Advanced Iodine-Catalyzed Triazole Synthesis: Enabling Commercial-Scale Production of High-Purity Pharmaceutical Intermediates
Patent CN113105402B introduces a groundbreaking methodology for synthesizing 3,4,5-trisubstituted 1,2,4-triazole compounds through an iodine-catalyzed process that eliminates the need for heavy metal catalysts and anhydrous conditions. This innovative approach addresses critical limitations in conventional triazole synthesis by utilizing readily available starting materials and enabling straightforward scale-up from laboratory to commercial production volumes. The method specifically targets the preparation of trifluoromethyl-containing triazole derivatives that are essential structural components in numerous pharmaceutical agents including antiviral drugs and antidiabetic medications. By avoiding stringent reaction environments and expensive catalyst systems, this patent establishes a new paradigm for cost-effective and environmentally sustainable production of high-value heterocyclic compounds that serve as key intermediates in the pharmaceutical industry. The significance of this development extends beyond mere synthetic efficiency to encompass substantial improvements in process safety and operational flexibility for manufacturers worldwide.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional approaches to synthesizing 3,4,5-trisubstituted 1,2,4-triazole compounds typically require stringent anhydrous and oxygen-free conditions that significantly increase operational complexity and cost while limiting scalability potential. Many existing methodologies depend on transition metal catalysts such as copper or palladium systems that introduce substantial purification challenges due to metal contamination concerns in final pharmaceutical products. The necessity for specialized equipment to maintain inert atmospheres creates additional capital expenditure burdens and operational constraints for manufacturing facilities. Furthermore, conventional routes often suffer from narrow substrate scope limitations that restrict the structural diversity of accessible triazole derivatives, particularly those containing both trifluoromethyl and acyl functional groups simultaneously. These methodological constraints have historically impeded the commercial viability of triazole-based pharmaceutical intermediates despite their significant therapeutic potential across multiple drug classes.
The Novel Approach
The patented methodology presented in CN113105402B overcomes these longstanding challenges through an elegant iodine-catalyzed process that operates effectively under standard atmospheric conditions without requiring specialized inert environments. By utilizing elemental iodine as a catalyst instead of transition metals, the process eliminates concerns about heavy metal contamination while maintaining excellent reaction efficiency and product purity. The strategic combination of dimethyl sulfoxide as both solvent and reaction participant enables the transformation of readily available aryl ketones into key intermediates through iodination/Kornblum oxidation pathways. This innovative approach demonstrates remarkable substrate tolerance across diverse aryl groups with various substituents including methyl, methoxy, halogen, and trifluoromethyl moieties while maintaining consistent product quality. Most significantly, the method has been successfully demonstrated at gram-scale quantities with straightforward purification protocols, establishing a clear pathway for industrial implementation without requiring substantial process re-engineering.
Mechanistic Insights into Iodine-Catalyzed Triazole Formation
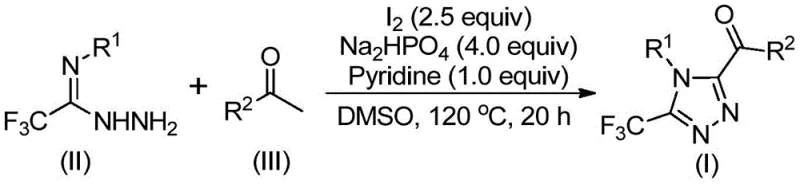
The reaction mechanism begins with iodine-mediated oxidation of aryl ethyl ketones in dimethyl sulfoxide to form aryl diketones through a Kornblum-type oxidation process that proceeds efficiently at elevated temperatures (90-110°C). This critical transformation occurs without requiring additional oxidizing agents due to DMSO's dual role as both solvent and oxygen source in the reaction medium. The resulting aryl diketones then undergo condensation with trifluoroethylimide hydrazides to form hydrazone intermediates through dehydration reactions that benefit from the thermal conditions employed (110-130°C). Subsequent intramolecular cyclization is facilitated by the synergistic action of iodine and sodium dihydrogen phosphate in pyridine solution, which promotes ring closure through nucleophilic attack and elimination pathways to form the triazole core structure. The precise stoichiometric ratio of iodine (2.5 equivalents), sodium dihydrogen phosphate (4 equivalents), and pyridine (1 equivalent) creates an optimal microenvironment that drives the reaction toward high yields while minimizing side product formation.
Impurity control is achieved through multiple mechanistic advantages inherent in this synthetic pathway. The absence of transition metal catalysts eliminates potential metal-based impurities that would require extensive purification steps in conventional processes. The reaction's tolerance for standard atmospheric conditions prevents oxidation byproducts that commonly occur in oxygen-sensitive metal-catalyzed reactions. The well-defined reaction sequence with clear intermediate formation allows for precise control over reaction progression, minimizing dimerization or polymerization side reactions that often plague heterocyclic syntheses. Furthermore, the use of column chromatography as the primary purification method provides excellent separation efficiency for removing any minor impurities while maintaining high product recovery rates. This combination of factors results in consistently high-purity products suitable for pharmaceutical applications without requiring additional specialized purification techniques.
How to Synthesize Triazole Intermediates Efficiently
This patented methodology provides a robust framework for producing high-purity triazole intermediates through a carefully optimized sequence that balances reactivity with operational simplicity. The process begins with readily available aryl ketones and progresses through well-defined intermediate stages to yield structurally diverse triazole products with consistent quality metrics. Detailed standardized synthesis procedures have been developed based on extensive experimental validation across multiple substrate variations, ensuring reliable implementation in industrial settings. The following step-by-step guide outlines the precise operational parameters required for successful scale-up while maintaining product integrity and process efficiency.
- Combine aryl ethyl ketone with iodine in DMSO solvent at 90-110°C for 4-6 hours to form aryl diketone intermediates through iodination/Kornblum oxidation
- Add trifluoroethylimide hydrazide along with iodine (2.5 equiv), sodium dihydrogen phosphate (4 equiv), and pyridine (1 equiv) to the reaction mixture
- Heat the combined mixture at 110-130°C for 12-20 hours followed by standard workup including filtration, silica gel mixing, and column chromatography purification
Commercial Advantages for Procurement and Supply Chain Teams
This innovative synthetic approach delivers substantial value to procurement and supply chain operations by addressing multiple pain points inherent in traditional triazole production methods. The elimination of specialized equipment requirements and hazardous materials significantly reduces capital investment needs while enhancing operational flexibility across manufacturing sites worldwide. The use of commercially available starting materials with established global supply chains ensures consistent raw material availability regardless of regional market fluctuations or geopolitical constraints. These advantages collectively contribute to a more resilient and cost-effective production ecosystem that aligns with modern pharmaceutical manufacturing requirements for quality, reliability, and sustainability.
- Cost Reduction in Manufacturing: The elimination of expensive transition metal catalysts removes significant material costs while avoiding the need for specialized metal removal processes that add multiple purification steps to conventional manufacturing workflows. The use of standard atmospheric conditions eliminates capital expenditures associated with inert gas systems and specialized reaction vessels required for anhydrous processes. These combined factors substantially reduce both fixed and variable costs throughout the production cycle without compromising product quality or yield consistency.
- Enhanced Supply Chain Reliability: The reliance on widely available starting materials with established global supply networks ensures consistent raw material availability regardless of regional market fluctuations or geopolitical constraints. The simplified process design with fewer critical control points enhances manufacturing reliability while reducing vulnerability to single-point failures in the production chain. This robustness translates directly to more predictable delivery schedules and reduced risk of supply disruptions for critical pharmaceutical intermediates.
- Scalability and Environmental Compliance: The demonstrated scalability from laboratory to commercial production volumes without requiring substantial process re-engineering provides a clear pathway for meeting growing market demands while maintaining consistent product quality standards. The absence of toxic heavy metals in both the reaction process and final products significantly reduces environmental impact while simplifying waste treatment protocols required for regulatory compliance. These environmental advantages position manufacturers favorably within increasingly stringent global regulatory frameworks governing pharmaceutical production.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial concerns regarding the implementation of this patented triazole synthesis methodology in industrial production environments. Each response is grounded in experimental data from the patent documentation and reflects practical considerations for successful technology transfer to manufacturing operations.
Q: How does this method eliminate the need for anhydrous and oxygen-free conditions compared to conventional approaches?
A: The patented process utilizes dimethyl sulfoxide as both solvent and oxygen source in the Kornblum oxidation step, eliminating specialized inert atmosphere equipment while maintaining high reaction efficiency through iodine-mediated oxidation pathways.
Q: What are the environmental and cost benefits of avoiding heavy metal catalysts in triazole synthesis?
A: Eliminating transition metal catalysts removes expensive purification steps required to remove metal contaminants from final products while reducing hazardous waste generation associated with metal catalyst disposal protocols.
Q: How does the scalability of this process support commercial production of pharmaceutical intermediates?
A: The demonstrated gram-scale production with straightforward purification protocols establishes a clear pathway for industrial implementation without requiring substantial process re-engineering or specialized equipment investments.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Triazole Intermediate Supplier
Our company brings extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production while maintaining stringent purity specifications through rigorous QC labs equipped with state-of-the-art analytical instrumentation. This patented methodology represents just one example of our commitment to developing innovative solutions that address complex synthetic challenges in pharmaceutical intermediate manufacturing. Our technical team has successfully implemented similar iodine-catalyzed processes across multiple product lines, demonstrating consistent ability to translate laboratory discoveries into reliable commercial-scale operations that meet the highest industry standards for quality and regulatory compliance.
We invite you to request a Customized Cost-Saving Analysis from our technical procurement team to evaluate how this methodology can be adapted to your specific production requirements. Please contact us to obtain detailed COA data and route feasibility assessments tailored to your manufacturing needs.