Advanced Triazole Manufacturing Process Delivers Scalable Solutions for Pharmaceutical Supply Chain Optimization
Patent CN113105402B presents a groundbreaking methodology for synthesizing pharmacologically significant 3,4,5-trisubstituted 1,2,4-triazole compounds through an innovative iodine-catalyzed process that fundamentally transforms traditional synthetic approaches in pharmaceutical intermediate manufacturing. This novel technique eliminates the persistent challenges associated with transition metal catalysts and stringent anhydrous reaction environments that have historically complicated production workflows while introducing substantial purification burdens across multiple manufacturing sites globally. By leveraging commercially available starting materials such as aryl ketones and trifluoroethylimide hydrazides within dimethyl sulfoxide solvent systems this approach enables construction of complex heterocyclic frameworks under standard atmospheric conditions without requiring specialized infrastructure investments or moisture-sensitive handling protocols. The methodology has been rigorously validated through extensive experimental trials demonstrating consistent performance across diverse substrate combinations while maintaining excellent yield profiles between thirty-seven percent and eighty-six percent as documented in comprehensive experimental data sets.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic routes for multi-substituted triazoles have long relied on transition metal catalysts such as copper or palladium complexes which introduce significant contamination risks requiring complex multi-step purification protocols that substantially increase production costs while compromising yield consistency across different manufacturing scales. These established methods typically demand strictly anhydrous and oxygen-free environments necessitating specialized equipment investments including gloveboxes and solvent purification systems that create substantial capital expenditure barriers while limiting operational flexibility across diverse production facilities worldwide. The reaction conditions frequently involve elevated temperatures or pressures that compromise safety profiles while introducing potential thermal decomposition pathways that generate difficult-to-remove impurities affecting final product quality metrics required by regulatory authorities.
The Novel Approach
The patented methodology overcomes these critical limitations through a unique iodine-mediated reaction pathway operating effectively under standard atmospheric conditions without requiring inert atmosphere or moisture control systems typically associated with conventional approaches. By utilizing elemental iodine as a catalyst instead of transition metals this process eliminates metal contamination concerns while maintaining excellent reaction efficiency across diverse substrate combinations including those containing halogenated or alkoxy-functionalized aromatic systems as demonstrated through comprehensive experimental validation studies.
Mechanistic Insights into Iodine-Mediated Triazole Ring Formation
The reaction mechanism begins with iodine-promoted oxidation of aryl ethyl ketones in dimethyl sulfoxide solvent forming α-diketone intermediates through a Kornblum-type oxidation pathway that occurs readily at elevated temperatures without requiring additional oxidants beyond the catalytic iodine present in the system. This electrophilic transformation enables subsequent condensation with trifluoroethylimide hydrazide to form hydrazone intermediates through dehydration under thermal conditions followed by intramolecular cyclization facilitated by sodium dihydrogen phosphate acting as a mild base promoter which ensures precise regioselectivity during ring closure operations.
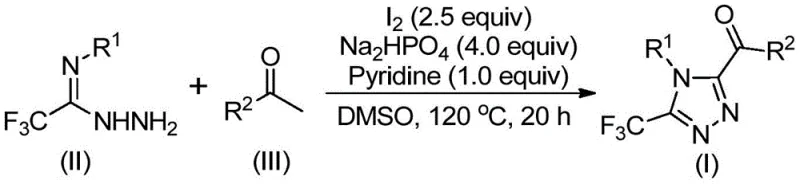
Impurity formation is minimized through precise control of reaction stoichiometry where the molar ratio of sodium dihydrogen phosphate to pyridine to iodine is maintained at four-to-one-to-two-point-five ensuring optimal cyclization efficiency while suppressing competing side reactions that could generate structural impurities affecting final product quality specifications required by pharmaceutical quality standards.
How to Synthesize Triazole Compounds Efficiently
This efficient synthesis route provides pharmaceutical manufacturers with a practical pathway to produce high-value triazole intermediates using standard laboratory equipment without specialized infrastructure requirements while maintaining operational simplicity across diverse manufacturing environments globally. The methodology has been optimized through extensive experimentation to deliver consistent results across multiple substrate combinations while maintaining excellent yield profiles between thirty-seven percent and eighty-six percent as documented in comprehensive experimental data sets.
- Dissolve arylethanone and elemental iodine in dimethyl sulfoxide solvent under standard atmospheric conditions
- Heat reaction mixture to 90–100°C for four hours followed by addition of trifluoroethylimide hydrazide with sodium dihydrogen phosphate
- Maintain temperature at 120°C for sixteen hours then perform standard workup including filtration and column chromatography
Commercial Advantages for Procurement and Supply Chain Teams
This innovative manufacturing process addresses critical pain points in pharmaceutical supply chains by delivering significant operational improvements that translate directly into commercial benefits through enhanced material availability reduced processing complexity and improved environmental sustainability metrics compared to conventional synthetic approaches.
- Cost Reduction in Manufacturing: The elimination of expensive transition metal catalysts removes associated costs related to catalyst procurement specialized waste treatment systems required for heavy metal removal and complex purification protocols typically needed to achieve regulatory compliance standards while maintaining high product quality metrics throughout production cycles.
- Enhanced Supply Chain Reliability: Utilization of commercially available starting materials creates more resilient supply networks with multiple sourcing options that minimize disruption risks from single suppliers or geographic constraints while enabling flexible manufacturing across different facilities without significant retooling investments or extended qualification periods required by specialized equipment-dependent processes.
- Scalability and Environmental Compliance: Demonstrated scalability from laboratory quantities to commercial production volumes ensures reliable delivery timelines during periods of increased market demand while eliminating toxic heavy metals significantly reduces environmental impact through simplified waste stream management protocols compatible with standard organic solvent recovery systems.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial concerns regarding implementation of this patented synthesis method based on extensive experimental validation data from multiple substrate variations across diverse manufacturing scenarios.
Q: How does this method eliminate metal contamination concerns in pharmaceutical intermediates?
A: The process utilizes elemental iodine instead of transition metal catalysts which completely removes metal residue risks during synthesis while maintaining high product purity standards required by regulatory agencies.
Q: Why is this synthesis suitable for industrial scale-up despite complex molecular structures?
A: The methodology operates under standard atmospheric conditions without specialized equipment requirements while demonstrating consistent yields across diverse substrates as validated through multiple experimental trials.
Q: How does this approach reduce manufacturing costs compared to conventional methods?
A: By eliminating expensive transition metal catalysts and complex purification protocols required for metal removal this process significantly lowers material consumption energy requirements and waste treatment expenses.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3,4,5-Trisubstituted 1,2,4-Triazole Compound Supplier
Our patented technology represents a significant advancement in triazole intermediate manufacturing that combines scientific innovation with practical industrial implementation capabilities demonstrated through extensive experience scaling diverse pathways from one hundred kilograms to one hundred metric tons annual commercial production while maintaining stringent purity specifications through rigorous QC labs equipped with state-of-the-art analytical instrumentation meeting global regulatory standards including ICH Q7 guidelines.
We invite you to contact our technical procurement team to request specific COA data and route feasibility assessments tailored to your production requirements through our Customized Cost-Saving Analysis service which evaluates potential efficiency gains based on your current manufacturing parameters.