Scalable Non-Metal Catalyzed Synthesis of 3,4,5-Trisubstituted 1,2,4-Triazole Compounds for Commercial Production
Scalable Non-Metal Catalyzed Synthesis of 3,4,5-Trisubstituted 1,2,4-Triazole Compounds for Commercial Production
The pharmaceutical and fine chemical industries are constantly seeking robust, scalable methodologies for constructing nitrogen-containing heterocycles, particularly those incorporating fluorine motifs which enhance metabolic stability and bioavailability. A significant breakthrough in this domain is detailed in patent CN113105402A, which discloses a highly efficient preparation method for 3,4,5-trisubstituted 1,2,4-triazole compounds. This technology addresses critical bottlenecks in traditional heterocycle synthesis by utilizing a non-metal promoted system that operates under relatively mild and operationally simple conditions. The core innovation lies in the tandem use of iodine and dimethyl sulfoxide (DMSO) to facilitate both oxidation and cyclization steps, thereby streamlining the production of complex scaffolds found in active pharmaceutical ingredients (APIs) such as Maraviroc and Sitagliptin. For R&D directors and procurement specialists, this represents a paradigm shift towards more sustainable and cost-effective manufacturing pathways for high-value intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of polysubstituted 1,2,4-triazoles, especially those bearing trifluoromethyl groups, has relied heavily on transition metal catalysis or harsh reaction environments that pose significant challenges for industrial application. Traditional routes often necessitate the use of expensive heavy metal catalysts like palladium or copper, which not only inflate raw material costs but also introduce severe complications regarding residual metal limits in final drug substances. Furthermore, many existing protocols demand strictly anhydrous and oxygen-free conditions, requiring specialized equipment and inert gas manifolds that increase capital expenditure and operational complexity. These factors collectively contribute to extended lead times and higher production costs, creating supply chain vulnerabilities for manufacturers relying on these conventional synthetic strategies for their key pharmaceutical intermediates.
The Novel Approach
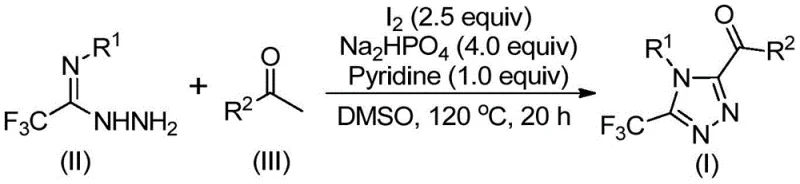
In stark contrast, the methodology described in the patent leverages a metal-free catalytic system driven by elemental iodine, offering a streamlined alternative that drastically simplifies the operational workflow. By employing arylethanone and trifluoroethylimine hydrazide as readily available starting materials, the process eliminates the need for exotic reagents while maintaining high substrate tolerance. The reaction proceeds through a clever cascade where iodine promotes the initial Kornblum oxidation of the ketone to an alpha-diketone, followed by condensation and cyclization in a single pot. This approach not only reduces the number of isolation steps but also mitigates safety risks associated with handling sensitive organometallic reagents, positioning it as a superior choice for reliable pharmaceutical intermediate supplier networks aiming for greener chemistry.
Mechanistic Insights into Iodine-Promoted Tandem Cyclization
The mechanistic pathway of this transformation is a sophisticated interplay of oxidation and condensation chemistry that ensures high fidelity in product formation. Initially, the arylethanone undergoes iodine-mediated alpha-iodination followed by Kornblum oxidation in DMSO to generate a reactive alpha-diketone species in situ. This electrophilic intermediate then engages in a dehydration condensation with the nucleophilic trifluoroethylimine hydrazide to form a hydrazone intermediate. Subsequently, under the combined promotion of iodine and the basic environment provided by pyridine and sodium dihydrogen phosphate, an intramolecular cyclization occurs to close the triazole ring. This sequence is meticulously balanced to prevent over-oxidation or polymerization, ensuring that the trifluoromethyl group remains intact while the acyl functionality is successfully installed at the 5-position of the triazole ring.
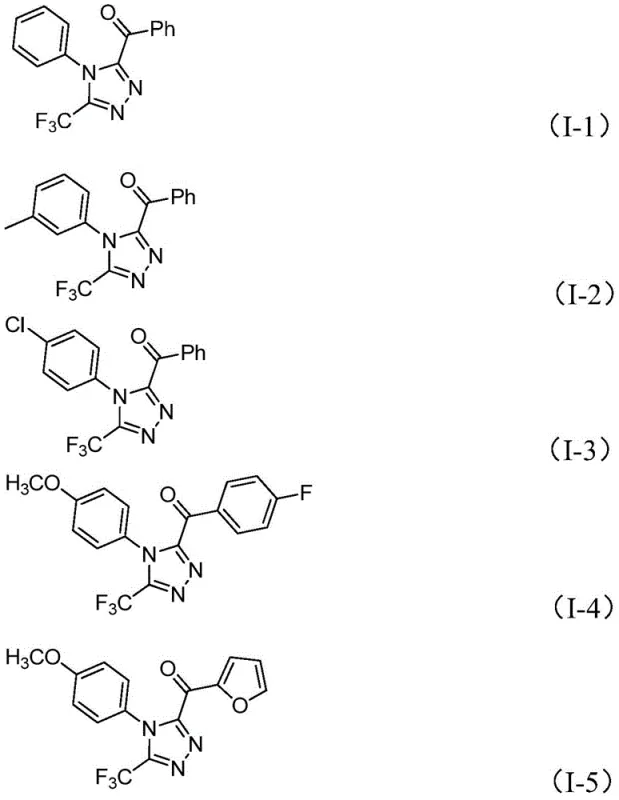
From an impurity control perspective, this mechanism offers distinct advantages by minimizing the formation of side products common in metal-catalyzed cross-couplings. The absence of transition metals precludes the generation of metal-complexed byproducts that are notoriously difficult to remove during downstream processing. Moreover, the use of DMSO as both solvent and oxidant participant ensures a homogeneous reaction medium that facilitates efficient heat and mass transfer, crucial for maintaining consistent quality across batches. The tolerance for various substituents on the aryl rings, including electron-donating methoxy groups and electron-withdrawing halogens, demonstrates the robustness of this catalytic cycle, allowing for the synthesis of a diverse library of analogues without compromising yield or purity profiles.
How to Synthesize 3,4,5-Trisubstituted 1,2,4-Triazole Efficiently
The execution of this synthesis protocol is designed for maximum operational ease, making it accessible for both laboratory-scale optimization and pilot plant operations. The process begins with the activation of the ketone substrate, followed by the sequential addition of the hydrazide component and buffering agents to drive the cyclization to completion. Detailed standard operating procedures regarding stoichiometry, temperature ramping, and workup protocols are essential for reproducibility. For technical teams looking to implement this route, the following guide outlines the critical parameters derived from the patent data to ensure optimal conversion rates and product quality.
- Mix arylethanone and iodine in DMSO, heat to 90-110°C for 4-6 hours to generate the alpha-diketone intermediate via Kornblum oxidation.
- Add trifluoroethylimine hydrazide, sodium dihydrogen phosphate, pyridine, and additional iodine to the reaction mixture.
- Heat the mixture to 110-130°C for 12-20 hours to facilitate dehydration condensation and intramolecular cyclization, followed by purification.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this iodine-promoted synthesis route translates into tangible strategic benefits that extend beyond mere chemical efficiency. The primary value proposition lies in the drastic simplification of the supply chain for raw materials; arylethanones and elemental iodine are commodity chemicals available in bulk quantities globally, reducing dependency on niche suppliers. This abundance ensures supply continuity even during market fluctuations, providing a stable foundation for long-term production planning. Additionally, the elimination of heavy metal catalysts removes the need for expensive scavenging resins and complex purification steps, directly lowering the cost of goods sold (COGS) and accelerating the time-to-market for new drug candidates.
- Cost Reduction in Manufacturing: The economic impact of switching to this metal-free protocol is profound, primarily driven by the substitution of precious metal catalysts with inexpensive elemental iodine. By removing the requirement for rigorous anhydrous conditions, facilities can utilize standard reactor setups without the need for specialized drying trains or inert atmosphere gloveboxes, significantly reducing utility and maintenance costs. Furthermore, the simplified post-treatment process, which involves basic filtration and chromatography rather than complex metal extraction, lowers solvent consumption and waste disposal fees. These cumulative efficiencies result in substantial cost savings that enhance the overall competitiveness of the manufacturing process in the global marketplace.
- Enhanced Supply Chain Reliability: The reliance on widely available starting materials such as substituted acetophenones and hydrazides mitigates the risk of supply disruptions that often plague specialty reagent markets. Since the reaction does not require air-free techniques, logistics and storage requirements are less stringent, allowing for more flexible inventory management. This robustness ensures that production schedules can be maintained consistently, reducing lead times for high-purity pharmaceutical intermediates. The ability to source inputs from multiple vendors further strengthens supply chain resilience, protecting against geopolitical or logistical bottlenecks that could otherwise halt production lines.
- Scalability and Environmental Compliance: From an environmental and regulatory standpoint, this process aligns perfectly with modern green chemistry principles by avoiding toxic heavy metals and minimizing hazardous waste generation. The scalability is evidenced by the successful expansion from gram-level experiments to potential multi-kilogram batches without loss of efficiency, facilitated by the exothermic nature of the oxidation steps which can be managed with standard cooling systems. The use of DMSO, a high-boiling polar aprotic solvent, allows for high-temperature reactions that drive kinetics favorably, while its recyclability adds another layer of sustainability. This compliance with stringent environmental standards simplifies regulatory filings and enhances the corporate sustainability profile of the manufacturing entity.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this novel triazole synthesis technology. These insights are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing clarity for stakeholders evaluating this route for their specific applications. Understanding these nuances is critical for making informed decisions about process adoption and resource allocation.
Q: Does this synthesis require expensive transition metal catalysts?
A: No, the process utilizes elemental iodine as a non-metal promoter, eliminating the need for costly palladium or copper catalysts and simplifying downstream purification.
Q: What are the typical reaction conditions for this triazole formation?
A: The reaction proceeds in dimethyl sulfoxide (DMSO) at elevated temperatures between 110°C and 130°C, using sodium dihydrogen phosphate and pyridine as additives.
Q: Is the process suitable for large-scale manufacturing?
A: Yes, the method avoids strict anhydrous or oxygen-free conditions and uses cheap, commercially available starting materials, making it highly amenable to industrial scale-up.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3,4,5-Trisubstituted 1,2,4-Triazole Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this iodine-mediated synthesis route for producing high-quality heterocyclic building blocks. As a dedicated CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your transition from lab bench to full-scale manufacturing is seamless and efficient. Our state-of-the-art facilities are equipped to handle the specific thermal and solvent requirements of this DMSO-based process, while our rigorous QC labs enforce stringent purity specifications to meet the exacting demands of the global pharmaceutical industry. We are committed to delivering consistent quality and reliability for every batch of 3,4,5-trisubstituted 1,2,4-triazole compounds we produce.
We invite you to collaborate with us to leverage this advanced technology for your next project. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and purity needs. Please contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us demonstrate how our expertise can optimize your supply chain and reduce your overall manufacturing costs effectively.