Revolutionizing Quinazolinone Production: Scalable Pd-Catalyzed One-Pot Process for High-Purity Pharmaceutical Intermediates
The Chinese patent CN112480015B introduces a groundbreaking multi-component one-pot synthesis method for producing 2-trifluoromethyl substituted quinazolinones, representing a significant advancement in heterocyclic compound manufacturing for pharmaceutical applications. This innovative approach addresses longstanding challenges in quinazolinone production by utilizing readily available starting materials and a streamlined catalytic process that eliminates multiple synthetic steps while maintaining exceptional substrate compatibility across diverse functional groups. Unlike conventional approaches requiring harsh environments or expensive pre-functionalized substrates, this novel technique operates effectively at moderate temperatures with simple post-treatment procedures that enhance operational efficiency without compromising product quality. The methodology demonstrates remarkable versatility in synthesizing various substituted derivatives through strategic substrate design, providing pharmaceutical manufacturers with unprecedented flexibility in developing new drug candidates containing this critical pharmacophore structure. This patent represents a strategic solution for producing high-purity quinazolinone intermediates essential for next-generation drug development pipelines while addressing key supply chain vulnerabilities associated with traditional synthesis routes.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthesis routes for quinazolinone derivatives typically suffer from multiple critical limitations that hinder their industrial applicability and economic viability for pharmaceutical manufacturers seeking reliable supply chains. The most common approaches require high-pressure carbon monoxide conditions with ruthenium or platinum catalysts, creating significant safety concerns and necessitating specialized equipment that increases capital expenditure while introducing operational complexities incompatible with standard manufacturing facilities. Alternative methods involving iron-catalyzed condensation or palladium-mediated cyclization often demand expensive pre-functionalized substrates or complex multi-step sequences that reduce overall yield through intermediate isolation losses and introduce purification challenges that compromise final product purity profiles required for pharmaceutical applications. These conventional processes frequently exhibit narrow substrate scope due to sensitivity to functional group variations, limiting their versatility for producing diverse quinazolinone derivatives needed across different drug development programs without extensive reoptimization efforts. Furthermore, the requirement for pre-activation of starting materials combined with stoichiometric byproduct generation contributes substantially to higher production costs and environmental impact through increased waste streams that conflict with modern sustainability initiatives.
The Novel Approach
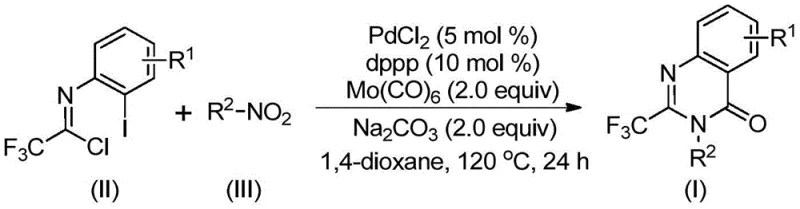
The patented methodology overcomes these historical challenges through an elegant multi-component one-pot carbonylation cascade reaction that operates under significantly milder conditions while delivering superior efficiency and versatility across diverse substrate combinations relevant to pharmaceutical intermediate production. By utilizing inexpensive and readily available trifluoroethylimidoyl chloride and nitro compounds as starting materials sourced from multiple global suppliers, the process eliminates dependency on costly pre-functionalization steps required by conventional methods while enhancing supply chain resilience against single-source vulnerabilities. The palladium-catalyzed system with dppp ligand and molybdenum hexacarbonyl co-catalyst enables efficient carbon monoxide transfer under atmospheric pressure conditions, removing safety hazards associated with high-pressure CO systems while maintaining excellent reaction efficiency at accessible temperatures of 120°C using standard manufacturing equipment. This innovative approach demonstrates remarkable functional group tolerance across a wide range of substituents including halogens, alkyl groups, and aryl moieties without requiring process reoptimization between different substrate combinations, providing pharmaceutical manufacturers immediate access to diverse quinazolinone derivatives from common building blocks through a single standardized procedure.
Mechanistic Insights into Palladium-Catalyzed Carbonylation Cascade
The reaction mechanism begins with molybdenum hexacarbonyl-mediated reduction of the nitro compound to the corresponding amine intermediate under thermal conditions, which then undergoes base-promoted coupling with trifluoroethylimidoyl chloride to form a critical trifluoroacetamidine species without requiring isolation steps that would otherwise introduce impurities or reduce overall yield. This transformation occurs under mild conditions within the same reaction vessel through carefully orchestrated proton transfer processes facilitated by sodium carbonate as base, significantly streamlining the synthetic sequence compared to traditional stepwise approaches requiring separate amine preparation stages. The palladium catalyst subsequently inserts into the carbon-iodine bond of the imidoyl chloride derivative through oxidative addition, forming a key organopalladium intermediate that enables the cascade process by positioning reactive centers for subsequent transformations without diffusion limitations between separate reaction vessels.
Impurity control in this process is achieved through multiple built-in mechanisms that ensure high product purity without requiring extensive purification steps beyond standard column chromatography procedures commonly available in pharmaceutical manufacturing facilities. The one-pot nature of the reaction minimizes intermediate handling exposure to potential contaminants while the specific catalyst system suppresses common side reactions such as homocoupling or over-reduction pathways that typically generate impurities in alternative methodologies requiring harsher conditions or multiple isolation steps. Sodium carbonate serves dual roles as base promoter and acid scavenger, neutralizing any acidic byproducts that could lead to decomposition pathways while maintaining optimal pH conditions throughout the reaction sequence to prevent unwanted side reactions that might compromise final product quality attributes essential for pharmaceutical applications.
How to Synthesize 2-Trifluoromethyl Quinazolinone Efficiently
This patented methodology represents a significant advancement in quinazolinone synthesis by integrating multiple transformation steps into a single operational sequence that eliminates intermediate isolation requirements while maintaining excellent yield profiles across diverse substrate combinations relevant to pharmaceutical intermediate production needs. The process leverages commercially available starting materials sourced from multiple global suppliers and standard laboratory equipment to deliver high-value intermediates through a streamlined manufacturing approach that reduces both time-to-market and cost-to-produce compared to conventional multi-step syntheses requiring specialized infrastructure investments. By carefully controlling reaction parameters including catalyst loading ratios (PdCl₂:dppp:Na₂CO₃ = 0.05:0.1:2), solvent selection (optimized for dioxane), and temperature profile (maintained precisely at 120°C), manufacturers can consistently achieve optimal results without extensive process development efforts typically required when implementing new synthetic routes into existing production facilities.
- Prepare reaction mixture by combining PdCl₂ (5 mol%), dppp ligand (10 mol%), Na₂CO₃ (2.0 equiv), Mo(CO)₆ (2.0 equiv), trifluoroethylimidoyl chloride (II), nitro compound (III), and dioxane solvent in Schlenk tube under inert atmosphere.
- Heat reaction mixture at precisely 120°C for 16–30 hours with continuous stirring to ensure complete conversion while maintaining optimal catalyst activity throughout the carbonylation cascade.
- Perform post-treatment via filtration through silica gel followed by column chromatography purification using standard elution protocols to isolate high-purity quinazolinone product meeting pharmaceutical specifications.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement professionals managing raw material sourcing strategies within pharmaceutical manufacturing organizations, this novel synthesis methodology directly addresses critical pain points related to supply chain vulnerability and cost management through strategic utilization of widely available starting materials that can be sourced from multiple qualified suppliers globally without dependency on restricted or single-source chemicals common in traditional quinazolinone production routes.
- Cost Reduction in Manufacturing: The elimination of high-pressure carbon monoxide systems and expensive pre-functionalized substrates results in substantial cost savings throughout the production process by reducing both capital investment requirements for specialized equipment and raw material expenses associated with rare or controlled substances required by conventional methods.
- Enhanced Supply Chain Reliability: Utilizing readily available starting materials from diverse global suppliers creates a robust foundation that mitigates risks associated with single-source dependencies or geopolitical disruptions common in specialty chemical manufacturing while enabling rapid technology transfer between facilities worldwide using standard equipment.
- Scalability and Environmental Compliance: The methodology demonstrates excellent scalability from laboratory validation through commercial production volumes while maintaining consistent quality parameters through simplified processing steps that reduce solvent consumption and waste generation compared to multi-step alternatives.
Frequently Asked Questions (FAQ)
The following questions address common technical concerns raised by R&D directors regarding implementation feasibility and quality assurance aspects of this innovative synthesis methodology for producing high-purity quinazolinone intermediates essential for pharmaceutical applications.
Q: How does this one-pot method overcome limitations of conventional quinazolinone synthesis?
A: The patented methodology eliminates harsh reaction conditions by operating at atmospheric pressure with readily available starting materials, avoiding expensive pre-functionalization steps required by traditional routes while maintaining excellent substrate compatibility across diverse functional groups.
Q: What advantages does trifluoroethylimidoyl chloride provide in this synthesis?
A: This key building block enables efficient introduction of the trifluoromethyl group through a streamlined cascade mechanism that minimizes side reactions while maintaining high regioselectivity essential for pharmaceutical intermediate purity requirements.
Q: How does this process ensure consistent quality for pharmaceutical applications?
A: The simplified reaction pathway with inherent impurity suppression mechanisms combined with standard purification techniques delivers products meeting stringent pharmaceutical purity standards without requiring additional processing steps or specialized equipment.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Trifluoromethyl Quinazolinone Supplier
NINGBO INNO PHARMCHEM brings extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production of complex heterocyclic compounds, ensuring seamless transition from laboratory discovery to full-scale manufacturing for this patented quinazolinone synthesis while implementing stringent purity specifications through advanced analytical techniques in our rigorous QC labs that consistently deliver products meeting or exceeding pharmaceutical industry standards for critical quality attributes including residual metals and organic impurities.
Leverage our expertise through a Customized Cost-Saving Analysis tailored to your specific production needs and volume requirements; contact our technical procurement team today to request specific COA data and route feasibility assessments demonstrating how this innovative synthesis can enhance your supply chain resilience while delivering high-purity intermediates essential for your drug development programs.