Advanced Palladium-Catalyzed Carbonylation for Scalable 2,3-Dihydroquinolone Manufacturing
Advanced Palladium-Catalyzed Carbonylation for Scalable 2,3-Dihydroquinolone Manufacturing
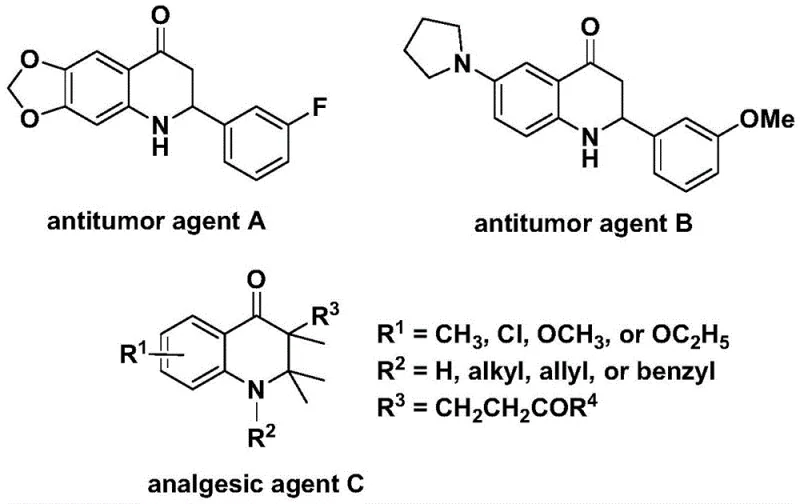
The pharmaceutical industry continuously seeks robust synthetic routes for nitrogen-containing heterocycles due to their prevalence in bioactive molecules. A recent breakthrough detailed in patent CN112239456B introduces a highly efficient preparation method for substituted 2,3-dihydroquinolone compounds, a core scaffold found in numerous potent therapeutic agents. As illustrated in the structural diversity of known bioactive molecules, these skeletons are critical for developing next-generation antitumor and analgesic drugs. The disclosed technology leverages a transition metal palladium-catalyzed carbonylation reaction, utilizing N-pyridine sulfonyl-o-iodoaniline and olefins as primary building blocks. This approach not only streamlines the construction of the quinolone ring system but also addresses critical safety and scalability concerns associated with traditional carbonylation techniques, positioning it as a valuable asset for any reliable pharmaceutical intermediate supplier seeking to optimize their portfolio.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of carbonyl-containing heterocycles has often relied on the direct use of carbon monoxide gas, which presents severe logistical and safety challenges in a manufacturing environment. Handling high-pressure CO cylinders requires specialized infrastructure, rigorous safety protocols, and often results in limited throughput due to gas-liquid mass transfer limitations. Furthermore, traditional methods may suffer from poor functional group tolerance, leading to side reactions that complicate downstream purification and reduce overall yield. Many existing protocols also require harsh reaction conditions or expensive, air-sensitive catalysts that degrade rapidly, increasing the cost of goods sold and creating supply chain bottlenecks. These factors collectively hinder the ability to achieve cost reduction in API manufacturing, particularly when scaling from laboratory benchtop to multi-ton production facilities where safety and consistency are paramount.
The Novel Approach
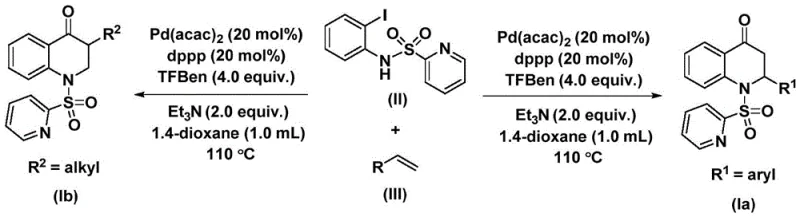
The methodology described in the patent overcomes these hurdles by employing a solid carbon monoxide substitute, specifically 1,3,5-trimesic acid phenol ester (TFBen), which releases CO in situ under thermal conditions. This innovation effectively transforms a hazardous gas-phase reaction into a manageable liquid-phase process, drastically simplifying reactor design and operational safety. The reaction proceeds smoothly in common organic solvents like 1,4-dioxane at moderate temperatures ranging from 100 to 120 °C. By utilizing readily available starting materials such as N-pyridine sulfonyl-o-iodoaniline and various olefins, the process offers exceptional design flexibility. This allows chemists to easily access a wide library of 2-aryl and 3-alkyl substituted derivatives simply by varying the olefin input, thereby accelerating lead optimization campaigns without the need for complex re-synthesis of the core heterocycle.
Mechanistic Insights into Palladium-Catalyzed Carbonylative Cyclization
The catalytic cycle initiates with the oxidative addition of the palladium(0) species into the carbon-iodine bond of the N-pyridine sulfonyl-o-iodoaniline substrate, generating a reactive aryl-palladium intermediate. This step is crucial as it activates the aromatic ring for subsequent functionalization. Following this activation, the carbon monoxide molecule, released from the decomposition of the TFBen additive, inserts into the palladium-carbon bond to form an acyl-palladium species. This carbonyl insertion is the key step that introduces the ketone functionality essential for the quinolone structure. The presence of the bidentate phosphine ligand, such as dppp, stabilizes the palladium center throughout this cycle, preventing catalyst aggregation and maintaining high turnover numbers even at elevated temperatures.
Subsequently, the olefin substrate coordinates to the metal center and undergoes migratory insertion into the acyl-palladium bond, forming a new carbon-carbon bond and extending the molecular framework. This alkene insertion step determines the regioselectivity of the final product, favoring the formation of the six-membered ring system. Finally, an intramolecular nucleophilic attack or reductive elimination occurs, closing the ring to yield the substituted 2,3-dihydroquinolone compound while regenerating the active palladium catalyst. This elegant mechanism ensures high atom economy and minimizes the formation of polymeric byproducts, resulting in a cleaner reaction profile that simplifies the isolation of high-purity intermediates required for stringent regulatory compliance.
How to Synthesize Substituted 2,3-Dihydroquinolone Efficiently
To implement this synthesis effectively, precise control over stoichiometry and reaction parameters is essential to maximize yield and minimize impurities. The process involves charging a reaction vessel with the iodide substrate, the chosen olefin, the palladium catalyst system, and the solid CO source in an anhydrous solvent. The reaction mixture is then heated under an inert atmosphere to facilitate the catalytic cycle described previously. Post-reaction workup typically involves simple filtration to remove insoluble salts followed by standard chromatographic purification, ensuring the final product meets the rigorous quality standards expected by global pharmaceutical partners.
- Combine palladium bis(acetylacetonate), dppp ligand, triethylamine, TFBen (CO source), N-pyridine sulfonyl-o-iodoaniline, and the specific olefin substrate in an organic solvent such as 1,4-dioxane.
- Heat the reaction mixture to a temperature range of 100-120 °C and maintain stirring for a duration of 24 to 48 hours to ensure complete conversion.
- Upon completion, filter the mixture, adsorb the crude product onto silica gel, and purify via column chromatography to isolate the target 2,3-dihydroquinolone derivative.
Commercial Advantages for Procurement and Supply Chain Teams
From a procurement perspective, this technology offers substantial strategic benefits by decoupling production from the volatile supply and safety risks associated with gaseous carbon monoxide. The reliance on stable, solid reagents means that raw material inventory can be managed more predictably, reducing the risk of production stoppages due to gas delivery failures. Furthermore, the use of commodity chemicals like dioxane and triethylamine ensures that solvent and additive costs remain low and stable over time. The robustness of the catalyst system allows for consistent batch-to-batch reproducibility, which is a critical factor for supply chain heads managing long-term contracts for active pharmaceutical ingredients. By adopting this route, manufacturers can secure a more resilient supply chain capable of withstanding market fluctuations and regulatory audits.
- Cost Reduction in Manufacturing: The elimination of specialized high-pressure equipment for CO gas handling translates directly into lower capital expenditure and reduced maintenance costs for production facilities. Additionally, the high efficiency of the reaction minimizes waste generation and solvent consumption per kilogram of product, driving down the overall variable cost of production. The ability to use commercially available palladium catalysts and ligands without the need for custom synthesis further contributes to significant cost savings, making the process economically viable for both small-batch clinical supply and large-scale commercial manufacturing.
- Enhanced Supply Chain Reliability: Since the key starting materials, including the olefins and the iodoaniline derivative, are either commercially available or easily synthesized from bulk chemicals, the risk of raw material shortages is significantly mitigated. This accessibility ensures that production schedules can be maintained without interruption, providing customers with reliable lead times. The simplicity of the post-treatment process, which avoids complex extraction or crystallization steps, also accelerates the turnaround time from reaction completion to finished goods, allowing for faster response to market demand spikes.
- Scalability and Environmental Compliance: The process is inherently scalable, having been demonstrated to work effectively from milligram to gram scales with consistent yields, indicating a smooth path to multi-kilogram and ton-scale production. The use of a solid CO surrogate reduces the environmental footprint by eliminating the potential for gas leaks and reducing the energy intensity associated with gas compression and storage. Moreover, the high selectivity of the reaction reduces the burden on waste treatment facilities, aligning with modern green chemistry principles and helping manufacturers meet increasingly strict environmental regulations without compromising output.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding this synthesis platform, derived directly from the experimental data and scope defined in the patent literature. Understanding these details helps stakeholders evaluate the feasibility of integrating this chemistry into their existing pipelines. These insights are intended to provide clarity on the operational parameters and potential applications of the technology.
Q: What are the primary safety advantages of this carbonylation method?
A: This method utilizes 1,3,5-trimesic acid phenol ester (TFBen) as a solid carbon monoxide substitute, eliminating the need for handling hazardous gaseous CO cylinders, thereby significantly enhancing operational safety in industrial settings.
Q: Can this synthesis tolerate diverse functional groups on the olefin substrate?
A: Yes, the protocol demonstrates excellent substrate compatibility, successfully accommodating various aryl substituents including methyl, chloro, fluoro, and tert-butyl groups, as well as alkyl and silyl chains, without significant yield loss.
Q: Is this process suitable for large-scale commercial production?
A: The invention explicitly states that the method is scalable to the gram level and beyond, utilizing commercially available catalysts and simple post-treatment procedures like filtration and chromatography, making it viable for industrial expansion.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2,3-Dihydroquinolone Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that advanced synthetic methodologies play in accelerating drug discovery and development. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that promising laboratory discoveries can be seamlessly transitioned into robust manufacturing processes. We are committed to delivering high-purity intermediates that adhere to stringent purity specifications, supported by our rigorous QC labs equipped with state-of-the-art analytical instrumentation. Our expertise in palladium-catalyzed transformations allows us to optimize this specific carbonylation route for maximum efficiency and cost-effectiveness, tailored to the unique needs of each client project.
We invite you to collaborate with us to leverage this innovative technology for your next pharmaceutical program. Contact our technical procurement team today to request a Customized Cost-Saving Analysis specific to your target molecule. We are ready to provide specific COA data and comprehensive route feasibility assessments to demonstrate how our capabilities can enhance your supply chain security and drive your project forward with confidence.