Revolutionizing Pharmaceutical Intermediate Production: Scalable Synthesis of High-Purity 2-Trifluoromethyl Quinazolinone Derivatives
Patent CN112125856A introduces a groundbreaking synthetic methodology for producing 2-trifluoromethyl-substituted quinazolinone derivatives, which represent critical structural motifs in numerous pharmaceutical compounds with diverse biological activities including anti-inflammatory, antiviral, antitumor, and anticonvulsant properties as evidenced by marketed drugs such as CP-465022 and Erastin. This innovative approach addresses significant limitations in conventional synthesis routes by employing a solid carbon monoxide surrogate that eliminates the need for handling toxic gaseous CO while maintaining excellent substrate compatibility and operational simplicity across diverse functional groups. The methodology demonstrates remarkable versatility through fifteen experimental examples showing yields ranging from 44% to 99%, enabling the production of various quinazolinone derivatives with high purity suitable for pharmaceutical manufacturing applications requiring stringent quality specifications.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic approaches for 2-trifluoromethyl quinazolinone derivatives suffer from multiple critical drawbacks that severely limit their industrial applicability and commercial viability for pharmaceutical manufacturing operations. These methods typically require harsh reaction conditions including high temperatures and pressures when using gaseous carbon monoxide, necessitating specialized equipment and creating significant safety hazards in manufacturing environments that increase both capital expenditure and operational complexity. Conventional routes often depend on expensive or difficult-to-obtain starting materials that require pre-activation steps or unstable intermediates like trifluoroacetamide, substantially increasing production costs while limiting substrate diversity. The narrow substrate scope of existing methodologies restricts accessible derivative diversity, while low yields and challenging purification processes further diminish economic feasibility for large-scale production where consistent quality is paramount for pharmaceutical intermediates.
The Novel Approach
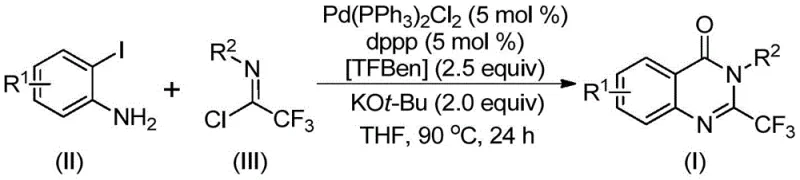
The patented methodology overcomes these limitations through an elegant palladium-catalyzed carbonylation process that utilizes 1,3,5-tricarboxylic acid phenol ester (TFBen) as a safe solid carbon monoxide surrogate, completely eliminating the need for handling toxic gaseous CO while maintaining excellent reaction efficiency under mild conditions (90°C). This innovative approach employs readily available starting materials—o-iodoaniline and trifluoroethyl imidoyl chloride—that are both cost-effective and commercially accessible without requiring pre-activation steps, significantly reducing raw material expenses compared to conventional methods that rely on expensive or unstable precursors. The reaction demonstrates exceptional substrate tolerance across diverse functional groups as evidenced by fifteen experimental examples showing consistent yields between 44% and 99%, enabling synthesis of various quinazolinone derivatives with different substitution patterns while maintaining operational simplicity suitable for both laboratory-scale development and commercial manufacturing environments.
Mechanistic Insights into Pd-Catalyzed Carbonylation with Solid CO Surrogate
The reaction mechanism begins with potassium tert-butoxide-promoted intermolecular carbon-nitrogen bond coupling between o-iodoaniline and trifluoroethyl imidoyl chloride to form a trifluoroacetamidine intermediate, followed by oxidative addition of the palladium catalyst into the carbon-iodine bond to generate a divalent palladium species that serves as the key catalytic intermediate. Under thermal conditions at precisely controlled temperatures around 90°C, TFBen decomposes to release carbon monoxide in situ which inserts into the carbon-palladium bond to form an acyl palladium intermediate that subsequently undergoes base-promoted cyclization to create a seven-membered palladacycle through nitrogen coordination. This catalytic cycle concludes with reductive elimination to yield the final 2-trifluoromethyl-substituted quinazolinone derivative while regenerating the active palladium catalyst for subsequent cycles, demonstrating an efficient and well-defined mechanistic pathway that ensures high selectivity across diverse substrates without requiring specialized equipment or hazardous materials handling.
The process exhibits exceptional control over impurity formation through multiple inherent mechanistic features that contribute to high product purity without requiring additional purification steps beyond standard column chromatography techniques commonly employed in pharmaceutical manufacturing facilities. The use of a solid CO surrogate eliminates potential side reactions associated with gaseous CO impurities while maintaining precise stoichiometric control over the carbonylation step through controlled decomposition kinetics at reaction temperature. The well-defined catalytic cycle minimizes palladium-mediated side products through selective oxidative addition and reductive elimination pathways that favor the desired cyclization product over competing reaction pathways, while the mild reaction conditions prevent thermal decomposition of sensitive intermediates that could generate difficult-to-remove impurities. Furthermore, the compatibility of the methodology with various functional groups across different substrates demonstrates robust impurity profile management that consistently delivers high-purity products meeting pharmaceutical quality standards without requiring additional purification steps beyond standard industry practices.
How to Synthesize 2-Trifluoromethyl Quinazolinone Derivatives Efficiently
This patented synthetic route represents a significant advancement in quinazolinone chemistry by providing a safe, efficient alternative to traditional methods that require hazardous gaseous carbon monoxide handling while maintaining excellent substrate compatibility across diverse functional groups as demonstrated through fifteen experimental examples in the patent documentation. The methodology has been rigorously validated through multiple experimental iterations showing consistent high yields between 44% and 99% across different substrate combinations while maintaining operational simplicity suitable for both laboratory-scale development and commercial manufacturing environments where consistent quality is essential for pharmaceutical intermediates production.
- Prepare reaction mixture by combining o-iodoaniline (1 equiv), trifluoroethyl imidoyl chloride (2 equiv), Pd(PPh₃)₂Cl₂ (5 mol%), dppp (5 mol%), TFBen (2.5 equiv), and KOt-Bu (2.0 equiv) in THF under inert atmosphere with precise stoichiometric control
- Heat reaction mixture to precisely maintained 90°C temperature under nitrogen atmosphere with continuous stirring for optimal duration between 16-30 hours to ensure complete conversion while minimizing side reactions
- Perform post-reaction workup through filtration followed by silica gel column chromatography purification using standardized elution protocols to isolate high-purity quinazolinone derivatives meeting pharmaceutical quality specifications
Commercial Advantages for Procurement and Supply Chain Teams
This innovative synthetic methodology directly addresses critical pain points in pharmaceutical intermediate supply chains by delivering a robust manufacturing solution that enhances both operational efficiency and strategic sourcing capabilities for procurement teams managing complex API production networks where reliability and quality consistency are paramount requirements. The elimination of hazardous gas handling requirements significantly reduces facility modification costs while improving workplace safety metrics without compromising on product quality or regulatory compliance standards required in pharmaceutical production environments governed by strict cGMP regulations.
- Cost Reduction in Manufacturing: The elimination of toxic carbon monoxide gas handling requirements removes substantial capital investment needs for specialized pressure equipment and safety infrastructure while reducing operational costs associated with gas monitoring systems and safety protocols required for hazardous material handling; the use of commercially available starting materials at favorable price points combined with simplified reaction workup procedures significantly lowers overall production costs without requiring expensive catalysts or specialized reagents through process streamlining that creates substantial cost savings via reduced resource consumption in manufacturing operations.
- Enhanced Supply Chain Reliability: The reliance on readily available stable starting materials that do not require special handling or storage conditions significantly improves supply chain resilience by reducing dependency on specialized chemical suppliers with limited geographic distribution; the robust nature of the reaction across diverse substrates provides flexibility in raw material sourcing while maintaining consistent product quality without requiring process revalidation when changing suppliers or adjusting production volumes within established parameters.
- Scalability and Environmental Compliance: The process demonstrates excellent scalability from laboratory to commercial production volumes without requiring significant parameter adjustments as evidenced by consistent yields across different substrate combinations; elimination of hazardous gas usage substantially reduces environmental compliance burdens while simplified workup procedures minimize waste generation compared to conventional methods aligning with increasingly stringent environmental regulations and corporate sustainability initiatives in pharmaceutical manufacturing sectors.
Frequently Asked Questions (FAQ)
The following questions and answers have been developed based on detailed technical analysis of the patented methodology to address common concerns from procurement specialists R&D scientists and supply chain management professionals evaluating this synthetic route for potential implementation in pharmaceutical intermediate manufacturing operations where quality consistency reliability and cost-effectiveness are critical decision factors.
Q: How does this method eliminate safety concerns associated with traditional CO-based synthesis?
A: The patented process utilizes TFBen (1,3,5-tricarboxylic acid phenol ester) as a solid carbon monoxide surrogate that decomposes in situ only when needed during the reaction sequence, completely eliminating the requirement for handling pressurized toxic CO gas while maintaining precise stoichiometric control over the carbonylation step without compromising reaction efficiency.
Q: What is the substrate scope limitation for this synthetic methodology?
A: The methodology demonstrates exceptional substrate tolerance across diverse functional groups including halogens (F, Cl, Br), alkyl groups (methyl, tert-butyl), nitro groups, and various aryl moieties (phenyl, naphthyl), with R¹ ranging from H to CF₃ and R² covering multiple substituted aryl groups as validated through fifteen experimental examples in the patent documentation.
Q: How does this process impact impurity profiles compared to conventional methods?
A: The well-defined catalytic cycle minimizes side reactions through selective oxidative addition and reductive elimination pathways while mild reaction conditions prevent thermal decomposition; elimination of gaseous CO handling removes potential impurities from gas contaminants, resulting in cleaner reaction profiles that consistently deliver high-purity products suitable for pharmaceutical applications requiring stringent quality specifications.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Trifluoromethyl Quinazolinone Derivatives Supplier
Our patented methodology represents a significant advancement in quinazolinone chemistry that delivers both technical excellence and commercial viability for pharmaceutical manufacturers seeking reliable sources of high-purity intermediates meeting stringent regulatory requirements; NINGBO INNO PHARMCHEM brings extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production while maintaining stringent purity specifications through our state-of-the-art QC labs equipped with advanced analytical capabilities ensuring comprehensive quality assurance throughout every stage of the manufacturing process from raw material testing to final product release.
We invite you to contact our technical procurement team to request specific COA data and route feasibility assessments tailored to your unique requirements; take advantage of our Customized Cost-Saving Analysis service to evaluate how this innovative synthetic route can optimize your supply chain while ensuring consistent quality reliable delivery schedules and regulatory compliance for your critical pharmaceutical manufacturing needs where time-to-market is increasingly competitive.