Scalable Metal-Free Synthesis of Trifluoromethyl Triazoles for Advanced Pharmaceutical Applications
Scalable Metal-Free Synthesis of Trifluoromethyl Triazoles for Advanced Pharmaceutical Applications
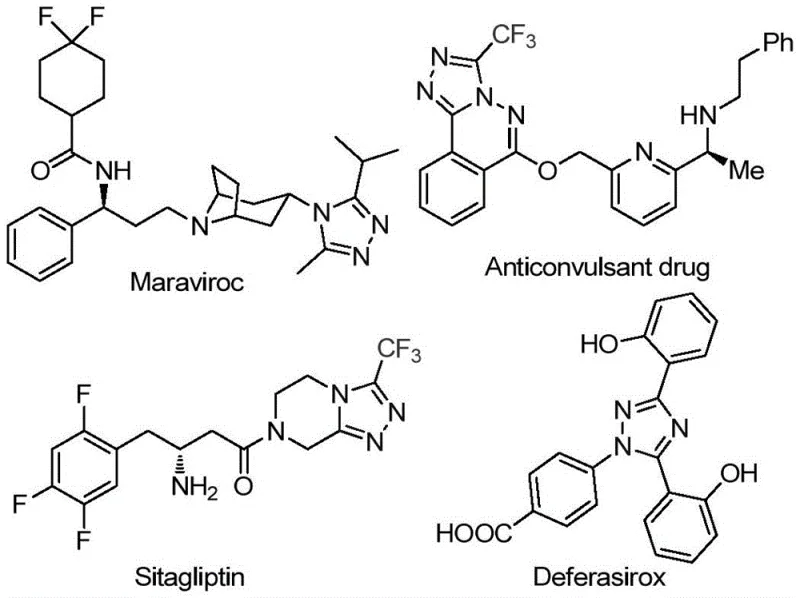
The pharmaceutical industry continuously seeks robust synthetic methodologies to access nitrogen-containing heterocycles, particularly those incorporating fluorine motifs which are critical for enhancing metabolic stability and bioavailability. Patent CN113105402A discloses a groundbreaking preparation method for 3,4,5-trisubstituted 1,2,4-triazole compounds, a structural scaffold prevalent in high-value therapeutics such as Maraviroc, Sitagliptin, and Deferasirox. This novel approach leverages an iodine-promoted tandem reaction sequence that circumvents the limitations of traditional transition-metal catalysis. By utilizing inexpensive arylethanones and trifluoroacetimidoyl hydrazides as primary building blocks, the process achieves high conversion rates under relatively mild conditions. The significance of this technology lies in its ability to introduce both trifluoromethyl and acyl groups simultaneously into the triazole core, addressing a specific gap in current synthetic literature where such dual-functionalized molecules are difficult to access efficiently.
The strategic importance of this synthesis route cannot be overstated for R&D teams focused on lead optimization. The introduction of the trifluoromethyl group is known to drastically improve the lipophilicity and electronegativity of drug candidates, yet traditional methods often suffer from harsh conditions or poor atom economy. This patent presents a solution that aligns perfectly with modern green chemistry principles while maintaining the rigorous purity standards required for high-purity pharmaceutical intermediates. As a reliable pharmaceutical intermediate supplier, understanding such innovative pathways allows us to offer clients superior alternatives to legacy synthesis routes, ensuring that supply chains remain resilient against regulatory shifts regarding heavy metal residues.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of polysubstituted 1,2,4-triazole rings has relied heavily on cyclocondensation reactions that often necessitate the use of toxic heavy metal catalysts or stringent anhydrous and anaerobic environments. These conventional protocols frequently involve multi-step sequences with low overall yields, creating significant bottlenecks in the commercial scale-up of complex pharmaceutical intermediates. Furthermore, the removal of trace metal catalysts from the final product adds substantial cost and complexity to the downstream processing, often requiring specialized scavenging resins or extensive chromatography. For procurement managers, these inefficiencies translate into higher raw material costs and extended lead times, while for supply chain heads, the reliance on sensitive reaction conditions introduces volatility into production schedules. The inability to tolerate a wide range of functional groups also limits the structural diversity accessible to medicinal chemists, stifling innovation in drug discovery pipelines.
The Novel Approach
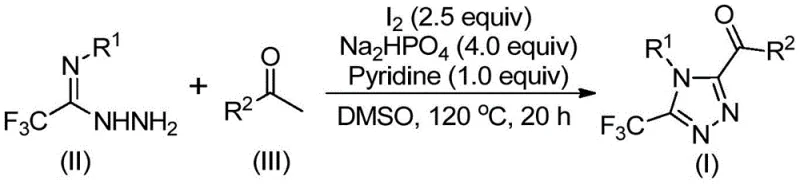
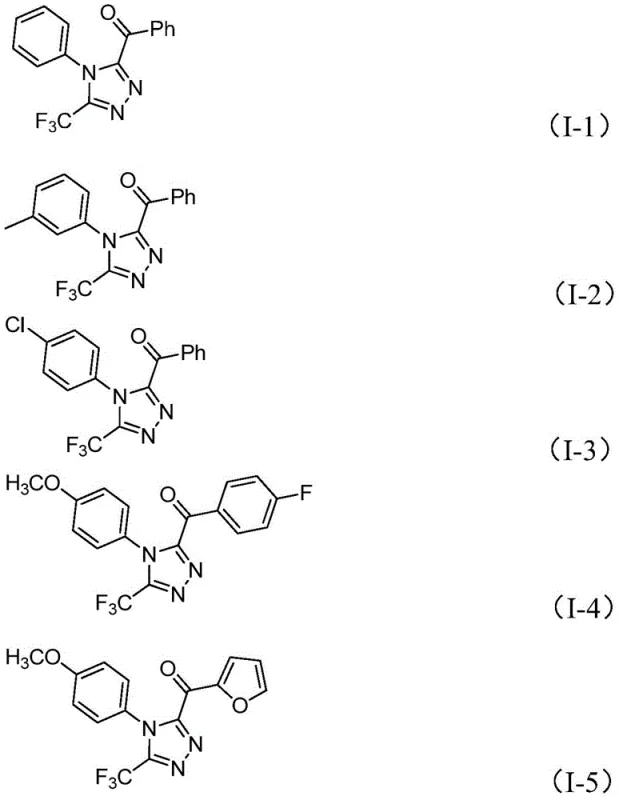
In stark contrast, the methodology described in CN113105402A utilizes a metal-free system driven by elemental iodine and dimethyl sulfoxide (DMSO). This approach eliminates the need for expensive transition metals and allows the reaction to proceed under aerobic conditions, drastically simplifying the operational requirements. The process begins with the in situ generation of an aryl diketone intermediate via Kornblum oxidation, which then undergoes a tandem cyclization with trifluoroacetimidoyl hydrazide. This one-pot strategy not only reduces the number of isolation steps but also demonstrates excellent functional group tolerance, accommodating various substituents such as halogens, alkoxy groups, and alkyl chains on the aromatic rings. For manufacturers seeking cost reduction in API manufacturing, this translates to a streamlined workflow with fewer unit operations and reduced solvent consumption. The robustness of the reaction conditions ensures consistent quality across batches, a critical factor for maintaining supply continuity in the global pharmaceutical market.
Mechanistic Insights into Iodine-Promoted Tandem Cyclization
The core of this synthetic breakthrough lies in the dual role of the iodine-DMSO system, which acts as both an oxidant and a promoter for cyclization. Initially, the arylethanone substrate undergoes alpha-iodination followed by Kornblum oxidation to generate a reactive alpha-diketone species. This electrophilic intermediate is then poised for nucleophilic attack by the hydrazide nitrogen of the trifluoroacetimidoyl hydrazide. The subsequent dehydration condensation forms a hydrazone intermediate, which serves as the precursor for the final ring closure. Under the continued influence of iodine and the basic environment provided by pyridine and sodium dihydrogen phosphate, an intramolecular cyclization occurs to forge the 1,2,4-triazole ring. This mechanistic pathway is highly efficient because it avoids the formation of stable off-cycle intermediates that often plague metal-catalyzed reactions.
From an impurity control perspective, this mechanism offers distinct advantages. The absence of transition metals means there is no risk of metal-ligand complexation leading to hard-to-remove impurities. Furthermore, the reaction conditions are sufficiently vigorous to drive the equilibrium towards the desired triazole product, minimizing the accumulation of the hydrazone intermediate. The use of sodium dihydrogen phosphate helps buffer the reaction medium, preventing excessive acidity that could lead to hydrolysis of the sensitive trifluoromethyl group. For R&D directors, understanding this mechanism is crucial for troubleshooting potential scale-up issues, such as heat management during the exothermic oxidation phase. The clarity of the reaction pathway, as depicted in the general scheme, allows for precise optimization of stoichiometry, ensuring that the molar ratios of iodine, base, and substrates are balanced to maximize yield while minimizing waste.
How to Synthesize 3,4,5-Trisubstituted 1,2,4-Triazole Efficiently
The practical implementation of this synthesis involves a straightforward two-stage heating protocol that can be easily adapted to standard reactor configurations. The process begins by dissolving the arylethanone and a portion of elemental iodine in DMSO, followed by heating to initiate the oxidation step. Once the alpha-diketone is formed, the remaining reagents including the hydrazide, base, and additional iodine are introduced to trigger the cyclization. This sequential addition is key to controlling the reaction kinetics and preventing side reactions. Detailed standardized operating procedures regarding exact temperatures, stirring rates, and work-up protocols are essential for reproducibility. For laboratory and pilot plant teams looking to implement this technology, the following guide outlines the critical parameters derived from the patent data to ensure successful execution.
- Oxidation Step: React arylethanone with elemental iodine in DMSO at 90-110°C for 4-6 hours to generate the alpha-diketone intermediate via Kornblum oxidation.
- Cyclization Step: Add trifluoroacetimidoyl hydrazide, sodium dihydrogen phosphate, pyridine, and additional iodine to the mixture.
- Final Reaction: Heat the combined mixture to 110-130°C for 12-20 hours to facilitate dehydration condensation and intramolecular cyclization, followed by purification.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement specialists and supply chain leaders, the adoption of this iodine-promoted synthesis route offers tangible strategic benefits that extend beyond simple yield metrics. The primary advantage stems from the elimination of precious metal catalysts, which are subject to volatile market pricing and complex supply chains. By switching to elemental iodine, a commodity chemical with stable availability, manufacturers can decouple their production costs from the fluctuations of the platinum or palladium markets. Additionally, the simplified purification process reduces the demand for specialized silica gels or scavengers, leading to significant operational expenditure savings. The robustness of the reaction under non-anhydrous conditions further lowers the barrier to entry for contract manufacturing organizations, as it does not require specialized dry-box infrastructure or rigorous moisture control systems.
- Cost Reduction in Manufacturing: The replacement of expensive transition metal catalysts with inexpensive elemental iodine directly lowers the bill of materials for every batch produced. Furthermore, the streamlined one-pot nature of the reaction reduces solvent usage and energy consumption associated with multiple isolation and drying steps. The avoidance of heavy metals also eliminates the costly analytical testing and validation required to prove compliance with strict residual metal limits in pharmaceutical products. These cumulative efficiencies result in a leaner manufacturing process that enhances overall profit margins without compromising on product quality or purity specifications.
- Enhanced Supply Chain Reliability: The starting materials, specifically arylethanones and trifluoroacetimidoyl hydrazides, are commercially available from a wide network of global chemical suppliers, reducing the risk of single-source dependency. The reaction's tolerance to ambient atmosphere means that production schedules are less vulnerable to disruptions caused by inert gas supply failures or glovebox maintenance issues. This operational flexibility allows for more agile response times to market demand surges, ensuring that critical API intermediates can be delivered with consistent lead times. The scalability of the process from gram to kilogram levels ensures a smooth transition from clinical trial material to commercial production volumes.
- Scalability and Environmental Compliance: From an environmental health and safety (EHS) perspective, the absence of toxic heavy metals simplifies waste stream management and reduces the environmental footprint of the manufacturing facility. The use of DMSO, a solvent with favorable recycling properties, aligns with sustainability goals increasingly demanded by multinational pharmaceutical partners. The high atom economy of the tandem reaction minimizes the generation of organic waste, lowering disposal costs and regulatory burdens. This alignment with green chemistry principles not only future-proofs the supply chain against tightening environmental regulations but also enhances the corporate social responsibility profile of the manufacturing partner.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. These insights are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing a clear picture of what partners can expect when integrating this route into their supply chains. Understanding these nuances is vital for making informed decisions about process adoption and vendor selection.
Q: Does this synthesis method require expensive transition metal catalysts?
A: No, the patented method utilizes elemental iodine as a promoter instead of toxic or expensive heavy metal catalysts, significantly simplifying downstream purification and reducing heavy metal residue risks in the final API.
Q: What are the typical reaction conditions for this triazole formation?
A: The reaction proceeds in dimethyl sulfoxide (DMSO) under aerobic conditions without the need for strict anhydrous or oxygen-free environments, typically requiring a two-stage heating process between 90°C and 130°C.
Q: Is this process suitable for large-scale industrial manufacturing?
A: Yes, the protocol is designed for scalability, utilizing cheap and commercially available starting materials like arylethanones and avoiding complex operational requirements, making it highly viable for kilogram to ton-scale production.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3,4,5-Trisubstituted 1,2,4-Triazole Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from a patented laboratory method to a robust commercial process requires deep technical expertise and state-of-the-art infrastructure. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the promising yields observed in the patent can be replicated reliably on an industrial scale. We maintain stringent purity specifications and operate rigorous QC labs equipped to detect even trace levels of impurities, guaranteeing that every batch of 3,4,5-trisubstituted 1,2,4-triazole intermediate meets the exacting standards of the global pharmaceutical industry. Our commitment to quality assurance means that your drug development timeline is protected from the delays often caused by substandard raw materials.
We invite you to collaborate with us to leverage this advanced synthetic technology for your next project. By engaging with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements and target specifications. We encourage potential partners to reach out for specific COA data and route feasibility assessments to verify how this metal-free approach can optimize your supply chain. Let us demonstrate how our engineering capabilities can transform this innovative chemistry into a competitive advantage for your organization.