier qualification. For further technical discussions or specific data requests, our team is available to provide detailed route feasibility assessments.
Q: How does the NCA condensation method improve upon traditional esterification routes for Ritonavir?
A: The NCA condensation method eliminates the need for esterification protection of the valine carboxyl group and subsequent hydrolysis deprotection steps. This reduction in synthetic steps significantly improves atom utilization and reduces the consumption of auxiliary reagents like chloroformates, leading to a more cost-effective and environmentally friendly process.
Q: What are the selectivity advantages of using tert-butoxycarbonyl protection in this synthesis?
A: Utilizing tert-butoxycarbonyl (Boc) protection allows for highly specific hydrogenolysis to remove benzyl groups without affecting other sensitive functionalities. This solves the selectivity issues found in prior art methods where hydrogenolysis conditions were erratic and could influence the thiazole methylamine fragment, ensuring higher purity of the final API intermediate.
Q: Is this synthetic route suitable for large-scale commercial production?
A: Yes, the route is designed for scalability by avoiding troublesome purification processes associated with single acylation under borane reagents. The use of standard solvents like ethyl acetate and dichloromethane, along with robust catalytic hydrogenation steps, facilitates commercial scale-up of complex pharmaceutical intermediates with consistent quality.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Ritonavir Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from patent literature to commercial reality requires deep technical expertise and rigorous process control. Our CDMO capabilities are specifically tailored to handle complex synthetic pathways like the NCA-condensation route for Ritonavir, ensuring that the theoretical benefits of atom economy and selectivity are fully realized in production. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, backed by stringent purity specifications and rigorous QC labs that guarantee every batch meets global pharmacopeial standards. Our commitment to technical excellence ensures that we can deliver high-purity ritonavir intermediates that support the uninterrupted manufacture of antiretroviral therapies worldwide.
We invite procurement leaders and R&D directors to engage with us for a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. By leveraging our optimized synthetic routes, you can achieve significant reductions in COGS while securing a supply chain that is both resilient and compliant. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments that demonstrate how our manufacturing prowess can drive value for your organization. Let us be your partner in navigating the complexities of API synthesis and delivering superior outcomes for patients.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →