Advanced Manufacturing of Oseltamivir Phosphate via Novel Palladium-Catalyzed Deprotection
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of oseltamivir phosphate has faced significant regulatory hurdles regarding elemental impurities, particularly when utilizing the non-azide synthetic routes disclosed in earlier patents such as CN1759093. In these conventional processes, the synthetic sequence typically involves the removal of the tert-butyl protecting group using trifluoroacetic acid first, followed by the palladium-catalyzed removal of the allyl protecting group. While this traditional order of operations offers operational simplicity, it creates a critical bottleneck in quality control: the final product frequently exhibits excessive levels of heavy metal residues, specifically palladium, arsenic, nickel, and lead. For instance, comparative data indicates that palladium residues can reach levels as high as 1316 ppb, which drastically exceeds the strict ICH guideline limit of 1000 ppb. This failure to meet international safety standards necessitates costly and time-consuming downstream purification steps, such as specialized scavenging treatments or repeated recrystallizations, which erode profit margins and complicate the supply chain for pharmaceutical manufacturers.
The Novel Approach
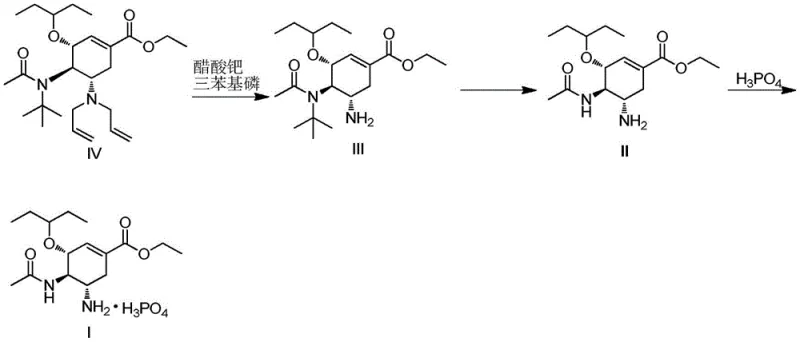
The breakthrough methodology disclosed in patent CN109627180B fundamentally re-engineers the deprotection sequence to resolve these persistent impurity issues at the source. Instead of the traditional acid-first approach, this novel route prioritizes the palladium-catalyzed removal of the allyl group from intermediate (IV) to generate intermediate (III), followed subsequently by the acid-mediated removal of the tert-butyl group. This strategic inversion of reaction steps ensures that the palladium catalyst is introduced and removed early in the process, preventing its entrapment within the final crystal lattice of the oseltamivir phosphate salt. By employing a specific catalytic system comprising palladium acetate, triphenylphosphine, and N,N-dimethyl barbituric acid in ethanol at mild temperatures of 20-25 ℃, the process achieves exceptionally clean deprotection. Consequently, the final active pharmaceutical ingredient consistently demonstrates heavy metal residues well within ICH limits, with palladium levels dropping to as low as 5-20 ppb, thereby eliminating the need for aggressive metal scavenging and streamlining the path to commercial release.
Mechanistic Insights into Palladium-Catalyzed Allyl Deprotection
The core innovation of this synthesis lies in the precise mechanistic execution of the allyl deprotection step, which utilizes a sophisticated palladium catalytic cycle to ensure high conversion and minimal metal retention. The reaction employs palladium acetate in conjunction with triphenylphosphine ligands and N,N-dimethyl barbituric acid as a nucleophilic scavenger. In this mechanism, the palladium catalyst coordinates with the allyl group on the nitrogen atom of intermediate (IV), forming a pi-allyl palladium complex. The presence of N,N-dimethyl barbituric acid is critical; it acts as a soft nucleophile that attacks the pi-allyl complex, effectively trapping the allyl moiety as a stable byproduct while releasing the free amine intermediate (III). This scavenging action prevents the re-association of the allyl group and drives the equilibrium towards completion without requiring harsh conditions that might degrade the sensitive cyclohexene core. Furthermore, conducting this reaction in ethanol at a controlled temperature range of 20-25 ℃ optimizes the solubility of the intermediates while minimizing side reactions, ensuring that the resulting intermediate (III) is obtained with high purity (96.8% - 98.9%) before it even proceeds to the acid deprotection stage.
Following the allyl removal, the subsequent acid treatment with trifluoroacetic acid serves to cleave the tert-butyl ester, yielding the oseltamivir free base (II). The mechanistic advantage of performing this acid step after the palladium step is profound regarding impurity profiling. In the traditional route, performing the acid step last can lead to the protonation of amine functionalities in the presence of residual palladium species, potentially stabilizing metal-amine complexes that are difficult to remove. By reversing the order, the free base is generated in an environment where the bulk of the palladium has already been filtered off or washed away during the workup of the previous step. The final salification with phosphoric acid then occurs in a clean matrix, allowing for the formation of high-purity oseltamivir phosphate crystals (99.5% - 99.9% purity) that naturally exclude heavy metal contaminants during the crystallization lattice formation, thus adhering strictly to global pharmacopoeia standards for elemental impurities.
How to Synthesize Oseltamivir Phosphate Efficiently
The implementation of this novel synthetic route requires careful attention to reagent stoichiometry and temperature control to maximize the benefits of the reversed deprotection sequence. The process begins with the dissolution of intermediate (IV) in absolute ethanol, followed by the sequential addition of the catalytic system under a nitrogen atmosphere to prevent oxidation of the phosphine ligand. Maintaining the reaction temperature strictly between 20-25 ℃ is vital for controlling the rate of allyl removal and preventing the formation of unidentified byproducts. Once the allyl group is removed and intermediate (III) is isolated, the subsequent acid deprotection utilizes trifluoroacetic acid in dichloromethane at slightly elevated temperatures of 35-50 ℃ to ensure complete cleavage of the tert-butyl group. The detailed standardized operating procedures, including specific workup protocols for phase separation and solvent exchange, are critical for maintaining the low impurity profile demonstrated in the patent examples.
- React intermediate (IV) with palladium acetate, triphenylphosphine, and N,N-dimethyl barbituric acid in ethanol at 20-25°C to remove the allyl group, yielding intermediate (III).
- Treat intermediate (III) with trifluoroacetic acid in dichloromethane at 35-50°C to remove the tert-butyl protecting group, obtaining oseltamivir free base (II).
- React oseltamivir free base (II) with phosphoric acid in ethanol at 45-50°C, followed by crystallization and purification to obtain high-purity Oseltamivir Phosphate (I).
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented synthesis route offers substantial strategic advantages beyond mere regulatory compliance. The primary economic benefit stems from the drastic simplification of the purification train; by inherently producing an API with heavy metal levels far below the acceptance criteria, manufacturers can eliminate expensive unit operations dedicated to metal scavenging, such as treatment with silica-bound thiols or activated carbon, which often result in significant product loss. This streamlined process directly translates to improved overall yields and reduced consumption of auxiliary materials, driving down the cost of goods sold (COGS) for oseltamivir phosphate manufacturing. Furthermore, the robustness of the reaction conditions, which utilize common and readily available solvents like ethanol and dichloromethane rather than exotic or highly regulated reagents, enhances supply chain reliability and reduces the risk of raw material shortages disrupting production schedules.
- Cost Reduction in Manufacturing: The elimination of post-synthesis metal scavenging steps significantly reduces operational expenditures associated with specialized filtration media and additional solvent cycles. By achieving ICH-compliant purity levels directly through the synthetic design, the process minimizes yield losses typically incurred during aggressive purification treatments, thereby optimizing the mass balance and enhancing the overall economic efficiency of the production line.
- Enhanced Supply Chain Reliability: The reliance on stable, commodity-grade reagents such as palladium acetate, triphenylphosphine, and trifluoroacetic acid ensures that the manufacturing process is not vulnerable to the supply volatility often associated with niche custom synthons. The demonstrated scalability of the process, with successful validation at the 22.4 kg scale, provides confidence in the ability to ramp up production volumes rapidly to meet fluctuating market demands for influenza therapeutics without compromising quality.
- Scalability and Environmental Compliance: The process operates at mild temperatures and utilizes solvents that are well-understood in terms of waste management and recovery, facilitating easier adherence to environmental, health, and safety (EHS) regulations. The high purity of the crude product prior to final crystallization reduces the load on wastewater treatment systems by minimizing the discharge of complex organic impurities, aligning with modern green chemistry principles and sustainable manufacturing goals.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this advanced oseltamivir phosphate synthesis route. These insights are derived directly from the experimental data and process parameters detailed in patent CN109627180B, providing a factual basis for evaluating the technology's fit within your existing manufacturing infrastructure. Understanding these nuances is essential for R&D teams planning technology transfer and for quality assurance teams establishing control strategies.
Q: How does the new synthesis route improve heavy metal control compared to prior art?
A: By reversing the deprotection order—performing palladium-catalyzed allyl removal before acid-mediated tert-butyl removal—the process prevents the entrapment of palladium residues in the final crystal lattice, reducing Pd levels from >1000 ppb to <20 ppb.
Q: What specific reagents are critical for the low-residue palladium deprotection step?
A: The combination of palladium acetate (0.005-0.05 eq), triphenylphosphine, and N,N-dimethyl barbituric acid in ethanol at mild temperatures (20-25°C) is essential for clean deprotection without excessive metal retention.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the patent demonstrates successful scale-up to 22.4 kg batches (Example 6) with consistent yields (64%) and purity (99.9%), proving its viability for industrial API manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Oseltamivir Phosphate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to a superior synthetic route requires a partner with deep technical expertise and proven scale-up capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this novel deprotection strategy are fully realized in a GMP-compliant manufacturing environment. We maintain stringent purity specifications and operate rigorous QC labs equipped with state-of-the-art ICP-MS instrumentation to verify that every batch of oseltamivir phosphate meets the most demanding global regulatory standards for elemental impurities, providing you with a secure and compliant supply of this critical antiviral intermediate.
We invite you to engage with our technical procurement team to discuss how this optimized synthesis route can be integrated into your supply chain to drive efficiency and reduce costs. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic impact of switching to this low-residue process. We encourage potential partners to contact us directly to obtain specific COA data from our pilot batches and to receive comprehensive route feasibility assessments tailored to your specific production capacity and quality requirements.