Optimizing 2-Isopropyl Thioxanthone Production for High-Efficiency UV Curing Systems
Optimizing 2-Isopropyl Thioxanthone Production for High-Efficiency UV Curing Systems
The global demand for high-performance photoinitiators in the UV curing industry continues to surge, driven by the need for rapid, solvent-free coating technologies in sectors ranging from automotive finishes to optical fiber manufacturing. At the forefront of this chemical evolution is the synthesis of 2-isopropyl thioxanthone, a critical Type II radical photoinitiator known for its exceptional sensitivity and compatibility with various resin systems. Recent technological advancements, specifically detailed in patent CN109928951B, have introduced a transformative approach to producing this key intermediate. By shifting away from traditional solvent-free methodologies that rely on massive excesses of concentrated sulfuric acid, this new process utilizes azeotropic dehydration with specialized organic solvents. This innovation not only addresses the persistent challenge of product discoloration but also fundamentally alters the waste profile of the manufacturing process, offering a compelling value proposition for manufacturers seeking sustainable and cost-effective supply chains.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial preparation of 2-isopropyl thioxanthone has been plagued by significant inefficiencies inherent to the Friedel-Crafts cyclization step. Traditional protocols typically employ concentrated sulfuric acid not merely as a catalyst but as the primary reaction medium, necessitating a molar ratio of acid to substrate that can exceed 10:1. This excessive reliance on mineral acid creates a cascade of downstream complications, primarily the generation of vast quantities of acidic wastewater that poses severe environmental disposal challenges. Furthermore, the harsh conditions often promote oxidative side reactions and charring, resulting in a crude product that is dark yellow or even tan in appearance, necessitating rigorous and yield-reducing purification steps. The presence of residual acid and sulfonated byproducts frequently leads to emulsification during the aqueous workup, making phase separation difficult and extending production cycles unnecessarily.
The Novel Approach
The methodology outlined in the referenced patent represents a paradigm shift by decoupling the solvent function from the catalytic function. Instead of drowning the reaction in acid, the process introduces a water-immiscible organic solvent, such as cyclohexane, methylcyclohexane, or dichloroethane, which acts as an efficient water-carrying agent. This allows the reaction to proceed under reflux conditions where water generated during the cyclization is continuously removed via azeotropic distillation, driving the equilibrium toward the product without requiring a massive excess of dehydrating agent. Crucially, the selection of non-aromatic solvents avoids the sulfonation side reactions common with toluene or xylene, thereby preserving the integrity of the aromatic rings and ensuring a much lighter product color. This strategic modification reduces the sulfuric acid requirement to a mere 1 to 3 equivalents, dramatically simplifying the post-reaction quenching and extraction phases.
Mechanistic Insights into Acid-Catalyzed Cyclization with Azeotropic Dehydration
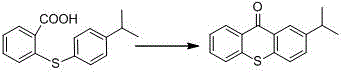
The core chemical transformation involves the intramolecular electrophilic aromatic substitution of 2-(4-isopropylphenylthio)benzoic acid to form the tricyclic thioxanthone skeleton. In the optimized mechanism, the carbonyl oxygen of the carboxylic acid group is protonated by the sulfuric acid, increasing its electrophilicity and facilitating the attack by the electron-rich aromatic ring at the ortho position. The critical innovation lies in the management of the water molecule eliminated during this ring closure. In traditional solvent-free systems, this water dilutes the sulfuric acid, rapidly diminishing its catalytic activity and forcing the use of excess acid to maintain reaction kinetics. By introducing a solvent capable of forming a low-boiling azeotrope with water, the system continuously strips the byproduct water from the reaction zone. This maintains the effective concentration and activity of the sulfuric acid catalyst throughout the duration of the reaction, allowing for high conversion rates with minimal reagent loading.
Impurity control is another vital aspect of this mechanistic refinement, particularly regarding the avoidance of sulfonation. When aromatic solvents like toluene are employed, the strong electrophilic nature of the sulfuric acid medium can lead to the sulfonation of the solvent itself or the substrate, generating benzenesulfonic acid derivatives. These polar byproducts act as surfactants, causing severe emulsification when water is added for quenching, which traps product and complicates isolation. The switch to aliphatic or chlorinated solvents eliminates the possibility of electrophilic aromatic substitution on the solvent matrix. Consequently, the reaction mixture remains homogeneous during the reaction but separates cleanly into distinct organic and aqueous layers upon quenching. This clarity ensures that the final crystallized product exhibits a desirable pale yellow hue, indicative of high chemical purity and minimal conjugated impurities.
How to Synthesize 2-Isopropyl Thioxanthone Efficiently
The synthesis protocol described herein offers a robust pathway for scaling the production of this photoinitiator while maintaining strict quality control standards. The process begins with the dissolution of the thioether acid precursor in a selected non-aromatic solvent, followed by the controlled addition of concentrated sulfuric acid. The mixture is then heated to reflux, utilizing a Dean-Stark trap or similar apparatus to monitor and remove the evolved water. Once the theoretical amount of water has been collected and TLC analysis confirms the disappearance of the starting material, the reaction is cooled and carefully quenched. The following section outlines the standardized operational parameters derived from the patent data to ensure reproducibility and safety.
- Dissolve the precursor 2-(4-isopropylphenylthio)benzoic acid in a non-aromatic organic solvent such as cyclohexane or dichloroethane.
- Add concentrated sulfuric acid catalyst (1-3 equivalents) and heat the mixture to reflux to facilitate azeotropic water removal.
- Upon completion, quench with water, separate the organic phase, and recrystallize the residue to obtain high-purity pale yellow product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the transition to this optimized synthesis route offers tangible benefits that extend far beyond simple yield improvements. The most immediate impact is seen in the drastic reduction of raw material consumption, specifically regarding concentrated sulfuric acid. By lowering the stoichiometric requirement from a solvent-volume scale to a catalytic scale, manufacturers can significantly lower their input costs and reduce the logistical burden associated with handling and storing large volumes of hazardous corrosive materials. This efficiency translates directly into a more lean manufacturing model, where the cost per kilogram of the active photoinitiator is reduced through better atom economy and lower waste disposal fees. Additionally, the simplified workup procedure means that production batches can be turned around more quickly, enhancing overall facility throughput without the need for capital-intensive equipment upgrades.
- Cost Reduction in Manufacturing: The elimination of excess sulfuric acid serves as a primary driver for cost optimization in the production of fine chemical intermediates. Traditional methods generate a large volume of dilute waste acid that requires neutralization and treatment, incurring substantial environmental compliance costs. In contrast, the new process generates a much smaller volume of acidic wastewater, which can be strategically recycled to acidify the sodium salt of the precursor in upstream steps. This closed-loop approach not only saves on fresh acid purchases but also converts a waste liability into a valuable co-product, sodium sulfate, which can be crystallized and sold, effectively turning a disposal cost into a minor revenue stream.
- Enhanced Supply Chain Reliability: The robustness of the new solvent system contributes to greater supply chain stability by minimizing batch-to-batch variability. In older processes, the formation of emulsions during workup often led to unpredictable losses of product in the aqueous phase, creating uncertainty in final yield calculations and delivery schedules. The clean phase separation achieved with non-aromatic solvents ensures consistent recovery rates, allowing for more accurate forecasting and inventory planning. Furthermore, the use of common, commercially available solvents like cyclohexane or dichloroethane ensures that the supply chain is not dependent on niche reagents, mitigating the risk of raw material shortages that could disrupt production timelines.
- Scalability and Environmental Compliance: As regulatory pressures regarding industrial effluent continue to tighten globally, the ability to demonstrate a reduced environmental footprint is a critical competitive advantage. This process inherently aligns with green chemistry principles by minimizing waste generation at the source rather than treating it post-generation. The reduction in acidic wastewater volume simplifies the requirements for on-site treatment facilities, making it easier for manufacturing partners to maintain compliance with local environmental regulations. This scalability ensures that as demand for UV curing materials grows, production can be ramped up from pilot scales to multi-ton commercial volumes without encountering prohibitive waste management bottlenecks.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production and application of 2-isopropyl thioxanthone. These insights are derived directly from the experimental data and process descriptions found in the underlying patent literature, providing a transparent view of the technology's capabilities. Understanding these details is essential for technical teams evaluating the feasibility of integrating this intermediate into their own formulation or manufacturing workflows.
Q: Why are non-aromatic solvents preferred over toluene for this cyclization?
A: Aromatic solvents like toluene undergo undesirable sulfonation side reactions under strong acidic conditions, leading to emulsification during workup and darker product color. Non-aromatic solvents avoid this, ensuring cleaner phase separation.
Q: How does this process reduce environmental impact compared to traditional methods?
A: By reducing sulfuric acid usage from a solvent quantity to a catalytic quantity, the volume of waste acid is drastically lowered. Furthermore, the acidic wastewater can be recycled to acidify the precursor salt, generating saleable sodium sulfate.
Q: What is the typical purity and appearance of the product obtained?
A: The optimized process yields a pale yellow solid with purity levels exceeding 99%, significantly superior to the dark yellow or tan solids produced by excess acid methods.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Isopropyl Thioxanthone Supplier
At NINGBO INNO PHARMCHEM, we understand that the consistency and purity of photoinitiators are paramount to the performance of the final UV-cured products. Our technical team has extensively analyzed advanced synthesis routes, including the azeotropic dehydration method, to ensure our manufacturing processes meet the highest international standards. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that we can meet your volume requirements regardless of market fluctuations. Our facilities are equipped with rigorous QC labs and adhere to stringent purity specifications, guaranteeing that every batch of 2-isopropyl thioxanthone delivered meets the precise optical and chemical criteria required for high-end coatings and inks.
We invite you to collaborate with us to optimize your supply chain for UV curing materials. By leveraging our technical expertise, we can provide a Customized Cost-Saving Analysis tailored to your specific volume needs, demonstrating how our efficient production methods can lower your total landed cost. We encourage potential partners to contact our technical procurement team to request specific COA data and route feasibility assessments, allowing you to validate our quality and capability before making any commitments. Let us be your strategic partner in delivering high-performance chemical solutions to the global market.