Advanced Synthesis of Remdesivir Intermediates for Commercial Scale-up
The global demand for effective antiviral therapeutics has necessitated the rapid development of robust and scalable synthetic routes for key pharmaceutical ingredients. Patent CN113214320A, published in August 2021, introduces a groundbreaking preparation method for the Reidesciclovir compound, widely known as Remdesivir. This intellectual property outlines a novel synthesis strategy that begins with (2R,3R,4R,5R)-2-(4-aminopyrrolo[2,1-f][1,2,4]triazin-7-yl)-3,4-dihydroxy-5-(hydroxymethyl)tetrahydrofuran-2-carbonitrile as the initial raw material. The disclosed methodology integrates a series of sophisticated chemical transformations, including ketal protection, BoC protection, chiral resolution, phosphorylation, substitution, and final deprotection. For R&D directors and supply chain strategists, this patent represents a critical evolution in manufacturing capability, offering a pathway that promises mild and easily controlled reaction conditions alongside simple operational procedures. The significance of this technology lies in its ability to deliver high product yield and exceptional purity, directly addressing the bottlenecks that have historically plagued the mass production of this vital antiviral agent.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
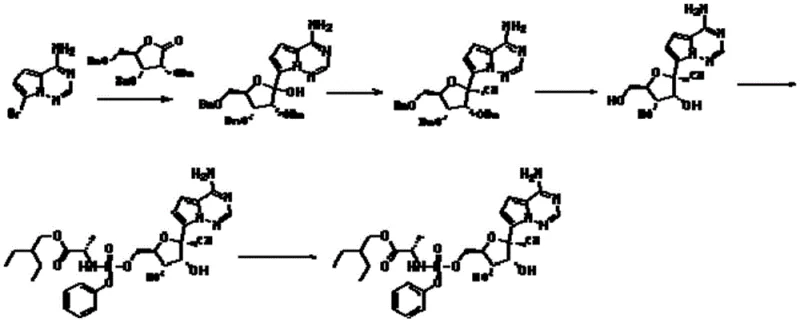
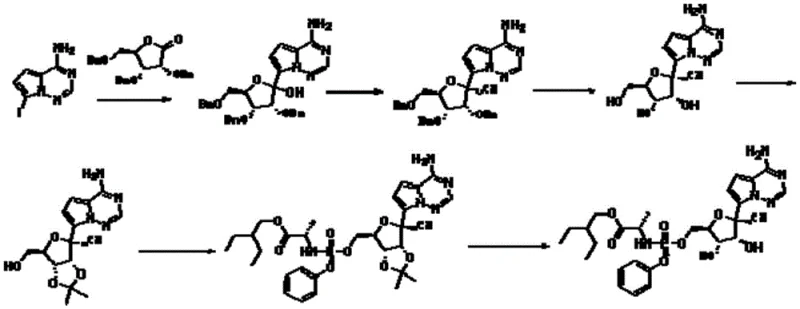
Prior to the innovations detailed in CN113214320A, the synthesis of Remdesivir was fraught with significant technical and economic challenges that hindered efficient commercial scale-up. As illustrated in the earlier synthetic routes, such as those disclosed in US2016122374A1 and reported in Nature 2016, traditional methods often relied on complex multi-step sequences that were difficult to control on an industrial level. These legacy processes frequently necessitated the use of column chromatography multiple times throughout the synthesis, a technique that is notoriously solvent-intensive, time-consuming, and costly when applied to metric-ton scales. Furthermore, the reliance on preparative High-Performance Liquid Chromatography (HPLC) for chiral separation introduced substantial inefficiencies, limiting throughput and driving up the cost of goods sold (COGS). The harsh reaction conditions often required in these older pathways also posed safety risks and led to the formation of diverse impurities, complicating the purification landscape and reducing overall yield.
The Novel Approach
In stark contrast to the cumbersome nature of prior art, the novel approach presented in this patent offers a streamlined and economically viable alternative designed specifically for industrial amplification. By re-engineering the synthetic pathway, the inventors have eliminated the dependency on repetitive column chromatography and preparative HPLC, replacing them with more scalable unit operations like crystallization and filtration. The new route leverages mild reaction conditions that are easy to control, typically operating within a narrow and safe temperature range, which drastically reduces the risk of thermal runaways and side reactions. This methodological shift not only simplifies the operational workflow for plant technicians but also significantly enhances the environmental profile of the manufacturing process by reducing solvent waste. The result is a robust protocol that delivers high yields of the target compound with superior purity, making it an ideal candidate for reliable pharmaceutical intermediate supplier networks aiming to secure the global supply chain.
Mechanistic Insights into Ketal Protection and Phosphorylation Strategy
The core of this synthetic breakthrough lies in the strategic application of protecting group chemistry and precise stereochemical control. The process initiates with a cyclization reaction where Compound 1 is treated with cyclopentanone and p-toluenesulfonic acid. This step is critical as it forms a cyclic ketal protection on the sugar moiety, effectively masking the reactive hydroxyl groups to prevent unwanted side reactions during subsequent transformations. The choice of cyclopentanone as both a reagent and solvent is a deliberate optimization that facilitates the formation of the desired stereoisomer while maintaining a homogeneous reaction mixture. Following this, the amino group on the pyrrolo-triazine base is protected using a tert-butyloxycarbonyl (BoC) group. This BoC protection is essential for stabilizing the nucleobase against the harsh conditions of the upcoming phosphorylation step, ensuring that the phosphorus moiety attaches exclusively to the intended hydroxyl position on the ribose ring without attacking the exocyclic amine.
Furthermore, the chiral resolution step serves as a pivotal mechanism for ensuring optical purity, which is a non-negotiable requirement for antiviral efficacy. By utilizing isopropanol under reflux conditions, the process selectively crystallizes the desired enantiomer (Compound 4), effectively purging the unwanted stereoisomer from the bulk material. This crystallization-driven resolution is far more scalable than chromatographic separation. The subsequent phosphorylation involves the reaction of the resolved intermediate with phenyl dichlorophosphate in the presence of triethylamine. This generates a reactive phosphorochloridate intermediate in situ, which is then immediately subjected to nucleophilic substitution by S-2-aminopropionic acid-2-ethylbutyl ester. This 'one-pot' style progression minimizes the exposure of sensitive intermediates to degradation, thereby preserving the integrity of the P-N bond and the nitrile group, ultimately leading to the high-purity final product after deprotection.
How to Synthesize Remdesivir Efficiently
Implementing this synthesis route requires strict adherence to the optimized parameters defined in the patent to ensure reproducibility and safety. The process is designed to be modular, allowing for quality control checkpoints at each intermediate stage (Compounds 2 through 7). Operators must pay close attention to temperature gradients, particularly during the exothermic phosphorylation and the acidic deprotection stages, to maintain the structural integrity of the molecule. The following guide outlines the standardized operational procedure derived from the patent examples, providing a clear roadmap for laboratory and pilot-scale execution.
- Perform cyclization of compound 1 using cyclopentanone and p-toluenesulfonic acid to generate the protected intermediate compound 2.
- Execute Boc protection on compound 2 using di-tert-butyl dicarbonate in dichloromethane to yield compound 3.
- Conduct chiral resolution of compound 3 in refluxing isopropanol to isolate the optically pure compound 4.
- Carry out phosphorylation of compound 4 with phenyl dichlorophosphate followed by substitution with S-2-aminopropionic acid ester to form compound 6.
- Finalize the synthesis by deprotecting compound 6 with hydrochloric acid and refining the crude product in isopropanol to obtain Remdesivir.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this novel synthesis method translates into tangible strategic benefits that extend beyond mere technical feasibility. The primary value proposition is the drastic simplification of the manufacturing workflow, which directly correlates to reduced operational expenditures and enhanced supply reliability. By removing the need for resource-intensive purification techniques like column chromatography, manufacturers can significantly lower their solvent procurement costs and waste disposal fees. This efficiency gain allows for a more competitive pricing structure in the volatile market for antiviral intermediates. Moreover, the use of common, low-cost reagents such as cyclopentanone and isopropanol mitigates the risk of raw material shortages, ensuring a steady flow of production inputs even during global supply chain disruptions.
- Cost Reduction in Manufacturing: The elimination of preparative HPLC and multiple column chromatography steps represents a massive reduction in processing time and consumable costs. Traditional methods often suffer from low throughput due to the slow nature of chromatographic separation; by switching to crystallization-based purification, the cycle time per batch is drastically shortened. This increased throughput means that existing manufacturing assets can produce significantly more product over the same period, effectively lowering the fixed cost per kilogram. Additionally, the high yield reported in the patent examples implies less raw material waste, further driving down the variable costs associated with producing high-purity pharmaceutical intermediates.
- Enhanced Supply Chain Reliability: The robustness of this synthetic route ensures consistent output quality, which is critical for maintaining long-term contracts with API manufacturers. The mild reaction conditions reduce the likelihood of batch failures caused by thermal excursions or uncontrollable exotherms, a common risk in more aggressive chemical processes. Because the process relies on standard chemical engineering unit operations rather than specialized separation equipment, it can be easily replicated across multiple manufacturing sites. This geographic flexibility diversifies supply risk and prevents single-point failures, guaranteeing that downstream drug formulation partners receive their materials on schedule without interruption.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this method offers a cleaner profile that aligns with increasingly stringent global regulations. The reduction in solvent usage and the avoidance of heavy metal catalysts or toxic reagents simplify the wastewater treatment process, lowering the burden on environmental compliance teams. The scalability is inherent in the design; the use of refluxing solvents and ambient temperature reactions translates seamlessly from kilogram-scale R&D batches to multi-ton commercial production. This ease of scale-up allows suppliers to rapidly respond to surges in demand, such as those seen during pandemic outbreaks, without requiring extensive capital investment in new infrastructure.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this Remdesivir synthesis technology. These insights are derived directly from the comparative data and beneficial effects described in the patent documentation, providing clarity on how this method outperforms historical precedents. Understanding these nuances is essential for technical teams evaluating the feasibility of technology transfer and for commercial teams negotiating supply agreements based on cost and quality metrics.
Q: How does this novel synthesis method improve upon prior art routes for Remdesivir?
A: Unlike prior art methods disclosed in US2016122374A1 or Nature 2016 which often require multiple column chromatography separations and preparative HPLC, this novel route utilizes mild reaction conditions and crystallization-based purification. This significantly simplifies the workflow, reduces solvent consumption, and eliminates the need for expensive chiral separation equipment, making it highly suitable for industrial mass production.
Q: What are the key advantages regarding yield and purity in this process?
A: The process described in patent CN113214320A achieves high product yield and high purity through a carefully controlled sequence of protection and resolution steps. By employing specific solvents like cyclopentanone for cyclization and isopropanol for resolution, the method minimizes side reactions and impurity formation. The final refining step ensures that the Remdesivir compound meets stringent pharmaceutical quality standards without complex purification techniques.
Q: Is this synthesis route scalable for commercial manufacturing?
A: Yes, the technical scheme is specifically designed for industrial amplification. The reaction conditions are maintained within a relatively constant and mild temperature range (e.g., room temperature to 45°C), which ensures process stability and safety on a large scale. Furthermore, the reagents used are low-cost and environmentally friendly, addressing the high cost and pollution issues associated with previous synthetic routes.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Remdesivir Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from patent literature to commercial reality requires a partner with deep technical expertise and proven manufacturing capacity. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the promising yields and purity profiles described in CN113214320A can be realized in a GMP-compliant environment. We understand that the synthesis of complex nucleoside analogues demands rigorous QC labs and stringent purity specifications to meet the exacting standards of global regulatory bodies. Our state-of-the-art facilities are equipped to handle the specific solvent systems and temperature controls required for this ketal protection and phosphorylation sequence, guaranteeing a supply of high-purity Remdesivir intermediates that your R&D and production teams can trust.
We invite you to engage with our technical procurement team to discuss how this advanced synthesis route can optimize your supply chain and reduce your overall manufacturing costs. By leveraging our capabilities, you can secure a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. We encourage potential partners to contact us directly to request specific COA data and route feasibility assessments, allowing you to make informed decisions based on hard data and our commitment to excellence in fine chemical manufacturing.