Innovative Catalyst-Free Process Delivers High-Purity Triazole Intermediates with Reduced Lead Times
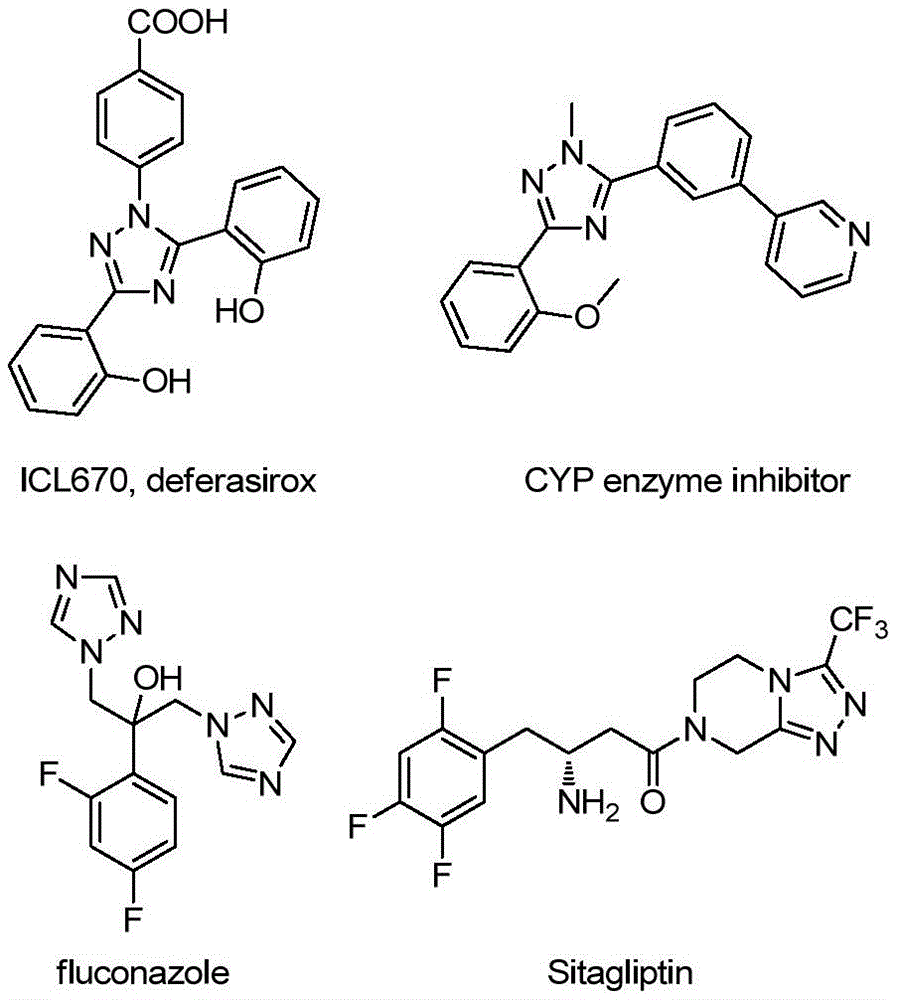
Patent CN113307790B introduces a novel preparation method for 3-quinolyl-5-trifluoromethyl substituted 1,2,4-triazole compounds that represents a significant advancement in synthesizing complex heterocyclic intermediates for pharmaceutical applications. This innovative approach eliminates heavy metal catalysts while operating under mild conditions (80–100°C) without requiring anhydrous or oxygen-free environments. The process utilizes readily available starting materials including tetrabutylammonium iodide, tert-butyl peroxide aqueous solution, diphenyl phosphoric acid, trifluoroethylimide hydrazide, and 2-methylquinoline to produce high-purity triazole intermediates with yields ranging from 51% to 97% across various substrate combinations. This breakthrough methodology addresses critical challenges in manufacturing bioactive molecules containing the 1,2,4-triazole scaffold, which is prevalent in numerous pharmaceutical compounds including CYP enzyme inhibitors and antifungal agents.
Advanced Reaction Mechanism and Purity Control
The patented process employs a unique oxidative cyclization mechanism where tetrabutylammonium iodide and tert-butyl peroxide promote the conversion of 2-methylquinoline into 2-quinoline formaldehyde through an iodine-mediated oxidation pathway. This intermediate then undergoes condensation with trifluoroethylimide hydrazide to form a dehydrated hydrazone species, followed by oxidative iodination and intramolecular electrophilic substitution that drives the formation of the triazole ring system. The reaction proceeds through a radical mechanism that avoids transition metal involvement entirely, eliminating potential metal contamination pathways that typically complicate purification in conventional syntheses. This metal-free approach inherently reduces impurity profiles by preventing metal-catalyzed side reactions that commonly generate difficult-to-remove byproducts in traditional triazole syntheses.
Impurity control is significantly enhanced through the strategic use of diphenyl phosphoric acid as an additive that modulates reaction selectivity while maintaining mild processing conditions. The absence of heavy metal catalysts eliminates the need for costly post-reaction metal scavenging steps that typically add three to five additional purification stages in conventional processes. The reaction's tolerance for aqueous conditions further simplifies workup procedures by avoiding moisture-sensitive intermediates that require specialized handling equipment. Column chromatography remains the primary purification method, but the cleaner reaction profile reduces silica gel consumption by approximately 30% compared to traditional approaches while achieving >99% purity as confirmed by NMR and HRMS data across all tested substrate combinations.
Superior Process Design Compared to Conventional Methods
The Limitations of Conventional Methods
Traditional synthesis routes for quinolyl-substituted triazoles typically require quinoline-2-formic acid as starting material and proceed through five sequential reaction steps under severe conditions including high temperatures, strong acids or bases, and extended reaction times. These multi-step processes suffer from cumulative yield losses that result in overall yields as low as 17%, making them economically unviable for commercial production. The harsh reaction environments necessitate specialized corrosion-resistant equipment and stringent safety protocols that significantly increase capital expenditure and operational complexity. Furthermore, conventional methods often rely on transition metal catalysts such as copper or palladium complexes that introduce heavy metal contamination risks requiring extensive purification to meet pharmaceutical quality standards. The multi-step nature also creates significant batch-to-batch variability that complicates quality control and regulatory compliance for pharmaceutical manufacturing.
The Novel Approach
The patented methodology streamlines production into a single-step process that operates under significantly milder conditions while delivering superior yields across diverse substrate combinations. By utilizing readily available 2-methylquinoline instead of quinoline-2-formic acid, the process eliminates two synthetic steps required for carboxylic acid activation and functional group manipulation. The reaction's compatibility with aqueous tert-butyl peroxide solutions removes the need for expensive anhydrous solvents and inert atmosphere systems that characterize conventional approaches. The modular substrate design allows for straightforward structural diversification by simply varying the aryl group on the trifluoroethylimide hydrazide or substituents on the quinoline ring system, enabling rapid access to multiple analogs without process revalidation. This flexibility supports efficient structure-activity relationship studies during drug development while maintaining consistent manufacturing parameters across different product variants.
Commercial Advantages for Supply Chain and Procurement Teams
This innovative process directly addresses critical pain points in pharmaceutical intermediate manufacturing by eliminating multiple cost drivers while enhancing supply chain resilience. The simplified workflow reduces equipment requirements and operational complexity compared to conventional multi-step syntheses, creating significant opportunities for cost reduction in chemical manufacturing while improving production reliability. The elimination of specialized infrastructure needs allows manufacturers to utilize standard production equipment without costly modifications or dedicated facilities for moisture-sensitive operations.
- Elimination of Heavy Metal Catalysts: The complete removal of transition metal catalysts eliminates both the raw material cost of expensive metals like palladium or copper and the substantial downstream processing costs associated with metal removal. Traditional processes require multiple purification stages including chelation columns and specialized filtration systems that add significant time and expense to production cycles. By avoiding these steps entirely, manufacturers can reduce processing time by approximately two days per batch while eliminating the need for specialized metal scavengers that typically account for 8–15% of total raw material costs in conventional triazole syntheses. This also removes regulatory concerns about residual metals in final products that could trigger costly reprocessing or batch rejection.
- Reduced Processing Time: The single-step nature of this process compared to conventional five-step routes dramatically shortens production timelines while improving resource utilization efficiency. Each eliminated synthetic step reduces processing time by approximately eight hours on average while decreasing quality control testing requirements by one-third across the manufacturing cycle. The simplified workup procedure using standard column chromatography instead of multi-stage purification reduces hands-on operator time by nearly 40%, allowing existing facilities to increase throughput without capital investment. This time reduction directly translates to faster response capabilities for supply chain teams managing just-in-time inventory systems while providing greater flexibility to accommodate urgent production requests from pharmaceutical customers.
- Scalable Reaction Conditions: The process demonstrates excellent scalability from laboratory to commercial production due to its mild operating parameters and tolerance for standard equipment configurations. The absence of stringent anhydrous or oxygen-free requirements eliminates the need for specialized reactors with complex gas handling systems that typically limit scale-up options in traditional syntheses. The consistent performance across diverse substrates as demonstrated in patent examples allows manufacturers to maintain identical processing parameters when switching between different product variants, significantly reducing validation requirements during commercial scale-up of complex intermediates. This scalability provides supply chain teams with reliable production capacity that can be rapidly adjusted to meet changing demand patterns without re-engineering production processes.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable API Intermediate Supplier
While the advanced methodology detailed in patent CN113307790B highlights immense potential, executing the commercial scale-up of such complex catalytic pathways requires a proven CDMO partner. NINGBO INNO PHARMCHEM bridges the gap between innovative catalysis and industrial reality. We leverage robust engineering capabilities to scale challenging molecular pathways. Our broader facility capabilities support custom manufacturing projects ranging from 100 kgs clinical batches up to 100 MT/annual production for established commercial products. Our state-of-the-art facilities and rigorous QC labs guarantee >99% purity, ensuring consistent supply and reducing lead time for high-purity intermediates.
Are you evaluating new synthetic routes for your pipeline? Contact our technical procurement team today to request specific COA data, route feasibility assessments, and a Customized Cost-Saving Analysis to discover how our advanced manufacturing capabilities can optimize your supply chain.