Scaling High-Purity 9-Fluorenone Production via Efficient Air Oxidation Technology
Introduction to Advanced 9-Fluorenone Manufacturing
The chemical industry is constantly seeking more efficient pathways to transform abundant coal tar derivatives into high-value pharmaceutical intermediates. A pivotal advancement in this domain is detailed in patent CN103467264A, which outlines a robust method for preparing 9-fluorenone directly from industrial fluorene. This technology represents a significant leap forward by utilizing a biphasic system comprising toluene and water, driven by phase transfer catalysis under mild conditions. Unlike traditional methods that rely on harsh oxidants or extreme temperatures, this approach leverages atmospheric oxygen or air as the primary oxidant, facilitated by an alkali catalyst and a quaternary ammonium salt. For R&D directors and procurement specialists, this patent offers a compelling blueprint for reducing raw material costs while maintaining exceptional product purity. The ability to convert low-cost industrial fluorene, often a surplus byproduct of coal tar processing, into high-purity 9-fluorenone addresses critical supply chain bottlenecks. Furthermore, the process design inherently supports sustainability through the recyclability of solvents and catalysts, aligning with modern green chemistry mandates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 9-fluorenone has been plagued by significant technical and economic inefficiencies that hinder large-scale adoption. Conventional gas-phase oxidation methods, for instance, require operating temperatures exceeding 380°C over solid catalyst beds. While suitable for continuous flow, these high-energy processes suffer from poor selectivity, often leading to deep oxidation byproducts that compromise yield and necessitate complex purification steps. Alternatively, liquid-phase oxidation methods frequently employ polar aprotic solvents such as dimethyl sulfoxide (DMSO) or pyridine. Although these solvents can achieve yields greater than 90%, they present severe downstream processing challenges. The high boiling points and strong solvation properties of DMSO and pyridine make solvent recovery energy-intensive and costly. Moreover, the separation of the product from these solvents often requires extensive washing and distillation, generating substantial chemical waste. Previous attempts to use toluene alone with quaternary ammonium salts without an alkali base have also failed, resulting in negligible conversion rates due to the inability to activate the fluorene methylene group effectively.
The Novel Approach
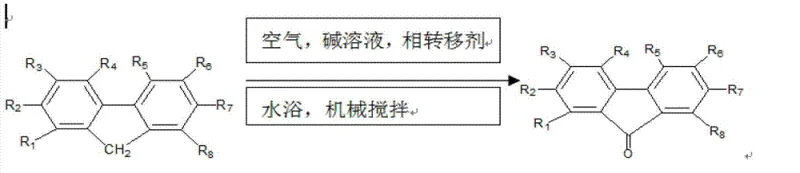
The methodology described in CN103467264A fundamentally reengineers the oxidation landscape by introducing a synergistic biphasic system. By combining toluene as the organic phase and water as the aqueous phase, the process creates an ideal environment for phase transfer catalysis. The addition of a strong alkali, such as sodium hydroxide, in the aqueous phase allows for the deprotonation of the fluorene methylene group, while the quaternary ammonium salt shuttles the reactive species into the organic phase where oxidation by air occurs. This setup operates at remarkably mild temperatures between 30°C and 60°C, drastically reducing energy consumption compared to gas-phase alternatives. Crucially, the use of toluene, a common industrial solvent often derived from the same coal tar sources as fluorene, simplifies the supply chain logistics. The distinct phase separation post-reaction allows for the straightforward recovery of the alkaline aqueous layer and the organic solvent, both of which can be recycled directly back into the process. This closed-loop capability not only minimizes waste discharge but also significantly lowers the variable costs associated with solvent procurement and disposal, making it an economically superior choice for cost reduction in fine chemical manufacturing.
Mechanistic Insights into Phase Transfer Catalytic Oxidation
The core of this technology lies in the intricate interplay between the phase transfer catalyst (PTC), the alkali base, and the oxygen source. In the aqueous phase, the hydroxide ions abstract a proton from the methylene bridge of the fluorene molecule, generating a resonance-stabilized carbanion. However, since fluorene is primarily soluble in the organic toluene phase, the reaction would normally be limited by interfacial contact. The quaternary ammonium salt acts as a molecular ferry, transporting the hydroxide ions or the fluorenyl anion across the phase boundary into the organic layer. Once in the toluene phase, the activated fluorene species reacts rapidly with dissolved oxygen from the sparged air stream. This mechanism ensures that the oxidation proceeds selectively at the methylene position to form the carbonyl group of 9-fluorenone, avoiding ring oxidation or other degradation pathways. The mild thermal conditions prevent the formation of radical species that typically lead to polymerization or over-oxidation, ensuring a clean reaction profile.
From an impurity control perspective, this mechanistic pathway offers distinct advantages for producing high-purity 9-fluorenone. Industrial fluorene often contains impurities like fluorenol, dioxyfluorene, and methylbiphenyl. The specific basicity and phase transfer dynamics of this system are tuned to target the active methylene protons of fluorene preferentially. The patent data indicates that under optimized conditions, the conversion of fluorene can reach 100%, with chromatographic analysis revealing no new impurity peaks other than those originally present in the starting material. This implies that the reaction does not generate secondary byproducts that are difficult to separate. The subsequent recrystallization step using ethanol further refines the product, removing the initial feedstock impurities to achieve purity levels exceeding 99%. For R&D teams, understanding this mechanism is vital for troubleshooting and optimizing the process for substituted fluorene derivatives, as the general reaction formula accommodates various inert substituents on the aromatic rings.
How to Synthesize 9-Fluorenone Efficiently
Implementing this synthesis route requires precise control over the biphasic mixture and mass transfer parameters to ensure maximum efficiency. The process begins with the preparation of two distinct phases: an oil phase containing the industrial fluorene and the quaternary ammonium salt dissolved in toluene, and an aqueous phase consisting of a concentrated alkali solution. These phases are then combined in a reactor equipped with high-shear mechanical stirring to maximize the interfacial area, which is critical for the phase transfer mechanism to function effectively. The reaction is maintained at a controlled temperature, typically between 30°C and 60°C, while air or oxygen is bubbled through the mixture at a regulated flow rate. Monitoring the reaction progress via thin-layer chromatography (TLC) allows operators to determine the exact endpoint when the starting material is fully consumed. Following the reaction, the mixture is allowed to settle, facilitating the gravity separation of the aqueous alkali layer from the organic product layer. The detailed standardized synthetic steps, including specific molar ratios, stirring speeds, and workup procedures, are outlined below for technical reference.
- Preparation of Oil Phase: Dissolve industrial fluorene and quaternary ammonium salt phase transfer catalyst in toluene to form a 10-40wt% solution.
- Preparation of Aqueous Phase: Dissolve alkali metal hydroxide in water to create a 20-55wt% alkaline solution.
- Oxidation Reaction: Mix oil and water phases, stir mechanically at 30-60°C, and introduce air or oxygen until fluorene conversion is complete.
- Workup and Purification: Separate layers, recover alkali and toluene, wash organic layer, and recrystallize the crude product using ethanol.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this phase transfer catalytic oxidation process offers transformative economic and logistical benefits. The primary advantage stems from the drastic simplification of the downstream processing workflow. Traditional methods involving polar solvents often require complex distillation trains or extensive aqueous washing to remove solvent residues, which inflates utility costs and extends batch cycle times. In contrast, the toluene-water system allows for immediate phase separation, enabling the direct recovery and reuse of the expensive alkali catalyst and the bulk organic solvent. This recyclability translates into substantial cost savings by minimizing raw material consumption and reducing the volume of hazardous waste requiring treatment. Furthermore, the reliance on air or oxygen as the oxidant eliminates the need for purchasing, storing, and handling expensive and potentially dangerous stoichiometric oxidants like chromium trioxide or permanganates. This shift not only lowers direct material costs but also reduces the regulatory burden and insurance premiums associated with hazardous chemical storage.
- Cost Reduction in Manufacturing: The elimination of high-boiling polar aprotic solvents like DMSO removes a major cost center associated with solvent recovery and loss. Since toluene is easily distilled and recycled, and the aqueous alkali can be reused without complex purification, the variable cost per kilogram of product is significantly lowered. Additionally, the mild reaction temperatures reduce steam and cooling water consumption, contributing to lower utility bills. The process avoids the use of precious metal catalysts or toxic heavy metal oxidants, thereby removing the costly steps required for metal scavenging and residual metal testing, which are critical for pharmaceutical grade materials.
- Enhanced Supply Chain Reliability: The raw materials for this process are commodity chemicals with robust global supply chains. Industrial fluorene is a plentiful byproduct of coal tar distillation, and toluene is a widely available petrochemical solvent. By avoiding specialized reagents that may be subject to supply shortages or geopolitical constraints, manufacturers can ensure consistent production schedules. The ability to use technical grade fluorene (>95% purity) rather than requiring highly purified starting materials further insulates the supply chain from upstream purification bottlenecks, allowing for greater flexibility in sourcing feedstocks from various coal tar processors.
- Scalability and Environmental Compliance: The process is inherently scalable due to its operation at near-ambient pressure and moderate temperatures, reducing the engineering complexity and capital expenditure required for reactor construction. The use of air as an oxidant generates water as the primary byproduct, aligning with green chemistry principles and simplifying environmental compliance. The aqueous waste stream is primarily alkaline water, which is easier to neutralize and treat compared to the complex organic waste streams generated by traditional oxidation methods. This environmental friendliness facilitates smoother permitting processes and enhances the corporate sustainability profile of the manufacturing site.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this oxidation technology. These insights are derived directly from the experimental data and claims within the patent literature, providing a factual basis for decision-making. Understanding these nuances is essential for evaluating the feasibility of adopting this route for your specific production needs. The answers cover aspects ranging from solvent selection to impurity management, ensuring a comprehensive understanding of the process capabilities.
Q: What are the advantages of using toluene and water as solvents compared to traditional polar aprotic solvents?
A: Traditional methods often utilize polar aprotic solvents like DMSO or pyridine, which are difficult to recover and consume large quantities during separation. The patented biphasic toluene/water system allows for easy phase separation, enabling the direct recycling of both the alkaline catalyst and the organic solvent without complex distillation or treatment processes, significantly lowering operational costs and environmental impact.
Q: Can this process handle industrial-grade fluorene with impurities?
A: Yes, the process is specifically designed to accommodate industrial fluorene with purity greater than 95%, which typically contains impurities such as fluorenol and methylbiphenyl. The mild reaction conditions and specific phase transfer catalysis mechanism ensure high selectivity for the methylene oxidation without promoting deep oxidation or side reactions caused by these impurities, achieving conversion rates up to 100%.
Q: Is the reaction safe for large-scale commercial production?
A: The process operates at relatively low temperatures ranging from 30°C to 60°C under atmospheric pressure, utilizing air or oxygen as the oxidant. This eliminates the thermal hazards associated with high-temperature gas-phase oxidation (often above 380°C) and the safety risks of using strong chemical oxidants, making it highly suitable for safe commercial scale-up in standard stainless steel reactors.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 9-Fluorenone Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic importance of efficient intermediate synthesis in the global pharmaceutical supply chain. Our technical team has extensively analyzed the phase transfer catalytic oxidation route described in CN103467264A and possesses the expertise to implement this technology at an industrial scale. We offer extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory optimization to full-scale manufacturing is seamless. Our facilities are equipped with state-of-the-art rigorous QC labs capable of monitoring reaction progress and verifying final product specifications against stringent purity specifications. We understand that consistency is key for API manufacturers, and our process controls are designed to deliver batch-to-batch reproducibility that meets the highest international standards.
We invite you to collaborate with us to leverage this advanced synthesis method for your supply chain. By partnering with NINGBO INNO PHARMCHEM, you gain access to a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. Our technical procurement team is ready to provide specific COA data from pilot runs and conduct detailed route feasibility assessments to demonstrate how this technology can optimize your bill of materials. Contact us today to discuss how we can support your long-term goals for reliable, cost-effective, and high-quality 9-fluorenone supply.