Innovative Palladium-Catalyzed Synthesis of 2-Trifluoromethyl Quinazolinone Compounds for Commercial Scale Production
The patent CN113045503B introduces a groundbreaking palladium-catalyzed methodology for synthesizing 2-trifluoromethyl substituted quinazolinone compounds, representing a significant advancement in heterocyclic chemistry with direct applications in pharmaceutical manufacturing. This innovative approach addresses longstanding challenges in producing these critical building blocks, which are essential for developing drugs with enhanced bioavailability and metabolic stability due to the strategic incorporation of trifluoromethyl groups. The methodology leverages readily available starting materials and operates under controlled conditions that significantly improve upon conventional synthetic routes, offering pharmaceutical manufacturers a more efficient pathway to high-value intermediates. By eliminating the need for pre-functionalized substrates and harsh reaction conditions, this process establishes a new standard for producing quinazolinone derivatives with superior purity profiles required for modern drug development pipelines.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic approaches for 2-trifluoromethyl quinazolinones suffer from multiple critical limitations that hinder their practical application in pharmaceutical manufacturing. Conventional methods typically require harsh reaction conditions, including strong acids or elevated temperatures that can lead to decomposition of sensitive functional groups and generate unwanted byproducts that complicate purification. Many established routes depend on expensive or unstable reagents such as trifluoroacetic anhydride or pre-activated substrates that must be synthesized separately, adding complexity and cost to the overall process. Furthermore, these methods often exhibit narrow substrate scope with poor functional group tolerance, limiting their applicability across diverse molecular architectures required in modern drug discovery. The low yields and extensive purification requirements associated with traditional approaches create significant barriers to commercial scale-up, making them impractical for large-scale pharmaceutical production where consistency and cost-effectiveness are paramount.
The Novel Approach
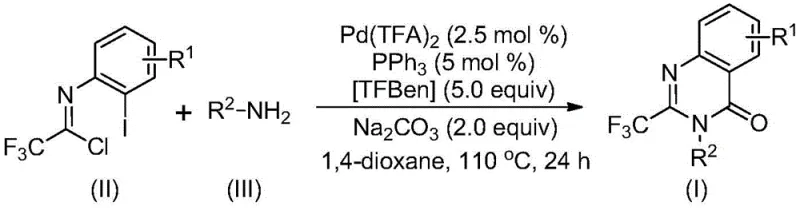
The patented methodology overcomes these limitations through an elegant palladium-catalyzed carbonylation cascade reaction that utilizes readily available trifluoroethylimidoyl chloride and amines as starting materials under mild conditions. This innovative approach operates at a controlled temperature of 110°C with a well-defined catalyst system comprising palladium trifluoroacetate and triphenylphosphine, enabling high-yielding transformations without the need for pre-functionalized substrates. The process demonstrates exceptional substrate compatibility across diverse amine structures while maintaining excellent functional group tolerance, allowing pharmaceutical chemists to access a wide range of quinazolinone derivatives through simple substrate modification. Crucially, the methodology eliminates the requirement for unstable or expensive reagents while providing straightforward workup procedures that facilitate purification and ensure high product purity essential for pharmaceutical applications.
Mechanistic Insights into Palladium-Catalyzed Carbonylation
The reaction mechanism begins with base-promoted intermolecular carbon-nitrogen bond coupling between trifluoroethylimidoyl chloride and amine to form a trifluoroacetamidine intermediate. This key step is followed by oxidative addition of the palladium catalyst into the carbon-iodine bond, generating a divalent palladium species that serves as the catalytic center for subsequent transformations. The TFBen reagent then thermally releases carbon monoxide under reaction conditions, which inserts into the carbon-palladium bond to form an acyl palladium intermediate. This critical step enables the carbonyl group incorporation that defines the quinazolinone core structure. The mechanism proceeds through base-assisted formation of a seven-membered ring palladium intermediate, which ultimately undergoes reductive elimination to yield the desired 2-trifluoromethyl quinazolinone product while regenerating the active palladium catalyst for subsequent catalytic cycles.
The process achieves superior impurity control through its well-defined catalytic cycle that minimizes side reactions commonly observed in conventional methods. The precise stoichiometric control of reagents prevents over-reaction or decomposition pathways, while the mild reaction conditions preserve sensitive functional groups that might otherwise degrade under harsher synthetic approaches. The use of sodium carbonate as a mild base avoids unwanted side reactions that could occur with stronger bases, contributing to cleaner reaction profiles. Additionally, the optimized solvent system (1,4-dioxane) provides ideal solvation properties that promote homogeneous reaction conditions while facilitating subsequent purification steps. This comprehensive control over reaction parameters results in consistently high-purity products with minimal impurity formation across diverse substrate combinations.
How to Synthesize 2-Trifluoromethyl Quinazolinone Efficiently
This patented methodology provides a robust framework for producing high-purity quinazolinone intermediates through a carefully optimized palladium-catalyzed carbonylation process that addresses key challenges in traditional synthetic approaches. The procedure leverages commercially available starting materials and standard laboratory equipment while delivering exceptional substrate scope and functional group tolerance essential for pharmaceutical applications. By operating under precisely controlled conditions with well-defined reagent ratios, this approach ensures consistent product quality and high yields across diverse molecular architectures. The following standardized synthesis protocol outlines the critical parameters required for successful implementation in pharmaceutical manufacturing settings, with detailed operational guidelines provided in the subsequent section.
- Prepare reaction mixture with trifluoroethylimidoyl chloride, amine, palladium trifluoroacetate catalyst, triphenylphosphine ligand, TFBen as CO source, and sodium carbonate base in anhydrous dioxane solvent under inert atmosphere.
- Heat the reaction mixture to precisely 110°C and maintain for 24 hours under continuous stirring to ensure complete conversion while monitoring reaction progress through standard analytical techniques.
- Perform post-reaction processing including filtration, silica gel sample preparation, and column chromatography purification to isolate the target quinazolinone compound with high purity specifications.
Commercial Advantages for Procurement and Supply Chain Teams
This innovative synthetic route delivers substantial commercial benefits by addressing critical pain points in pharmaceutical intermediate procurement and supply chain management. The methodology significantly reduces dependency on specialized or unstable reagents while utilizing readily available starting materials that enhance supply chain resilience and reduce vulnerability to market fluctuations. By eliminating complex multi-step sequences required by conventional approaches, this process creates opportunities for more streamlined manufacturing operations with reduced equipment requirements and lower operational complexity. These advantages translate directly into improved cost structures and enhanced supply chain reliability for pharmaceutical manufacturers seeking consistent access to high-quality quinazolinone intermediates.
- Cost Reduction in Manufacturing: The elimination of expensive pre-functionalization steps and unstable reagents significantly reduces raw material costs while simplifying the overall process flow. The use of commercially available catalysts and ligands at optimized loadings minimizes catalyst expenses without compromising reaction efficiency. Furthermore, the straightforward workup procedure reduces solvent consumption and waste generation compared to traditional methods requiring multiple purification steps, resulting in substantial cost savings across the manufacturing process without requiring specialized equipment or infrastructure.
- Enhanced Supply Chain Reliability: The reliance on widely available starting materials with stable supply chains eliminates dependency on niche chemical suppliers that often create bottlenecks in pharmaceutical manufacturing. The robust nature of the process allows for consistent production across different manufacturing sites without requiring specialized expertise or equipment modifications. This flexibility enables pharmaceutical companies to diversify their supplier base while maintaining consistent product quality, significantly reducing supply chain risks associated with single-source dependencies common in traditional synthetic routes.
- Scalability and Environmental Compliance: The process demonstrates excellent scalability from laboratory to commercial production due to its well-defined parameters and straightforward operational requirements that translate seamlessly across different production scales. The elimination of hazardous reagents and reduction in waste streams aligns with modern environmental regulations while supporting sustainability initiatives within pharmaceutical manufacturing operations. The simplified process flow requires minimal specialized equipment modifications during scale-up, enabling faster technology transfer and more predictable commercial implementation timelines compared to conventional approaches.
Frequently Asked Questions (FAQ)
The following questions address key technical and commercial considerations regarding the implementation of this patented methodology for pharmaceutical intermediate production. These insights are derived directly from the patent documentation and reflect the specific advantages and operational parameters established through rigorous experimental validation.
Q: How does this methodology overcome traditional limitations in quinazolinone synthesis?
A: The palladium-catalyzed carbonylation approach eliminates harsh reaction conditions required by conventional methods, which typically involve unstable reagents or pre-activated substrates. This novel route operates under milder conditions with readily available starting materials, significantly improving substrate compatibility and eliminating the need for expensive pre-functionalization steps that characterize traditional approaches.
Q: What purity advantages does this process offer for pharmaceutical applications?
A: The methodology delivers superior purity profiles through its well-defined catalytic cycle that minimizes side reactions. The absence of transition metal residues in final products is achieved through optimized post-treatment protocols, while the controlled reaction environment prevents common impurities associated with conventional cyclization methods that often require extreme temperatures or strong acids.
Q: How does this process support scalable manufacturing for pharmaceutical intermediates?
A: The process demonstrates excellent scalability from laboratory to commercial production due to its robust reaction parameters and straightforward workup procedures. The use of standard equipment and commercially available reagents enables seamless transition from gram-scale to multi-kilogram production without requiring specialized infrastructure, while maintaining consistent product quality across different batch sizes.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Trifluoromethyl Quinazolinone Supplier
Our company brings extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production while maintaining stringent purity specifications required by global pharmaceutical clients. As a specialized CDMO provider with dedicated R&D facilities and rigorous QC labs, we possess the technical expertise to implement this patented methodology across various production scales while ensuring consistent product quality that meets international regulatory standards. Our integrated manufacturing capabilities enable seamless transition from process development to commercial production, providing pharmaceutical partners with reliable access to high-purity quinazolinone intermediates essential for drug development programs.
We invite you to request a Customized Cost-Saving Analysis tailored to your specific manufacturing requirements through our technical procurement team. Please contact us to obtain detailed COA data and route feasibility assessments that demonstrate how this innovative methodology can enhance your supply chain resilience while delivering substantial value across your pharmaceutical intermediate portfolio.