Scalable Production of 3-Trifluoromethyl-1,2,4-Triazoles via Molybdenum-Copper Co-Catalysis
Scalable Production of 3-Trifluoromethyl-1,2,4-Triazoles via Molybdenum-Copper Co-Catalysis
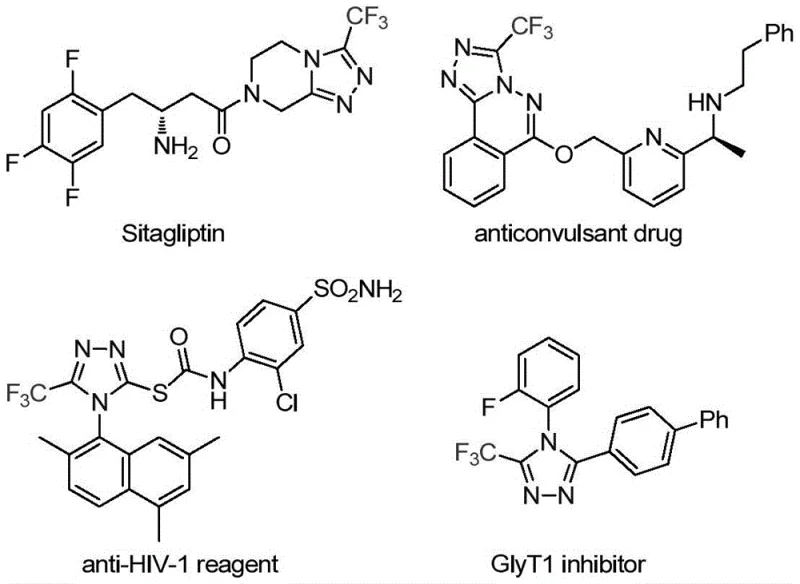
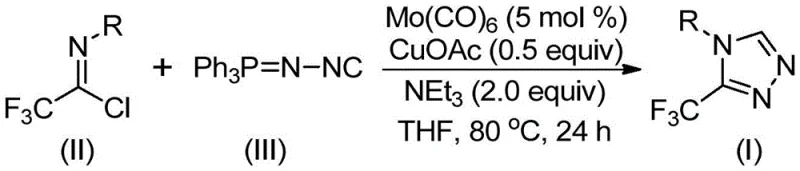
The pharmaceutical industry continuously seeks robust synthetic routes for heterocyclic scaffolds that serve as critical building blocks for next-generation therapeutics. A significant breakthrough in this domain is detailed in Chinese Patent CN113307778A, which discloses a highly efficient preparation method for 3-trifluoromethyl substituted 1,2,4-triazole compounds. These nitrogen-containing heterocycles are ubiquitous in medicinal chemistry, found in prominent drugs such as Sitagliptin and various antifungal agents, where the trifluoromethyl group enhances metabolic stability and lipophilicity. The disclosed technology leverages a unique dual-catalyst system involving molybdenum hexacarbonyl and cuprous acetate to facilitate a cycloaddition reaction between trifluoroethylimidoyl chloride and functionalized isonitriles. This approach represents a paradigm shift from traditional methodologies, offering a pathway that is not only chemically elegant but also commercially viable for the production of high-purity pharmaceutical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of trifluoromethyl-substituted 1,2,4-triazoles has been fraught with synthetic challenges that hinder large-scale manufacturing. Traditional literature reports predominantly rely on the cyclization of trifluoroacetyl hydrazine with amidine compounds or the hydrazinolysis of trifluoromethyl-substituted 1,2,4-oxazolinones. These classical routes often suffer from harsh reaction conditions, requiring strong acids or bases that can degrade sensitive functional groups on the substrate. Furthermore, alternative multi-component reactions involving diazonium salts and trifluorodiazoethane pose significant safety hazards due to the explosive nature of diazo compounds, making them unsuitable for kilogram-scale production in standard chemical plants. The limited scope of these older methods often restricts the diversity of substituents that can be introduced, thereby limiting the chemical space available for drug discovery teams exploring structure-activity relationships.
The Novel Approach
In stark contrast, the novel methodology described in the patent utilizes a transition metal co-catalyzed strategy that operates under remarkably mild conditions. By employing trifluoroethylimidoyl chloride and functionalized isonitrile (NIITP) as starting materials, the reaction proceeds smoothly at temperatures between 70°C and 90°C. This thermal profile is significantly more energy-efficient and safer than the extreme conditions required by legacy processes. The use of readily available starting materials eliminates the need for specialized, hazardous precursors like diazonium salts. Moreover, the reaction exhibits exceptional functional group tolerance, successfully accommodating electron-donating groups like methyl and methoxy, as well as electron-withdrawing groups such as fluoro, chloro, and nitro. This versatility allows for the rapid generation of diverse compound libraries, accelerating the lead optimization phase in drug development while ensuring the process remains safe and controllable.
Mechanistic Insights into Mo/Cu Co-Catalyzed Cycloaddition
The success of this synthetic route lies in the synergistic interaction between the molybdenum and copper catalysts, which orchestrate a complex cascade of bond-forming events. Mechanistically, the molybdenum hexacarbonyl serves as a crucial activator for the functionalized isonitrile, forming a transient metal-isocyanide complex that increases the nucleophilicity of the carbon center. Simultaneously, the cuprous acetate promotes a [3+2] cycloaddition between the activated isonitrile and the trifluoroethylimidoyl chloride. This step is pivotal as it constructs the five-membered triazole ring core with high regioselectivity. Following the ring closure, the intermediate undergoes a hydrolysis-mediated elimination of triphenylphosphine oxide, driven by trace water in the system or added molecular sieves, to yield the final stable 3-trifluoromethyl-1,2,4-triazole product. This mechanistic pathway avoids the formation of unstable intermediates common in other routes, ensuring a cleaner reaction profile.
From an impurity control perspective, this mechanism offers distinct advantages for manufacturing high-purity intermediates. The specificity of the metal-ligand interactions minimizes side reactions such as polymerization of the isonitrile or hydrolysis of the imidoyl chloride prior to cyclization. The use of triethylamine as a base effectively scavenges the hydrogen chloride byproduct generated during the reaction, preventing acid-catalyzed decomposition of the sensitive triazole ring. Furthermore, the reaction conditions are optimized to ensure complete conversion of the starting materials, as evidenced by the high yields reported across a broad range of substrates. The resulting crude mixtures are typically clean, allowing for straightforward purification via standard silica gel chromatography, which is essential for meeting the stringent purity specifications required for active pharmaceutical ingredients (APIs).
How to Synthesize 3-Trifluoromethyl-1,2,4-Triazole Efficiently
Implementing this synthesis in a laboratory or pilot plant setting requires careful attention to reagent stoichiometry and reaction parameters to maximize efficiency. The patent outlines a generalized procedure where molybdenum hexacarbonyl, cuprous acetate, triethylamine, and molecular sieves are combined in an aprotic solvent like THF. To this mixture, the key reactants—trifluoroethylimidoyl chloride and the functionalized isonitrile—are added. The reaction is then heated to maintain a temperature between 70°C and 90°C for a duration of 18 to 30 hours. This extended reaction time ensures full conversion, particularly for sterically hindered substrates. Upon completion, the workup involves simple filtration to remove solids and metal residues, followed by concentration and purification. For detailed operational parameters and specific molar ratios optimized for different substrates, please refer to the standardized synthesis guide below.
- Combine molybdenum hexacarbonyl (5 mol%), cuprous acetate (0.5 equiv), triethylamine (2.0 equiv), and molecular sieves in an organic solvent such as THF.
- Add trifluoroethylimidoyl chloride and functionalized isonitrile (NIITP) to the reaction mixture under inert atmosphere.
- Heat the reaction mixture to 70-90°C for 18-30 hours, then filter and purify via column chromatography to isolate the target triazole.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this synthetic route offers compelling economic and logistical benefits over traditional methods. The primary advantage stems from the utilization of base metal catalysts—molybdenum and copper—which are significantly more abundant and cost-effective than precious metals like palladium or rhodium often used in similar heterocycle formations. This substitution drastically reduces the raw material costs associated with catalysis. Additionally, the avoidance of hazardous diazonium salts simplifies regulatory compliance and reduces the overhead costs related to safety infrastructure and waste disposal. The mild reaction conditions also translate to lower energy consumption, as the process does not require cryogenic cooling or extreme heating, further contributing to overall cost reduction in pharmaceutical intermediate manufacturing.
- Cost Reduction in Manufacturing: The economic viability of this process is enhanced by the use of inexpensive and commercially available starting materials. Trifluoroethylimidoyl chloride and functionalized isonitriles are accessible from bulk chemical suppliers, ensuring a stable supply chain without the volatility associated with custom-synthesized precursors. The high atom economy of the cycloaddition reaction means that a larger proportion of the input mass is converted into the desired product, minimizing waste generation. Furthermore, the elimination of expensive noble metal catalysts removes the need for costly metal scavenging steps downstream, which are often required to meet residual metal limits in APIs. These factors collectively drive down the cost of goods sold (COGS) for the final triazole intermediate.
- Enhanced Supply Chain Reliability: Supply chain resilience is bolstered by the robustness and simplicity of the reaction protocol. The tolerance for various functional groups means that a single standardized process can be used to produce a wide array of triazole derivatives, reducing the need for multiple specialized production lines. The starting materials are stable and have long shelf lives, allowing manufacturers to maintain strategic inventory buffers without significant degradation risks. Moreover, the reaction's scalability from gram to kilogram levels, as demonstrated in the patent examples, ensures that the process can seamlessly transition from R&D to commercial production without the need for extensive re-optimization, thereby reducing lead time for high-purity pharmaceutical intermediates.
- Scalability and Environmental Compliance: From an environmental and scaling perspective, this method aligns well with green chemistry principles. The use of THF as a solvent is standard in the industry, and the solvent can be recovered and recycled efficiently. The absence of toxic heavy metals and explosive reagents simplifies the handling of effluent streams, reducing the burden on wastewater treatment facilities. The reaction produces triphenylphosphine oxide as a byproduct, which is a solid that can be easily filtered off, simplifying the purification workflow. This streamlined post-processing capability facilitates the commercial scale-up of complex pharmaceutical intermediates, allowing manufacturers to respond quickly to market demand while maintaining strict environmental compliance standards.
Frequently Asked Questions (FAQ)
To assist technical teams in evaluating this technology for their specific applications, we have compiled answers to common questions regarding the reaction scope and operational details. These insights are derived directly from the experimental data and technical disclosures within the patent documentation. Understanding these nuances is critical for assessing the feasibility of integrating this route into existing manufacturing workflows. The following responses address key concerns regarding catalyst loading, substrate compatibility, and purification strategies that are vital for successful implementation.
Q: What are the optimal reaction conditions for this triazole synthesis?
A: The patent specifies reacting at 70-90°C for 18-30 hours in THF solvent, utilizing a catalytic system of Mo(CO)6 and CuOAc with triethylamine as the base.
Q: Can this method tolerate diverse functional groups on the substrate?
A: Yes, the method demonstrates wide substrate tolerance, successfully synthesizing derivatives with methyl, methoxy, fluoro, chloro, and nitro substituents on the aromatic ring.
Q: Is the purification process complex for large-scale production?
A: The post-treatment is straightforward, involving simple filtration followed by standard silica gel column chromatography, which is easily adaptable for industrial scale-up.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3-Trifluoromethyl-1,2,4-Triazole Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic importance of efficient heterocycle synthesis in the development of modern therapeutics. Our team of expert chemists has thoroughly analyzed the Mo/Cu co-catalyzed pathway and is fully equipped to leverage this technology for your projects. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with consistency and precision. Our state-of-the-art facilities are designed to handle fluorinated chemistry safely, and our rigorous QC labs enforce stringent purity specifications to guarantee that every batch of 3-trifluoromethyl-1,2,4-triazole meets the highest industry standards. We are committed to being a reliable pharmaceutical intermediate supplier that drives your innovation forward.
We invite you to collaborate with us to optimize this synthesis for your specific target molecules. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your volume requirements. Please contact us to request specific COA data for our catalog compounds or to discuss route feasibility assessments for custom synthesis projects. Together, we can accelerate your drug development timeline while achieving significant operational efficiencies.