Advanced Synthesis of Oseltamivir Phosphate: Technical Breakthroughs and Commercial Scalability
Advanced Synthesis of Oseltamivir Phosphate: Technical Breakthroughs and Commercial Scalability
The global demand for effective antiviral therapeutics has placed immense pressure on the supply chains of key active pharmaceutical ingredients (APIs), particularly oseltamivir phosphate. A recent technological advancement disclosed in patent CN113307744A offers a compelling solution to longstanding challenges in purity and yield associated with this critical neuraminidase inhibitor. This proprietary methodology diverges from traditional multi-step syntheses derived from shikimic or quinic acid, instead leveraging a specialized hydrochloride salt precursor to streamline the production workflow. By integrating a robust trifluoroacetic acid-mediated deprotection sequence with a sophisticated palladium-catalyzed scavenging system, the process achieves refined product purity levels consistently exceeding 99.7%. For R&D directors and procurement strategists, this represents a significant opportunity to optimize manufacturing protocols while ensuring the highest standards of pharmaceutical grade quality.
The technical significance of this patent lies not merely in the final purity metrics but in the elegant management of protecting groups throughout the synthetic pathway. Conventional routes often struggle with the complete removal of lipophilic protecting groups without inducing epimerization or degradation of the sensitive cyclohexene core. The disclosed method addresses this by utilizing a specific hydrochloride starting material that allows for orthogonal deprotection strategies. The initial removal of the tert-butyl moiety under mild acidic conditions preserves the stereochemical integrity of the molecule, setting the stage for a highly selective palladium-catalyzed step that clears allyl groups using 1,3-dimethyl barbituric acid as a scavenger. This level of chemical precision translates directly into reduced downstream purification burdens and enhanced batch-to-batch consistency.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of oseltamivir phosphate has been dominated by routes originating from natural products like shikimic acid or quinic acid, which inherently carry significant logistical and chemical baggage. These traditional pathways typically involve upwards of twelve discrete reaction steps, each introducing potential points of failure regarding yield loss and impurity generation. The reliance on chiral pool starting materials often subjects manufacturers to volatile agricultural supply chains, where crop failures or seasonal variations can disrupt the availability of raw materials. Furthermore, the extensive protection and deprotection sequences required in these long linear syntheses generate substantial chemical waste, increasing both the environmental footprint and the cost of goods sold (COGS). The accumulation of trace impurities over such a lengthy synthetic trajectory often necessitates rigorous and costly chromatographic purifications to meet pharmacopeial standards.
Another critical bottleneck in conventional methods is the difficulty in controlling specific structural impurities that arise during the final salt formation stages. The presence of residual solvents, heavy metals from earlier catalytic steps, and isomeric byproducts can severely impact the bioavailability and safety profile of the final API. Traditional crystallization techniques often fail to adequately distinguish between the desired phosphate salt and closely related analogues, leading to batches that require reprocessing or rejection. This inefficiency creates uncertainty in supply planning and inflates inventory costs for pharmaceutical companies relying on these older, less optimized synthetic platforms. The need for a more direct, chemically efficient route that bypasses these inherent limitations has become a priority for forward-thinking supply chain leaders.
The Novel Approach
The methodology outlined in patent CN113307744A introduces a paradigm shift by utilizing a pre-functionalized hydrochloride salt as the strategic entry point, effectively truncating the synthetic timeline and minimizing exposure to degradation pathways. 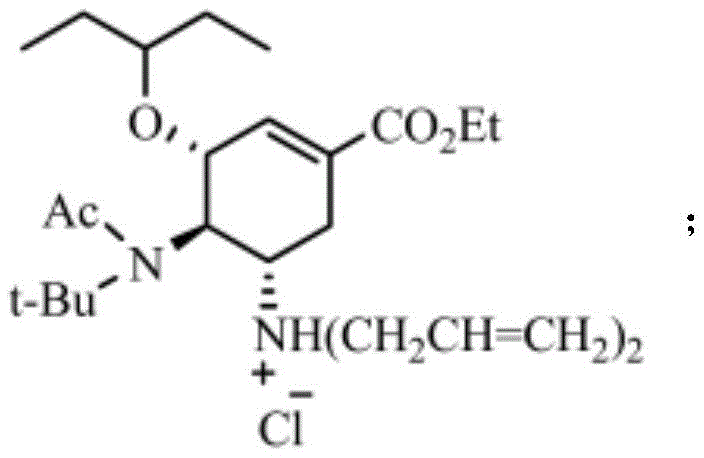 As illustrated in the starting material structure, the molecule arrives with key functionalities already installed, allowing the process to focus exclusively on the precise removal of protecting groups and final salt formation. This approach eliminates the need for early-stage chirality induction or complex ring-closing reactions, thereby concentrating process resources on the critical final transformations that determine API quality. The use of trifluoroacetic acid for the initial deprotection is particularly advantageous, as it offers a clean reaction profile that facilitates easy recovery of the acid and simplifies the workup procedure.
As illustrated in the starting material structure, the molecule arrives with key functionalities already installed, allowing the process to focus exclusively on the precise removal of protecting groups and final salt formation. This approach eliminates the need for early-stage chirality induction or complex ring-closing reactions, thereby concentrating process resources on the critical final transformations that determine API quality. The use of trifluoroacetic acid for the initial deprotection is particularly advantageous, as it offers a clean reaction profile that facilitates easy recovery of the acid and simplifies the workup procedure.
Furthermore, the novel approach incorporates a unique scavenging mechanism for the removal of allyl protecting groups that significantly outperforms standard nucleophilic attacks. By employing a catalytic system comprising palladium acetate and triphenylphosphine in the presence of 1,3-dimethyl barbituric acid, the process ensures the quantitative transfer of allyl groups away from the amine nitrogen. This prevents the re-attachment of allyl moieties or the formation of secondary amine byproducts that are common in less controlled deprotection environments. The result is a crude product with a markedly cleaner impurity profile, which subsequently responds exceptionally well to the final recrystallization steps. This streamlined workflow not only enhances the overall yield but also drastically reduces the solvent consumption and processing time required to reach pharmaceutical grade specifications.
Mechanistic Insights into Palladium-Catalyzed Allyl Scavenging
The core innovation of this synthesis lies in the mechanistic elegance of the deprotection sequence, particularly the transition from the tert-butyl protected intermediate to the free amine. Following the initial acidolysis with trifluoroacetic acid, which cleaves the tert-butyl carbamate to reveal the acetamido group, the molecule exists as a diallyl-protected amine intermediate. 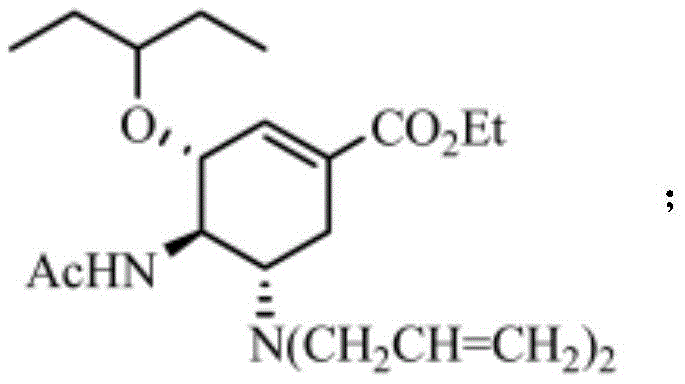 This intermediate is then subjected to a soft ionization process where palladium(II) acetate coordinates with the allyl double bonds, forming a pi-allyl palladium complex. The presence of triphenylphosphine stabilizes the palladium center, modulating its electrophilicity to ensure selective activation of the allyl groups without affecting the adjacent ester or ether functionalities on the cyclohexene ring. This selectivity is paramount for maintaining the structural integrity of the oseltamivir core during the harsh conditions often required for deprotection.
This intermediate is then subjected to a soft ionization process where palladium(II) acetate coordinates with the allyl double bonds, forming a pi-allyl palladium complex. The presence of triphenylphosphine stabilizes the palladium center, modulating its electrophilicity to ensure selective activation of the allyl groups without affecting the adjacent ester or ether functionalities on the cyclohexene ring. This selectivity is paramount for maintaining the structural integrity of the oseltamivir core during the harsh conditions often required for deprotection.
The role of 1,3-dimethyl barbituric acid in this catalytic cycle cannot be overstated, as it acts as a highly efficient nucleophilic scavenger. Once the palladium complex activates the allyl group, the barbituric acid derivative rapidly captures the allyl moiety, driving the equilibrium towards the formation of the free secondary amine. This irreversible trapping mechanism prevents the reverse reaction and ensures that the concentration of the desired free amine builds up steadily, ready for immediate conversion into the phosphate salt. The kinetic control afforded by this system minimizes the residence time of reactive intermediates, thereby suppressing side reactions such as oligomerization or oxidation. Consequently, the reaction mixture entering the filtration stage contains minimal organic impurities, simplifying the subsequent isolation and purification operations significantly.
Impurity control is further reinforced by the specific crystallization protocols employed in the final stages. The patent details a meticulous recrystallization process using a binary solvent system of absolute ethanol and distilled water, optimized to exploit the solubility differences between the oseltamivir phosphate and its closest analogues. By heating the crude product to near reflux (77-79°C) in the presence of activated carbon, colored impurities and trace metal residues are adsorbed and removed prior to crystal nucleation. The controlled cooling ramp to 22-25°C allows for the growth of large, well-defined crystals that exclude mother liquor inclusions, which are often the source of residual solvent issues. This physical purification step acts as a final polish, ensuring that the lattice energy of the crystal favors the incorporation of the pure API over any remaining trace contaminants.
How to Synthesize Oseltamivir Phosphate Efficiently
The practical implementation of this synthesis requires strict adherence to the thermal and stoichiometric parameters defined in the patent to ensure reproducibility at scale. The process is divided into three distinct operational phases: the acid-mediated deprotection, the catalytic allyl removal, and the final salt formation and polishing. Each phase demands precise monitoring of reaction progress, typically via HPLC or TLC, to determine the exact endpoint before proceeding to the next unit operation. The following guide outlines the standardized workflow derived from the exemplary embodiments, providing a roadmap for process chemists aiming to replicate these high-purity results in a pilot or production environment.
- Deprotect the starting hydrochloride salt using trifluoroacetic acid at 48-52°C to remove the tert-butyl group, followed by pH adjustment and extraction to isolate the intermediate.
- Perform palladium-catalyzed scavenging using 1,3-dimethyl barbituric acid and triphenylphosphine to remove diallyl groups, followed by acidification with phosphoric acid to form the crude phosphate salt.
- Purify the crude product via recrystallization in an ethanol-water system with activated carbon decolorization to achieve refined oseltamivir phosphate with purity exceeding 99.7%.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented synthesis route offers tangible strategic benefits that extend beyond simple technical metrics. The reduction in synthetic step count directly correlates with a lower capital expenditure requirement for reactor occupancy time, allowing manufacturing facilities to increase throughput without expanding physical infrastructure. By eliminating the need for extensive chromatographic purification columns often required in older shikimic acid routes, the process reduces the consumption of expensive silica gels and large volumes of elution solvents. This simplification of the downstream processing train leads to a significant reduction in operating expenses and waste disposal costs, contributing to a more sustainable and economically viable manufacturing model.
- Cost Reduction in Manufacturing: The streamlined nature of this synthesis eliminates several high-cost unit operations, specifically the extensive protection and deprotection cycles associated with chiral pool starting materials. By utilizing a pre-functionalized hydrochloride salt, the process bypasses the need for expensive chiral catalysts or resolution steps early in the sequence. Furthermore, the efficient recovery of trifluoroacetic acid and the use of common solvents like ethanol and toluene minimize raw material procurement costs. The qualitative improvement in crude product quality means that fewer recrystallization cycles are needed to meet specification, reducing solvent purchase and recovery energy loads substantially.
- Enhanced Supply Chain Reliability: Dependence on agricultural feedstocks like star anise for shikimic acid introduces volatility into the supply chain that this synthetic route effectively mitigates. The starting materials for this process are commodity chemicals or readily available fine chemical intermediates that can be sourced from multiple global suppliers, reducing the risk of single-source bottlenecks. The robustness of the reaction conditions, which tolerate minor variations in temperature and mixing without compromising yield, ensures consistent production output even in diverse manufacturing environments. This reliability allows for more accurate forecasting and inventory management, crucial for meeting the surge demands typical of antiviral medication markets.
- Scalability and Environmental Compliance: The process is designed with scalability in mind, utilizing reaction conditions that translate seamlessly from laboratory glassware to industrial stainless steel reactors. The absence of cryogenic temperatures or high-pressure hydrogenation steps simplifies the engineering requirements for scale-up, lowering the barrier to entry for contract manufacturing organizations. Additionally, the reduced generation of hazardous waste and the ability to recycle key solvents align with increasingly stringent environmental regulations. This compliance advantage minimizes the risk of regulatory shutdowns and enhances the corporate social responsibility profile of the manufacturing partner.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this oseltamivir phosphate synthesis method. These insights are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing clarity on the operational nuances and quality outcomes expected from this technology.
Q: How does this patent address the purity issues found in conventional oseltamivir synthesis?
A: The patent utilizes a specific sequence of trifluoroacetic acid deprotection followed by a palladium-catalyzed scavenging step with 1,3-dimethyl barbituric acid. This dual-protection removal strategy effectively eliminates specific impurities (Impurity I, II, and III) that often persist in traditional shikimic acid routes, resulting in refined product purity levels consistently above 99.7%.
Q: What are the critical reaction conditions for the deprotection step?
A: The deprotection of the tert-butyl group requires precise thermal control, heating the reaction mixture of trifluoroacetic acid and the hydrochloride starting material to between 48°C and 52°C for 1 to 2 hours. Deviating from this narrow temperature window can compromise the removal of the protecting group or lead to degradation of the sensitive cyclohexene core.
Q: Why is the stepwise addition of filtrate important in the phosphorylation stage?
A: The patent specifies adding the filtrate containing the free amine into the phosphoric acid/ethanol solution in two stages (initially 50-70%, then the remainder). This controlled addition ensures thorough protonation and salt formation, preventing localized supersaturation that could trap impurities within the crystal lattice, thereby enhancing the overall quality and stability of the final phosphate salt.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Oseltamivir Phosphate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from patent literature to commercial reality requires a partner with deep technical expertise and robust manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the intricate details of this palladium-catalyzed deprotection sequence are executed with precision. We maintain stringent purity specifications across all our API intermediates, supported by rigorous QC labs equipped with state-of-the-art analytical instrumentation to verify every batch against the highest pharmacopeial standards. Our commitment to quality assurance ensures that the oseltamivir phosphate produced meets the exacting requirements of global regulatory bodies.
We invite pharmaceutical partners to engage with our technical procurement team to discuss how this advanced synthesis route can be integrated into your supply chain. By requesting a Customized Cost-Saving Analysis, you can gain a detailed understanding of the economic benefits specific to your volume requirements. We encourage you to contact us today to obtain specific COA data and route feasibility assessments tailored to your project timelines, ensuring a seamless path from development to commercial launch.