Optimizing Oseltamivir Production: A Technical Breakthrough in Tert-Butyl Removal for Commercial Scale-Up
Introduction to Advanced Oseltamivir Manufacturing Technologies
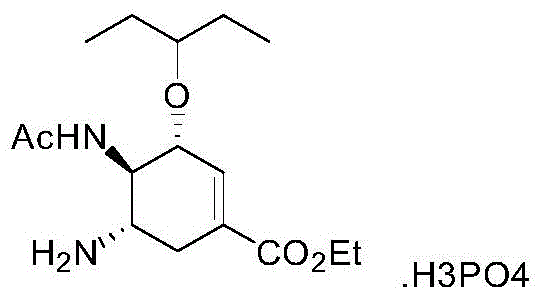
The global demand for effective antiviral agents remains a critical priority for the pharmaceutical industry, with oseltamivir phosphate standing as a cornerstone treatment for influenza. However, the complex stereochemistry and multifunctional nature of the molecule present significant challenges in large-scale manufacturing. Patent CN111978195A introduces a pivotal refinement to the established synthetic route, specifically targeting the inefficiencies associated with the tert-butyl removal step. This technical disclosure offers a robust alternative to the conventional trifluoroacetic acid (TFA) methodology, proposing a sulfuric acid-mediated process that aligns with modern green chemistry principles and cost-efficiency mandates. By shifting from a solvent-heavy, highly corrosive acid system to a more controlled acetonitrile-sulfuric acid matrix, manufacturers can achieve substantial operational improvements. This report analyzes the technical merits of this innovation, providing R&D directors and procurement specialists with a clear roadmap for adopting this superior synthetic strategy.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
The traditional industrial synthesis of oseltamivir, largely based on the Roche route, has long relied on trifluoroacetic acid (TFA) for the critical deprotection of the tert-butyl group. While chemically effective in laboratory settings, this approach suffers from severe drawbacks when translated to commercial scale. The conventional protocol necessitates a massive molar excess of TFA, typically operating at a ratio of 5 equivalents of acid to 1 equivalent of substrate. This excessive usage not only drives up raw material costs significantly but also imposes a heavy burden on reactor infrastructure due to the extreme corrosivity of TFA. Furthermore, the downstream processing is cumbersome; recovering or neutralizing such large volumes of strong fluorinated acid generates substantial hazardous waste, complicating environmental compliance and increasing the overall carbon footprint of the manufacturing process. The reliance on TFA as both reagent and solvent creates a bottleneck that limits throughput and escalates safety risks for personnel.
The Novel Approach
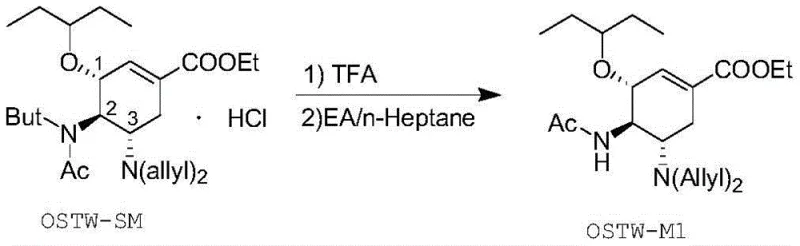
In stark contrast, the methodology outlined in patent CN111978195A revolutionizes this specific transformation by substituting TFA with concentrated sulfuric acid in an acetonitrile medium. This strategic shift allows for a dramatic reduction in acid loading, optimizing the molar ratio of H2SO4 to substrate to between 0.5:1 and 1.5:1, with a preferred stoichiometry of 1:1. This near-stoichiometric usage eliminates the need for vast excesses of reagent, thereby mitigating corrosion issues and simplifying the neutralization workflow. The use of acetonitrile as a co-solvent provides a stable reaction environment that maintains high conversion rates without the aggressive solvent properties of TFA. Additionally, the post-reaction workup is streamlined through the use of saturated sodium carbonate solution, which simultaneously neutralizes residual acid and induces precipitation of the intermediate. This dual-action workup avoids the multi-step extractions and solvent swaps required in the legacy route, resulting in a cleaner process flow that is inherently safer and more economically viable for high-volume production.
Mechanistic Insights into Acid-Catalyzed Tert-Butyl Removal
The core chemical innovation lies in the efficient cleavage of the N-tert-butyl bond under mild acidic conditions. In the conventional pathway, the strong acidity and solvating power of TFA facilitate the protonation of the amine nitrogen, leading to the elimination of the tert-butyl cation. However, the new method demonstrates that concentrated sulfuric acid, when dispersed in acetonitrile, provides sufficient proton activity to drive this dealkylation without requiring the harsh conditions of neat TFA. The mechanism likely involves the initial protonation of the tertiary amine nitrogen in the OSTW-SM intermediate, rendering the adjacent tert-butyl group susceptible to heterolytic cleavage. The resulting carbocation is scavenged or quenched within the reaction matrix, while the secondary amine is liberated. Crucially, the acetonitrile solvent stabilizes the transition state and prevents side reactions that might occur in more nucleophilic or aggressive solvent systems. This precise control over the reaction environment ensures that the sensitive cyclohexene core and the ester functionalities remain intact, preserving the stereochemical integrity of the three chiral centers essential for biological activity.
Impurity control is another critical aspect where this mechanistic approach excels. The use of sulfuric acid minimizes the formation of fluorinated byproducts that are characteristic of TFA-mediated reactions, thereby simplifying the impurity profile of the crude product. The subsequent neutralization with sodium carbonate is particularly elegant; it not only quenches the acid but also converts the amine salt back to its free base or a specific solid form that precipitates readily. This in-situ purification step effectively excludes soluble organic impurities and inorganic salts from the solid product, yielding an intermediate (OSTW-M1) with purity levels exceeding 99%. The structural fidelity of this intermediate is paramount for the subsequent palladium-catalyzed diallyl removal and phosphate formation steps. By ensuring a high-purity feedstock for the final stages, the overall yield of the oseltamivir phosphate is protected from degradation caused by carryover impurities, demonstrating a holistic understanding of process chemistry.
How to Synthesize Oseltamivir Intermediates Efficiently
The implementation of this improved synthesis route requires careful attention to reaction parameters to maximize the benefits of the sulfuric acid system. The process begins with the preparation of the tert-butyl protected intermediate, OSTW-SM, which serves as the substrate for the key deprotection step. Operators must maintain strict control over the molar ratio of sulfuric acid to substrate, aiming for the optimal 1:1 ratio to balance reaction rate with reagent economy. The reaction temperature should be maintained between 30°C and 50°C, with 40°C identified as the ideal setpoint to ensure complete conversion within a 10-hour window without promoting thermal degradation. Following the reaction, the quenching procedure using saturated sodium carbonate is critical; it must be performed with vigorous stirring to ensure uniform particle formation and efficient filtration. For a comprehensive guide on the specific operational parameters, stoichiometry, and safety protocols required to execute this synthesis at scale, please refer to the standardized technical instructions provided below.
- Perform oxygen ring opening and nitrogen ring synthesis to construct the cyclohexene core with appropriate protecting groups.
- Execute the critical tert-butyl removal using concentrated sulfuric acid in acetonitrile (molar ratio 0.5-1.5: 1) instead of trifluoroacetic acid.
- Neutralize the reaction mixture with saturated sodium carbonate solution to precipitate the intermediate, followed by palladium-catalyzed diallyl removal and phosphate salt formation.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this sulfuric acid-based route offers compelling economic and logistical advantages that directly impact the bottom line. The most immediate benefit is the drastic reduction in raw material costs associated with the deprotection step. By replacing the expensive and voluminous trifluoroacetic acid with commodity-grade sulfuric acid and acetonitrile, the direct material cost for this specific unit operation is significantly lowered. Furthermore, the reduction in acid volume translates to smaller reactor sizing requirements or increased batch capacity within existing vessels, effectively boosting asset utilization rates. The simplified workup procedure, which eliminates the need for extensive solvent exchanges and multiple extraction steps, reduces the consumption of auxiliary solvents like ethyl acetate and heptane. This consolidation of steps not only cuts utility costs but also shortens the overall cycle time per batch, allowing for greater production throughput without additional capital investment.
- Cost Reduction in Manufacturing: The shift from a 5-equivalent excess of TFA to a near-stoichiometric amount of sulfuric acid represents a fundamental change in the cost structure of oseltamivir manufacturing. This reduction in reagent intensity eliminates the need for specialized corrosion-resistant equipment often required for handling large volumes of fluorinated acids, thereby lowering capital expenditure (CAPEX) for new facilities or retrofitting existing ones. Additionally, the waste treatment burden is substantially lightened; neutralizing one equivalent of sulfuric acid is far less costly and environmentally taxing than managing five equivalents of TFA waste. The qualitative improvement in process efficiency means that labor hours per kilogram of product are reduced, as operators spend less time on complex solvent swaps and filtration tasks. These cumulative savings create a more competitive cost position for the final API, enabling better margin management in a price-sensitive generic market.
- Enhanced Supply Chain Reliability: Reliance on specialized reagents like TFA can introduce supply chain vulnerabilities, especially during periods of high global demand for flu medications. Sulfuric acid and acetonitrile are commodity chemicals with robust, diversified supply chains, ensuring consistent availability and price stability. The simplified process flow also reduces the risk of batch failures due to operational complexity; fewer unit operations mean fewer opportunities for human error or equipment malfunction. The improved filtration characteristics of the intermediate, achieved through the sodium carbonate precipitation method, prevent bottlenecks in the downstream processing suite. In the legacy route, filtration of fine particles in ethanol could take up to 6 hours, whereas the new method streamlines this to a much faster operation. This predictability in cycle times allows for more accurate production scheduling and inventory planning, ensuring that delivery commitments to downstream API manufacturers are met consistently.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this route is markedly superior. The reduction in hazardous waste generation aligns with increasingly stringent global environmental regulations, reducing the liability and disposal costs associated with chemical manufacturing. The lower corrosivity of the reaction mixture extends the lifespan of standard stainless steel equipment, reducing maintenance downtime and replacement costs. Scalability is enhanced because the heat load and mixing requirements are more manageable with the lower viscosity and volume of the acetonitrile system compared to neat TFA. The ability to produce high-purity intermediates with fewer purification steps means that the process is more robust when scaling from pilot plant to multi-ton commercial production. This scalability ensures that the supply chain can rapidly respond to surges in demand for antiviral medications without compromising on quality or safety standards.
Frequently Asked Questions (FAQ)
The following questions address common technical inquiries regarding the implementation of this optimized synthesis route. These answers are derived directly from the experimental data and process descriptions found in the patent literature, providing clarity on the practical aspects of the technology. Understanding these nuances is essential for technical teams evaluating the feasibility of technology transfer or process validation.
Q: Why is sulfuric acid preferred over trifluoroacetic acid for tert-butyl removal in this route?
A: Sulfuric acid allows for a drastically reduced molar ratio (approx. 1:1) compared to the 5:1 ratio required for trifluoroacetic acid, significantly lowering raw material costs and equipment corrosion risks while simplifying waste treatment.
Q: How does the new purification method impact yield and processing time?
A: By utilizing sodium carbonate precipitation instead of complex solvent extraction with ethyl acetate and heptane, the process reduces operation time and improves yield by approximately 4-5% due to minimized product loss during workup.
Q: What are the specific conditions for the phosphate formation step?
A: The improved method involves diluting the reaction solution with acetone prior to adding phosphoric acid, which facilitates rapid filtration and crystallization, reducing total processing time from nearly 18 hours to about 4 hours.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Oseltamivir Phosphate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from laboratory innovation to commercial reality requires a partner with deep technical expertise and robust manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this sulfuric acid-mediated route are fully realized in practice. We operate stringent purity specifications and maintain rigorous QC labs equipped with advanced analytical instrumentation to monitor every critical quality attribute of the oseltamivir intermediates. Our commitment to quality assurance means that every batch is thoroughly characterized to ensure it meets the exacting standards required for pharmaceutical grade materials, minimizing the risk of downstream processing issues for our clients.
We invite potential partners to engage with our technical procurement team to discuss how this optimized synthesis route can be integrated into your supply chain. By requesting a Customized Cost-Saving Analysis, you can gain a detailed understanding of the specific economic benefits tailored to your production volume and infrastructure. We encourage you to contact us to obtain specific COA data and route feasibility assessments, allowing you to make informed decisions based on hard data and proven performance. Let us collaborate to enhance the efficiency and sustainability of your antiviral drug manufacturing operations.