Revolutionizing Sulfone Production: A Green Ru/C Catalytic Route for Commercial Scale-Up
Introduction to Advanced Sulfone Synthesis Technology
The pharmaceutical and agrochemical industries are constantly seeking more efficient and environmentally benign pathways for synthesizing critical intermediates. A groundbreaking development in this sector is detailed in patent CN110655480A, which discloses a novel synthetic method for sulfone compounds. This technology represents a paradigm shift from traditional oxidation methods by utilizing a heterogeneous Ruthenium on Carbon (Ru/C) catalyst system coupled with sodium periodate (NaIO4) in an aqueous medium. Unlike conventional approaches that rely on hazardous organic solvents and unstable oxidants, this innovation operates under mild conditions—specifically at room temperature between 20°C and 30°C. The significance of this patent lies in its ability to deliver near-quantitative yields, often approaching 100%, while drastically simplifying the downstream purification process. For R&D directors and process chemists, this offers a compelling alternative to legacy methods, promising not only higher purity profiles but also a substantial reduction in environmental footprint through the elimination of volatile organic compounds (VOCs).
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the oxidation of sulfides to sulfones has been fraught with significant technical and safety challenges. Traditional methodologies often employ Ruthenium Tetroxide (RuO4) directly as the oxidant. While effective, RuO4 is notoriously unstable, highly toxic, and prohibitively expensive, posing severe risks during handling and storage. Furthermore, many existing protocols require the use of organic solvents such as dichloromethane or acetonitrile in large volumes, which complicates waste management and increases the overall cost of goods sold (COGS). Literature precedents, such as those by Frenzel et al., describe multi-step oxidation processes that suffer from mediocre total yields, often hovering around 42%, necessitating complex separation techniques to isolate the desired product from side products and unreacted starting materials. These inefficiencies create bottlenecks in supply chains, leading to longer lead times and higher prices for high-purity sulfone intermediates essential for drug manufacturing.
The Novel Approach
The method described in patent CN110655480A elegantly circumvents these obstacles by employing a catalytic amount of Ru/C (0.5-2% molar ratio relative to the substrate) alongside sodium periodate as a terminal oxidant. This system generates the active ruthenium species in situ within a water-based solvent system, effectively neutralizing the toxicity and stability issues associated with handling bulk RuO4. The reaction proceeds smoothly at ambient temperatures, removing the energy costs associated with heating or cryogenic cooling. Crucially, the use of water as the primary solvent not only aligns with green chemistry principles but also facilitates an incredibly simple workup procedure. Post-reaction, the mixture can be filtered to recover the solid catalyst, and the product extracted, yielding pure sulfone compounds without the need for column chromatography or extensive recrystallization. This streamlined workflow translates directly into operational excellence for manufacturing facilities aiming for cost reduction in fine chemical manufacturing.
Mechanistic Insights into Ru/C-Catalyzed Oxidation
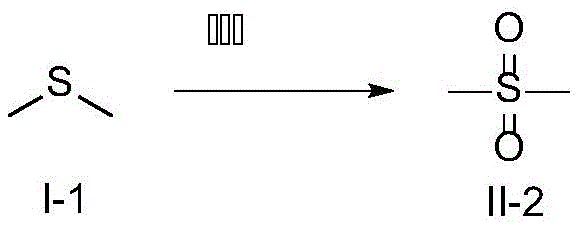
At the heart of this technological advancement is a sophisticated yet robust catalytic cycle involving the in situ generation of high-valent ruthenium species. The Ru/C catalyst serves as a precursor that, upon interaction with sodium periodate (NaIO4) in the aqueous phase, generates trace amounts of soluble Ruthenium Tetroxide (RuO4). This soluble species acts as the actual oxidizing agent, transferring oxygen atoms to the sulfur center of the sulfide substrate (Formula I). The mechanism ensures high chemoselectivity, driving the oxidation state of sulfur from -2 in the sulfide to +4 in the sulfone (Formula II) without over-oxidation to sulfonic acids, which is a common side reaction in less controlled systems. The heterogeneous nature of the Ru/C support allows for easy separation, while the homogeneous active species ensures rapid reaction kinetics. This dual-phase dynamic optimizes the contact between the oxidant and the substrate, resulting in the observed near-quantitative conversion rates.
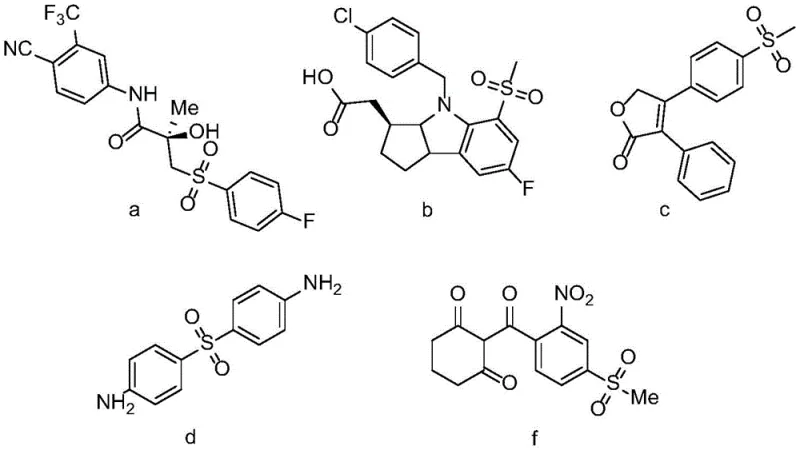
From an impurity control perspective, this mechanism offers distinct advantages. The mild reaction conditions (room temperature) suppress thermal degradation pathways that often generate complex impurity profiles in harsher oxidation protocols. Additionally, the specificity of the periodate/Ru system minimizes the formation of sulfoxide intermediates, ensuring that the reaction proceeds cleanly to the sulfone stage. The patent data demonstrates this across a broad substrate scope, including alkyl sulfides like dimethyl sulfide and diverse aryl sulfides bearing electron-withdrawing or electron-donating groups such as chloro, bromo, and methoxy substituents. This versatility indicates that the electronic nature of the substrate has minimal impact on the reaction efficiency, a critical factor for R&D teams developing libraries of analogs or scaling up specific API intermediates where consistent quality is paramount.
How to Synthesize Sulfone Compounds Efficiently
Implementing this synthesis route requires precise adherence to the stoichiometric ratios and procedural steps outlined in the patent to ensure optimal performance. The process is designed to be operationally simple, leveraging standard laboratory equipment that can be easily adapted for pilot and commercial scales. The key to success lies in the proper preparation of the aqueous catalyst suspension and the controlled addition of the oxidant to maintain the catalytic cycle without excessive accumulation of reactive species. Detailed below is the standardized protocol derived from the patent examples, which serves as a guideline for process engineers looking to validate this technology in their own facilities.
- Prepare the reaction mixture by adding Ru/C catalyst (0.5-2% molar ratio) and Sodium Periodate (1.1 equivalents) to water.
- Add the sulfide substrate (Formula I) to the aqueous suspension and stir at room temperature (20-30°C) for 2-3 hours.
- Filter the reaction mixture to recover the catalyst, extract the product with dichloromethane, wash, dry, and evaporate to obtain the pure sulfone.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this Ru/C-catalyzed methodology presents a multitude of strategic benefits that extend beyond mere chemical efficiency. The transition from organic solvents to water fundamentally alters the cost structure of production. Water is inexpensive, non-flammable, and readily available, eliminating the volatility risks and high procurement costs associated with specialized organic solvents. Furthermore, the simplified workup procedure—filtration followed by extraction—reduces the demand for extensive downstream processing equipment and labor hours. This operational simplicity enhances supply chain reliability by shortening the batch cycle time, allowing manufacturers to respond more agilely to market demands for high-purity sulfone compounds. The ability to produce these intermediates with minimal waste generation also aligns with increasingly stringent environmental regulations, mitigating the risk of compliance-related disruptions.
- Cost Reduction in Manufacturing: The economic implications of this technology are profound. By replacing expensive and hazardous RuO4 with cheap, stable Ru/C, the raw material costs are significantly lowered. Additionally, the catalyst is recoverable and reusable, as demonstrated in the patent examples where the filter cake can be dried and recycled. This circular usage of the catalyst dramatically reduces the consumption of precious metals over time. The near-100% yield means that raw material utilization is maximized, minimizing the cost of wasted starting materials. When combined with the elimination of energy-intensive heating or cooling steps, the overall manufacturing cost per kilogram of product is drastically reduced, providing a competitive edge in pricing strategies for final API or agrochemical products.
- Enhanced Supply Chain Reliability: Supply chain resilience is bolstered by the robustness of this chemical process. The use of commodity chemicals like sodium periodate and water ensures that raw material sourcing is not dependent on niche suppliers or geopolitically sensitive regions. The mild reaction conditions reduce the risk of batch failures due to thermal runaways or equipment malfunctions, ensuring consistent output quality. Moreover, the high purity of the crude product reduces the burden on quality control laboratories, accelerating the release of batches for shipment. This reliability is crucial for maintaining continuous production schedules for downstream customers who depend on just-in-time delivery of critical intermediates for their own synthesis campaigns.
- Scalability and Environmental Compliance: Scaling chemical processes often introduces new challenges, but this aqueous-based method is inherently scalable. The absence of flammable organic solvents reduces the fire hazard rating of the facility, potentially lowering insurance premiums and simplifying safety protocols. The reduction in hazardous waste generation simplifies effluent treatment, making it easier to meet environmental discharge standards. As global regulations tighten around VOC emissions and heavy metal waste, adopting this green chemistry approach future-proofs the manufacturing asset. It allows for the commercial scale-up of complex sulfones without the need for massive capital investment in specialized containment or waste treatment infrastructure, facilitating a smoother path from gram-scale R&D to tonnage-level production.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this sulfone synthesis technology. These insights are derived directly from the experimental data and claims presented in patent CN110655480A, providing a factual basis for decision-making. Understanding these nuances helps stakeholders evaluate the feasibility of integrating this method into their existing production portfolios.
Q: What are the primary advantages of using Ru/C over traditional Ruthenium Tetroxide?
A: Traditional Ruthenium Tetroxide (RuO4) is highly toxic, unstable, and expensive. The patented method uses stable, cheap Ru/C which generates the active oxidant in situ, significantly improving safety and cost-efficiency while maintaining high reactivity.
Q: Can this synthesis method be scaled for industrial production?
A: Yes, the method utilizes water as a solvent and operates at room temperature, eliminating the need for complex heating or cooling systems and hazardous organic solvents, making it highly suitable for large-scale commercial manufacturing.
Q: Is the catalyst reusable in this process?
A: Yes, the heterogeneous Ru/C catalyst can be recovered by simple filtration after the reaction. The patent indicates that the filter cake can be dried and reused, further enhancing the economic viability of the process.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Sulfone Compounds Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the Ru/C-catalyzed oxidation technology for the production of high-value sulfone intermediates. As a leading CDMO partner, we possess the technical expertise and infrastructure to translate this patented methodology into robust, commercial-scale processes. Our team has extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the benefits of this green chemistry approach are fully realized in a GMP-compliant environment. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of sulfone compound meets the exacting standards required by the global pharmaceutical and agrochemical industries.
We invite you to collaborate with us to leverage this advanced synthesis route for your next project. Whether you are looking to optimize an existing supply chain or develop a new intermediate from scratch, our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific needs. Contact us today to request specific COA data and route feasibility assessments, and let us demonstrate how our commitment to innovation and quality can drive value for your organization.