Scalable Production of High-Purity Remdesivir Intermediate via Novel Grignard Protocol
Scalable Production of High-Purity Remdesivir Intermediate via Novel Grignard Protocol
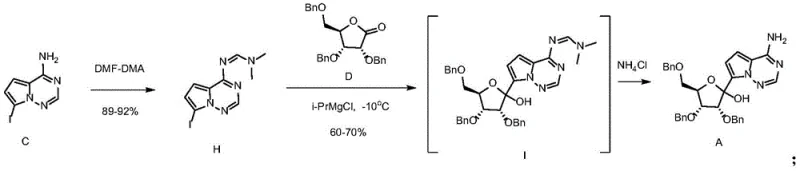
The global pharmaceutical landscape has witnessed an unprecedented demand for antiviral therapeutics, placing immense pressure on the supply chains of critical active pharmaceutical ingredients (APIs) and their precursors. In response to these challenges, recent intellectual property developments, specifically patent CN112876524A, have unveiled a transformative preparation method for a key Remdesivir intermediate, chemically defined as 1-C-(4-aminopyrrolo[2,1-f][1,2,4]triazin-7-yl)-2,3,5-tri-O-benzyl-D-ribofuranose. This technical breakthrough addresses long-standing bottlenecks in nucleoside analogue synthesis by introducing a robust, high-yielding pathway that utilizes mature, commercially available starting materials. The strategic shift away from harsh, low-efficiency protocols towards this refined Grignard-based approach represents a significant leap forward for reliable pharmaceutical intermediate suppliers aiming to secure stable production lines. By optimizing reaction conditions and purification strategies, this method not only enhances chemical efficiency but also aligns with the rigorous quality standards required for high-purity pharmaceutical intermediates destined for clinical and commercial applications.
![Chemical structure of the Remdesivir intermediate 1-C-(4-aminopyrrolo[2,1-f][1,2,4]triazin-7-yl)-2,3,5-tri-O-benzyl-D-ribofuranose](/insights/img/remdesivir-intermediate-synthesis-pharma-supplier-20260306215812-01.png)
The structural complexity of this nucleoside analogue necessitates a synthesis strategy that balances reactivity with selectivity, particularly when handling sensitive ribose derivatives. The target molecule serves as a pivotal building block in the assembly of next-generation antiviral agents, making its efficient production a matter of strategic importance for health security. The patent documentation highlights that the selection of 7-iodopyrrolo[2,1-f][1,2,4]triazin-4-amine as the primary reactant leverages existing market maturity, thereby mitigating raw material sourcing risks. This foundational choice underscores a commitment to cost reduction in pharmaceutical intermediates manufacturing by avoiding exotic or difficult-to-source reagents. Furthermore, the integration of a dimethylformamide dimethyl acetal (DMF-DMA) protection step prior to metalation ensures that the amine functionality remains intact during the subsequent vigorous organometallic transformations, preserving the integrity of the heterocyclic core throughout the synthetic sequence.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historical approaches to synthesizing this critical intermediate, as detailed in prior art such as WO2012012776 and related publications, have been plagued by significant operational inefficiencies and yield limitations that hinder large-scale adoption. Traditional methodologies often rely on the direct reaction of 7-bromo or 7-iodo pyrrolotriazine amines with tribenzyloxyribose lactones under strongly basic conditions, typically employing n-butyllithium or similar aggressive reagents. These harsh conditions frequently lead to the decomposition of the sensitive benzyloxyribose moiety, resulting in inconsistent yields that fluctuate wildly between 20% and 40% depending on the specific substrate and protection strategy employed. Moreover, the crude reaction mixtures generated by these legacy processes are notoriously complex, often necessitating labor-intensive and solvent-heavy column chromatography for purification. This reliance on chromatographic separation not only drastically increases production costs and cycle times but also introduces significant challenges regarding solvent recovery and waste management, rendering these methods economically unviable for commercial scale-up of complex pharmaceutical intermediates.
The Novel Approach
In stark contrast to these cumbersome legacy techniques, the novel methodology disclosed in the patent introduces a sophisticated protection-deprotection strategy that fundamentally alters the reaction landscape to favor higher efficiency and purity. By initially converting the starting amine into a formamidine derivative using DMF-DMA, the process effectively masks the reactive amino group, preventing unwanted side reactions during the subsequent metal-halogen exchange. This strategic modification allows for the use of milder Grignard reagents, such as isopropylmagnesium chloride (i-PrMgCl), at controlled low temperatures ranging from -20°C to -30°C. The result is a dramatic improvement in process robustness, with isolated yields for the final intermediate consistently achieving the 60-70% range, nearly doubling the efficiency of the best prior art methods. Crucially, this enhanced selectivity enables the replacement of column chromatography with simple recrystallization techniques, utilizing solvent systems like isopropyl acetate and methyl tert-butyl ether to achieve high-purity solids suitable for downstream processing without the need for extensive purification infrastructure.
Mechanistic Insights into Grignard-Mediated Nucleoside Coupling
The core of this technological advancement lies in the precise orchestration of organometallic chemistry to facilitate the carbon-carbon bond formation between the heterocyclic base and the sugar moiety. The mechanism initiates with the formation of a magnesium-halogen exchange species at the C7 position of the pyrrolotriazine ring, generated by the careful addition of i-PrMgCl to the protected iodide precursor. This step is critical; maintaining the reaction temperature strictly between -20°C and -30°C is essential to stabilize the resulting organomagnesium intermediate while minimizing thermal degradation pathways. Once formed, this nucleophilic species attacks the carbonyl carbon of the 2,3,5-tribenzyloxy-D-ribono-1,4-lactone, opening the lactone ring and establishing the crucial C-C glycosidic linkage. The use of i-PrMgCl, potentially complexed with LiCl, offers superior solubility and reactivity profiles compared to traditional lithium bases, ensuring a homogeneous reaction environment that promotes consistent conversion rates across large batches.
Following the coupling event, the process employs a remarkably mild deprotection strategy that further distinguishes it from conventional acidic or basic hydrolysis methods. The addition of a saturated aqueous ammonium chloride solution serves a dual purpose: it quenches the excess Grignard reagent and simultaneously hydrolyzes the formamidine protecting group to regenerate the free primary amine. This one-pot workup procedure eliminates the need for separate deprotection steps, thereby reducing unit operations and minimizing product exposure to potentially degrading conditions. The resulting crude product, characterized by a significantly cleaner impurity profile due to the high selectivity of the Grignard addition, can then be subjected to a straightforward crystallization process. This mechanistic elegance ensures that the final API intermediate meets stringent purity specifications, with HPLC analysis confirming purity levels exceeding 98% without the need for preparative chromatography, thus validating the method's suitability for GMP manufacturing environments.
How to Synthesize Remdesivir Intermediate Efficiently
The execution of this synthesis protocol requires adherence to strict anhydrous conditions and precise temperature control to maximize the formation of the desired organometallic species while suppressing side reactions. Operators must ensure that all glassware is thoroughly dried and that the reaction atmosphere is maintained under inert nitrogen to prevent moisture ingress, which could prematurely quench the Grignard reagent. The initial protection step involving DMF-DMA should be monitored to ensure complete conversion of the starting amine before proceeding to the metalation phase, as any residual free amine could interfere with the subsequent coupling efficiency. Detailed standard operating procedures for each stage, including reagent addition rates and stirring speeds, are critical for reproducibility.
- React 7-iodopyrrolo[2,1-f][1,2,4]triazin-4-amine with DMF-DMA at 70-100°C to form the protected formamidine intermediate.
- Generate the Grignard reagent using i-PrMgCl at -20 to -30°C, then add 2,3,5-tribenzyloxy-D-ribono-1,4-lactone for coupling.
- Quench the reaction with aqueous ammonium chloride and purify the final product via recrystallization instead of column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this novel synthesis route offers tangible benefits that extend far beyond simple chemical yield improvements, directly impacting the bottom line and operational resilience of pharmaceutical manufacturing. The primary economic driver is the substantial reduction in processing costs achieved by eliminating column chromatography, a unit operation that is notoriously expensive due to high solvent consumption, silica gel costs, and extended processing times. By shifting to a crystallization-based purification workflow, manufacturers can drastically reduce solvent waste volumes and energy consumption associated with solvent recovery, leading to significant operational expenditure savings. Furthermore, the use of mature, commercially available starting materials like 7-iodopyrrolo[2,1-f][1,2,4]triazin-4-amine ensures a stable supply base, mitigating the risks associated with sourcing custom-synthesized or exotic reagents that often plague niche pharmaceutical supply chains.
- Cost Reduction in Manufacturing: The elimination of column chromatography represents a paradigm shift in cost structure, removing the need for expensive stationary phases and vast quantities of elution solvents. This simplification allows for the use of standard reactor vessels for purification via crystallization, significantly lowering capital expenditure requirements for equipment and reducing the footprint of the manufacturing facility. Additionally, the higher overall yield of 60-70% means that less raw material is required to produce the same amount of final product, directly lowering the cost of goods sold (COGS) and improving margin potential for high-volume production runs.
- Enhanced Supply Chain Reliability: By relying on widely available commodity chemicals and avoiding complex, multi-step protection schemes that require specialized reagents, this method enhances the robustness of the supply chain. The simplified process flow reduces the number of potential failure points, ensuring more consistent batch-to-batch quality and reliable delivery schedules. This reliability is crucial for meeting the demanding timelines of global health initiatives and commercial drug launches, where supply interruptions can have severe consequences. The ability to source raw materials from multiple vendors further diversifies supply risk, providing procurement teams with greater negotiating power and flexibility.
- Scalability and Environmental Compliance: The transition from chromatographic purification to crystallization inherently improves the environmental profile of the manufacturing process by reducing hazardous waste generation. Crystallization solvents such as isopropyl acetate and methyl tert-butyl ether are easier to recover and recycle compared to the complex mixtures often used in chromatography, facilitating compliance with increasingly stringent environmental regulations. Moreover, the mild reaction conditions and simplified workup procedures make the process highly amenable to scale-up from kilogram to multi-ton scales without the need for specialized equipment, ensuring that production capacity can be rapidly expanded to meet surging market demand.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this advanced synthesis method, drawing directly from the experimental data and process descriptions provided in the patent literature. Understanding these nuances is essential for technical teams evaluating the feasibility of technology transfer and for commercial teams assessing the value proposition of this new supply source.
Q: How does the new synthesis method improve yield compared to conventional routes?
A: The novel method described in patent CN112876524A achieves yields of 60-70% for the final intermediate, significantly outperforming conventional methods which often struggle with yields between 20-40% due to substrate decomposition.
Q: Does this process require column chromatography for purification?
A: No, a key advantage of this protocol is the elimination of column chromatography. The final product can be purified effectively through recrystallization using solvents like isopropyl acetate and methyl tert-butyl ether, facilitating large-scale manufacturing.
Q: What are the critical reaction conditions for the Grignard step?
A: The Grignard coupling step requires strict temperature control between -20°C and -30°C using i-PrMgCl or n-BuLi to prevent the decomposition of the sensitive benzyloxyribose lactone while ensuring efficient nucleophilic attack.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Remdesivir Intermediate Supplier
As the pharmaceutical industry continues to evolve, the ability to rapidly scale complex synthetic pathways from laboratory benchtops to commercial manufacturing suites is a defining capability of a true partner. NINGBO INNO PHARMCHEM possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from pilot plant to full-scale manufacturing is seamless and compliant with global regulatory standards. Our state-of-the-art facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications, guaranteeing that every batch of Remdesivir intermediate meets the exacting requirements necessary for downstream API synthesis. We understand that in the fast-paced world of antiviral drug development, time is of the essence, and our optimized processes are designed to minimize lead times while maximizing output quality.
We invite global pharmaceutical partners to engage with our technical procurement team to discuss how this innovative synthesis route can be integrated into your supply chain. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic benefits specific to your volume requirements. We encourage potential clients to contact us directly to obtain specific COA data and route feasibility assessments, allowing you to make informed decisions based on hard data and proven performance. Together, we can secure the supply of critical antiviral intermediates and contribute to the global effort against emerging viral threats.