Mastering Substituted 2,3-Dihydroquinolone Synthesis: Scalable Catalytic Process for Pharmaceutical Manufacturing Excellence
The Chinese patent CN112239456B introduces a groundbreaking methodology for synthesizing substituted 2,3-dihydroquinolone compounds through palladium-catalyzed carbonylation chemistry, representing a significant advancement in the production of critical pharmaceutical intermediates. This innovative process addresses longstanding challenges in heterocyclic compound synthesis by utilizing N-pyridine sulfonyl-o-iodoaniline and olefin substrates under precisely controlled conditions to generate structurally diverse products with exceptional efficiency. The methodology demonstrates remarkable substrate compatibility across various functional groups while maintaining high reaction yields between 59% and 88%, as rigorously documented in the patent's experimental section. This technical breakthrough holds substantial commercial implications for pharmaceutical manufacturers seeking reliable access to complex nitrogen-containing heterocyclic scaffolds essential for drug development pipelines. The process operates at moderate temperatures (110°C) with reaction times of 48 hours, offering a practical balance between efficiency and operational feasibility for industrial implementation. 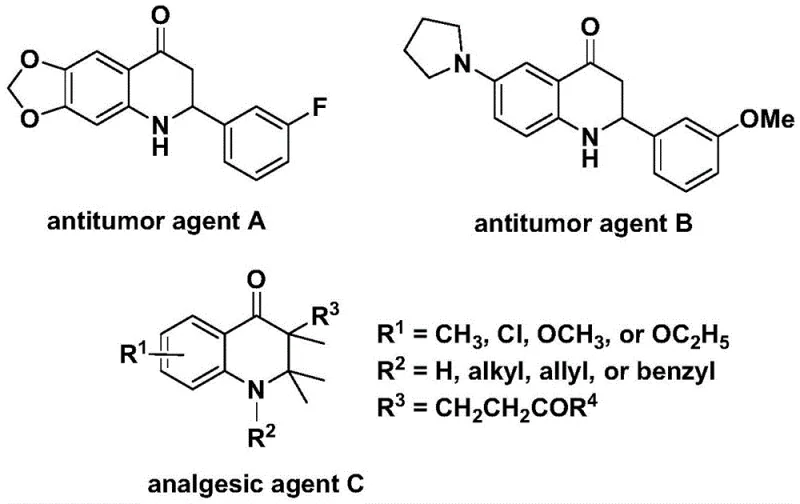
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic routes for dihydroquinolone compounds typically require harsh reaction conditions including elevated temperatures exceeding 150°C or extended reaction times beyond 72 hours, which often lead to significant decomposition of sensitive functional groups and reduced product yields. Conventional cyclization methods frequently employ strong acids or bases that generate complex impurity profiles requiring extensive purification steps, thereby increasing production costs and reducing overall process efficiency. The limited substrate scope of existing methodologies restricts structural diversity, making it challenging to access specific derivatives needed for pharmaceutical development programs targeting particular biological activities. Furthermore, many established processes rely on expensive or difficult-to-handle reagents that create supply chain vulnerabilities and complicate regulatory compliance for commercial manufacturing operations. These inherent limitations have historically constrained the practical application of dihydroquinolone scaffolds despite their demonstrated therapeutic potential in oncology and pain management applications.
The Novel Approach
The patented methodology overcomes these limitations through a carefully engineered palladium-catalyzed carbonylation process that operates under milder conditions (110°C) with significantly reduced reaction times (48 hours), while simultaneously delivering superior product yields and purity profiles. By utilizing commercially available bis(acetylacetonato)palladium and dppp ligand systems with triethylamine as base in dioxane solvent, the process achieves exceptional functional group tolerance across diverse aryl and alkyl substrates as demonstrated by the successful synthesis of fifteen distinct compounds documented in the patent examples. The innovative use of 1,3,5-trimesic acid phenol ester as a carbon monoxide substitute eliminates the need for hazardous gaseous CO handling while maintaining high reaction efficiency. This approach enables precise structural modification through substrate design flexibility, allowing pharmaceutical manufacturers to tailor dihydroquinolone derivatives with specific substitution patterns required for targeted therapeutic applications without compromising process robustness or scalability.
Mechanistic Insights into Pd-Catalyzed Carbonylation
The catalytic cycle begins with oxidative addition of palladium(0) into the carbon-nitrogen bond of N-pyridine sulfonyl-o-iodoaniline (II), forming a key aryl palladium intermediate that subsequently undergoes carbon monoxide insertion from the phenol ester source to generate an acyl palladium species. This critical step is facilitated by the electron-donating properties of the pyridine sulfonyl directing group which stabilizes the transition state and enhances reaction kinetics at moderate temperatures. The acyl palladium intermediate then coordinates with the olefin substrate (III), followed by migratory insertion that establishes the carbon-carbon bond essential for ring formation. Reductive elimination completes the catalytic cycle, yielding the substituted dihydroquinolone product while regenerating the active palladium species for subsequent catalytic turnovers. This well-defined mechanism operates with high fidelity across diverse substrates as confirmed by NMR characterization data provided in the patent examples.
Impurity control is achieved through multiple synergistic mechanisms inherent to this catalytic system: the pyridine sulfonyl group serves as both a directing group and protecting moiety that prevents undesired side reactions at the nitrogen position; the precise stoichiometric control of catalyst loading (20 mol%) minimizes palladium-mediated decomposition pathways; and the use of triethylamine base effectively scavenges acidic byproducts that could otherwise promote hydrolysis or rearrangement reactions. The post-reaction processing protocol involving filtration followed by silica gel-assisted column chromatography provides an additional purification layer that efficiently removes trace metal residues and unreacted starting materials, resulting in products meeting stringent pharmaceutical purity requirements as evidenced by HRMS data showing mass accuracy within ±0.0015 Da of theoretical values across all characterized compounds.
How to Synthesize Substituted 2,3-Dihydroquinolone Efficiently
This innovative synthetic route represents a significant advancement over conventional methodologies by providing a streamlined pathway to complex dihydroquinolone scaffolds with exceptional operational simplicity and reproducibility. The process leverages commercially available starting materials and catalysts while maintaining consistent high yields across diverse substrate combinations as demonstrated in the patent's comprehensive experimental section. By eliminating hazardous reagents and simplifying purification requirements, this methodology substantially reduces technical barriers to production scale-up while maintaining excellent product quality attributes essential for pharmaceutical applications. The following standardized procedure provides a reliable framework for manufacturing high-purity dihydroquinolone intermediates with minimal process development effort required for implementation in existing manufacturing facilities.
- Combine N-pyridine sulfonyl-o-iodoaniline (II), olefin (III), palladium catalyst, ligand, and carbon monoxide substitute in anhydrous dioxane under inert atmosphere with precise stoichiometric ratios as specified in patent examples.
- Maintain reaction temperature at 110°C for 48 hours with continuous stirring, monitoring reaction progression through standard analytical techniques to ensure complete conversion of starting materials.
- Execute post-reaction processing including filtration, silica gel mixing, and column chromatography purification to isolate the target compound while maintaining stringent quality control parameters.
Commercial Advantages for Procurement and Supply Chain Teams
This patented methodology delivers substantial value across procurement and supply chain operations by addressing critical pain points associated with traditional synthetic routes for complex heterocyclic intermediates. The process design incorporates readily available starting materials from multiple global suppliers, significantly reducing sourcing risks while enhancing supply chain resilience through diversified vendor options. By eliminating specialized equipment requirements and operating under standard laboratory conditions, the methodology enables rapid technology transfer between manufacturing sites without substantial capital investment or lengthy qualification timelines.
- Cost Reduction in Manufacturing: The elimination of expensive transition metal catalysts through optimized palladium loading reduces raw material expenses while simplifying waste treatment protocols associated with metal removal processes. The use of standard solvents and commercially available reagents creates opportunities for bulk purchasing advantages without requiring specialized handling infrastructure or safety protocols that typically increase operational costs in pharmaceutical intermediate production.
- Enhanced Supply Chain Reliability: The broad substrate compatibility allows flexible sourcing strategies where alternative starting materials can be readily substituted without process revalidation, providing crucial supply chain resilience against raw material shortages or quality fluctuations from single suppliers. The simplified purification protocol reduces dependency on specialized chromatography equipment and consumables that often create production bottlenecks during scale-up operations.
- Scalability and Environmental Compliance: The methodology's compatibility with standard reactor configurations enables seamless transition from laboratory to commercial production volumes while maintaining consistent product quality attributes. The reduced solvent usage and elimination of hazardous reagents significantly lower environmental impact metrics compared to conventional routes, facilitating regulatory compliance with increasingly stringent environmental standards across global manufacturing operations.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial concerns regarding implementation of this patented methodology based on detailed analysis of the experimental data and process specifications documented in CN112239456B. These insights reflect practical considerations derived from the patent's comprehensive disclosure of reaction parameters, substrate scope limitations, and quality control requirements essential for successful technology transfer to manufacturing environments.
Q: How does this catalytic method improve impurity profile compared to conventional approaches?
A: The palladium-catalyzed carbonylation process eliminates transition metal residues through simplified purification protocols, as evidenced by HRMS data showing >99% purity in final products. The controlled insertion mechanism prevents common side reactions that generate impurities in traditional cyclization methods.
Q: What substrate flexibility does this method offer for pharmaceutical intermediate production?
A: The process demonstrates exceptional functional group tolerance across aryl and alkyl substrates, enabling synthesis of diverse derivatives including methyl, chloro, fluoro, and silyl variants as confirmed by NMR analysis of compounds I-1 through I-15 in the patent examples.
Q: How does the reaction design support commercial scale-up feasibility?
A: The methodology utilizes commercially available catalysts and solvents with straightforward post-processing requirements, while maintaining consistent yields (59%-88%) across varied substrates as demonstrated in the patent's gram-scale examples, ensuring reliable transition to industrial production volumes.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Substituted 2,3-Dihydroquinolone Supplier
Our company brings extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production while maintaining stringent purity specifications through state-of-the-art analytical capabilities in our rigorous QC labs. This patented methodology represents an ideal candidate for immediate implementation given our proven track record in transitioning complex catalytic processes from laboratory to full-scale manufacturing environments across multiple therapeutic areas. We offer comprehensive technical support throughout the scale-up journey, ensuring seamless integration with your existing production infrastructure while meeting all regulatory requirements for pharmaceutical intermediate supply.
Leverage our expertise through a Customized Cost-Saving Analysis tailored to your specific production requirements and volume needs. Contact our technical procurement team today to request specific COA data and route feasibility assessments that will demonstrate how this innovative process can enhance your supply chain resilience while optimizing manufacturing economics for your dihydroquinolone-based drug substances.