Advanced Iodine-Promoted Cyclization for High-Purity 3-Trifluoromethyl-1,2,4-Triazoles
Introduction to Next-Generation Triazole Synthesis
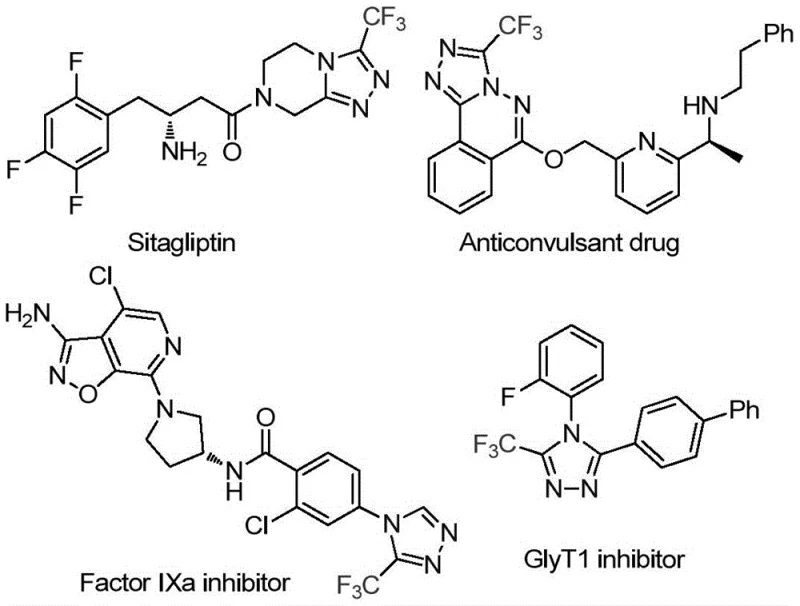
The pharmaceutical industry continuously seeks robust methodologies for constructing nitrogen-rich heterocycles, particularly those bearing fluorinated motifs which are critical for metabolic stability and bioavailability. Patent CN114920707B introduces a groundbreaking preparation method for 3-trifluoromethyl substituted 1,2,4-triazole compounds, addressing long-standing challenges in heterocyclic synthesis. This technology leverages the ubiquitous solvent N,N-dimethylformamide (DMF) not merely as a medium, but as an active carbon source, facilitating a tandem cyclization promoted by molecular iodine. The significance of this approach is underscored by the prevalence of the 1,2,4-triazole scaffold in blockbuster medications and bioactive inhibitors, such as Factor IXa inhibitors and GlyT1 inhibitors, where the trifluoromethyl group plays a pivotal role in enhancing physicochemical properties. By utilizing readily available starting materials and operating under ambient air conditions, this invention represents a paradigm shift towards more sustainable and economically viable pharmaceutical intermediate manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic routes to 3-trifluoromethyl-1,2,4-triazoles often suffer from significant operational drawbacks that hinder large-scale production. Conventional methods typically rely on harsh reaction conditions, requiring strictly anhydrous and anaerobic environments to prevent side reactions and decomposition of sensitive intermediates. Furthermore, these legacy processes frequently necessitate the use of expensive, specialized reagents to introduce the necessary carbon fragments, leading to inflated raw material costs and complex waste streams. The multi-step nature of many classical syntheses also results in lower overall yields due to cumulative losses during isolation and purification stages. For procurement managers and supply chain heads, these factors translate into higher costs, longer lead times, and increased vulnerability to supply disruptions for critical API intermediates.
The Novel Approach
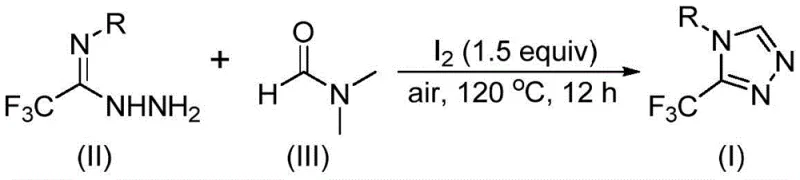
In stark contrast, the methodology disclosed in CN114920707B offers a streamlined, one-pot solution that drastically simplifies the synthetic landscape. The core innovation lies in the utilization of DMF as a dual-function reagent, acting simultaneously as the solvent and the C1 carbon synthon. This eliminates the need for external formylating agents, thereby reducing the number of input materials and simplifying the bill of materials. The reaction is promoted by molecular iodine, a cost-effective and easily handled halogen source, and proceeds efficiently under air atmosphere at temperatures between 110°C and 130°C. This robustness allows for operation in standard glass-lined reactors without the need for specialized inert gas manifolds, representing a substantial advancement in cost reduction in pharmaceutical intermediate manufacturing. The versatility of this method is further demonstrated by its tolerance to a wide range of functional groups on the substrate, enabling the synthesis of diverse derivatives suitable for various drug discovery programs.
Mechanistic Insights into Iodine-Promoted Tandem Cyclization
Understanding the mechanistic underpinnings of this transformation is crucial for R&D directors aiming to optimize process parameters and control impurity profiles. The reaction mechanism involves the activation of DMF by molecular iodine, which facilitates the cleavage of the solvent molecule to generate reactive intermediates. Specifically, the patent elucidates two potential pathways depending on which fragment of the DMF molecule participates. In one pathway, the formyl group of DMF undergoes condensation with the trifluoroethyliminohydrazide to form a hydrazone intermediate, followed by intramolecular cyclization and elimination of dimethylamine. Alternatively, the N-methyl group of DMF can react with iodine to form an amine salt, which then engages in nucleophilic addition with the hydrazide. This sequence leads to the formation of an azadiene intermediate, which subsequently undergoes oxidative aromatization to yield the final 3-trifluoromethyl-1,2,4-triazole product. This dual-pathway capability ensures high reaction efficiency and broad substrate scope.
From an impurity control perspective, the use of iodine as a promoter is particularly advantageous due to its volatility and ease of removal during workup, minimizing the risk of heavy metal contamination in the final product. The reaction conditions are mild enough to preserve sensitive functional groups on the aromatic ring of the substrate, such as halogens, alkoxy, and alkylthio groups, which are often present in complex drug candidates. The mechanism ensures that the trifluoromethyl group remains intact throughout the cyclization process, preserving the desired electronic and steric properties of the molecule. This level of chemoselectivity is essential for producing high-purity pharmaceutical intermediates that meet stringent regulatory standards for downstream coupling reactions.
How to Synthesize 3-Trifluoromethyl-1,2,4-Triazoles Efficiently
The practical implementation of this synthesis route is designed for ease of execution in both laboratory and pilot plant settings. The protocol requires minimal specialized equipment, relying on standard heating and stirring capabilities. The process begins with the charging of trifluoroethyliminohydrazide and molecular iodine into the reactor, followed by the addition of DMF. The simplicity of the reagent setup reduces the potential for operator error and enhances safety profiles. Detailed standardized operating procedures regarding stoichiometry, addition rates, and quenching protocols are critical for ensuring consistent batch-to-batch quality. For a comprehensive guide on the specific molar ratios and workup techniques validated in the patent examples, please refer to the technical steps outlined below.
- Charge a reaction vessel with trifluoroethyliminohydrazide, molecular iodine (1.5 equivalents), and DMF solvent.
- Heat the mixture to 110-130°C under air atmosphere and stir for 10-15 hours to facilitate the tandem cyclization.
- Upon completion, perform standard post-treatment including filtration, washing, and column chromatography to isolate the high-purity triazole product.
Commercial Advantages for Procurement and Supply Chain Teams
For stakeholders focused on the bottom line and supply continuity, this patented technology offers compelling economic and logistical benefits. The shift from specialized reagents to commodity chemicals like DMF and iodine fundamentally alters the cost structure of producing these valuable heterocycles. By removing the dependency on exotic carbon sources and eliminating the need for inert atmosphere infrastructure, manufacturers can achieve significant operational expenditure savings. These efficiencies directly contribute to cost reduction in API manufacturing, allowing for more competitive pricing of the final active pharmaceutical ingredients. Furthermore, the robustness of the reaction conditions means that production schedules are less susceptible to delays caused by equipment maintenance related to gloveboxes or nitrogen generators.
- Cost Reduction in Manufacturing: The substitution of expensive, specialized C1 donors with bulk solvent DMF results in a drastic reduction in raw material costs. Additionally, the elimination of anhydrous and anaerobic requirements lowers energy consumption and capital investment in specialized reactor systems. This lean manufacturing approach ensures that the production of complex heterocycles remains economically viable even at smaller scales, providing flexibility for clinical trial material supply.
- Enhanced Supply Chain Reliability: DMF and molecular iodine are globally available commodity chemicals with stable supply chains, unlike many niche reagents used in traditional triazole synthesis. This availability mitigates the risk of production stoppages due to raw material shortages. The simplified process flow also reduces the number of unit operations, shortening the overall manufacturing cycle time and enabling faster response to market demand fluctuations for pharmaceutical intermediates.
- Scalability and Environmental Compliance: The reaction operates in a single phase with a common solvent, facilitating straightforward scale-up from gram to ton quantities without significant re-optimization. The absence of toxic heavy metal catalysts simplifies waste treatment and disposal, aligning with increasingly stringent environmental regulations. This green chemistry profile enhances the sustainability credentials of the supply chain, a key metric for modern pharmaceutical procurement strategies.
Frequently Asked Questions (FAQ)
The following questions address common technical inquiries regarding the implementation and scope of this synthesis method. These answers are derived directly from the experimental data and claims within the patent documentation, providing clarity on reaction parameters and substrate compatibility. Understanding these details is essential for process chemists evaluating the feasibility of adopting this route for their specific projects. The robustness of the method across various substituted substrates confirms its utility as a general platform for triazole construction.
Q: What is the primary advantage of using DMF in this triazole synthesis?
A: DMF serves a dual role as both the reaction solvent and the carbon source (C1 synthon), eliminating the need for separate, expensive formylating agents and simplifying the supply chain.
Q: Does this process require strict anhydrous or anaerobic conditions?
A: No, the patent explicitly states that the reaction proceeds efficiently under air atmosphere without the need for anhydrous or oxygen-free environments, significantly reducing operational complexity.
Q: What is the typical reaction temperature and time for this cyclization?
A: The optimal reaction conditions involve heating the mixture to between 110°C and 130°C for a duration of 10 to 15 hours to ensure complete conversion.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3-Trifluoromethyl-1,2,4-Triazole Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic importance of efficient heterocycle synthesis in the development of next-generation therapeutics. Our team of expert process chemists has extensively evaluated the technology described in CN114920707B and is fully equipped to translate this academic innovation into commercial reality. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with consistency and precision. Our state-of-the-art facilities are designed to handle iodine-promoted reactions safely and efficiently, while our rigorous QC labs guarantee that every batch meets stringent purity specifications required for GMP manufacturing.
We invite you to collaborate with us to leverage this advanced synthesis route for your drug development programs. By partnering with NINGBO INNO PHARMCHEM, you gain access to a Customized Cost-Saving Analysis tailored to your specific volume requirements. Please contact our technical procurement team today to request specific COA data and route feasibility assessments for your target 3-trifluoromethyl-1,2,4-triazole derivatives. Let us help you accelerate your timeline to market with reliable, high-quality intermediates.