Scalable Metal-Free Synthesis of Trifluoromethyl Triazoles for Advanced Pharmaceutical Intermediates
Scalable Metal-Free Synthesis of Trifluoromethyl Triazoles for Advanced Pharmaceutical Intermediates
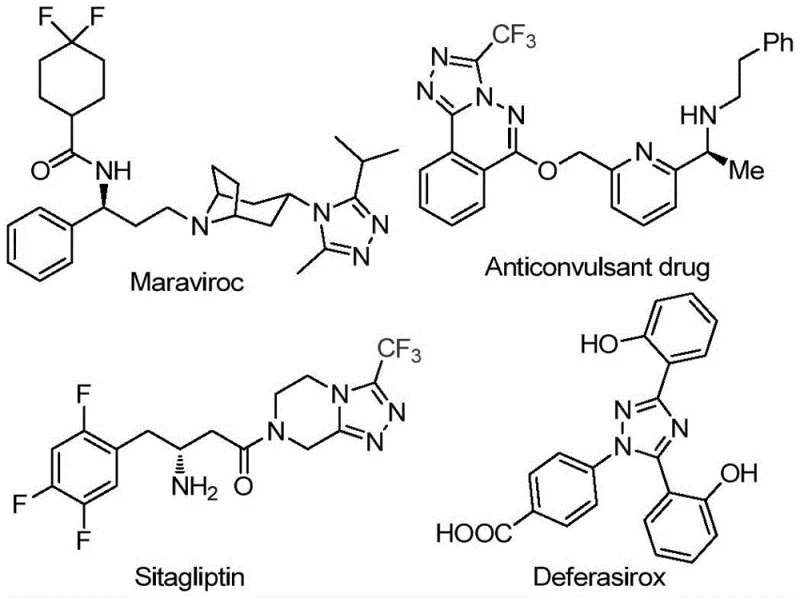
The rapid evolution of medicinal chemistry has placed 1,2,4-triazole derivatives at the forefront of drug discovery, particularly due to their presence in blockbuster medications such as Maraviroc, Sitagliptin, and Deferasirox. The introduction of a trifluoromethyl group into these heterocyclic scaffolds significantly enhances metabolic stability and lipophilicity, properties that are critical for modern active pharmaceutical ingredients (APIs). A groundbreaking preparation method disclosed in patent CN113105402A offers a transformative approach to synthesizing 3,4,5-trisubstituted 1,2,4-triazole compounds. This technology leverages a non-metallic iodine-promoted cascade reaction that bypasses the limitations of traditional transition metal catalysis. By utilizing cheap and readily available arylethanones and trifluoroethylimine hydrazide, this process addresses the urgent industry demand for high-purity pharmaceutical intermediates while drastically simplifying the operational complexity associated with heterocycle construction.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of polysubstituted 1,2,4-triazole rings has relied heavily on transition metal catalysts or harsh reaction conditions that pose significant challenges for industrial scalability. Traditional routes often require expensive palladium or copper complexes, which not only inflate the raw material costs but also introduce severe complications regarding heavy metal residue removal—a critical bottleneck for regulatory compliance in API manufacturing. Furthermore, many existing protocols necessitate strict anhydrous and oxygen-free environments, demanding specialized equipment and inert gas handling that increase both capital expenditure and operational overhead. The substrate scope in conventional methods is frequently narrow, struggling to tolerate diverse functional groups without compromising yield or selectivity. These factors collectively hinder the ability of procurement teams to secure reliable supplies of complex triazole intermediates at competitive price points, creating supply chain vulnerabilities for downstream drug manufacturers.
The Novel Approach
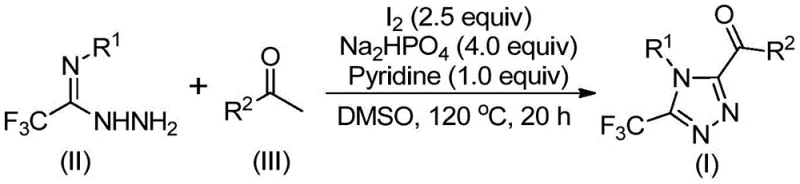
The methodology outlined in patent CN113105402A represents a paradigm shift by employing elemental iodine and dimethyl sulfoxide (DMSO) to drive the reaction through a Kornblum oxidation pathway. This metal-free strategy eliminates the need for toxic heavy metal catalysts, thereby removing the costly and time-consuming steps associated with metal scavenging and purification. The reaction operates efficiently under aerobic conditions without the need for rigorous exclusion of moisture or oxygen, significantly lowering the barrier to entry for production facilities. By using arylethanones as the acyl source, the process taps into a vast library of inexpensive, commercially available starting materials. This robustness allows for a wider tolerance of functional groups on both the aryl and heteroaryl moieties, enabling the synthesis of a diverse range of 3,4,5-trisubstituted derivatives. The simplicity of the work-up procedure, often involving basic filtration and chromatography, ensures that the final products meet stringent purity specifications required for high-value pharmaceutical applications.
Mechanistic Insights into Iodine-Promoted Cyclization
The core of this innovative synthesis lies in the dual role of the iodine/DMSO system, which facilitates both the oxidation of the ketone precursor and the subsequent cyclization. Initially, the arylethanone undergoes an iodine-mediated Kornblum oxidation in DMSO to generate an unstable alpha-dicarbonyl intermediate in situ. This highly reactive species then undergoes a dehydration condensation with trifluoroethylimine hydrazide to form a hydrazone intermediate. The presence of sodium dihydrogen phosphate and pyridine acts as a crucial base system to promote the final intramolecular cyclization, closing the triazole ring with high regioselectivity. The use of elemental iodine as a mild oxidant ensures that the reaction proceeds smoothly at moderate temperatures (110-130 °C), avoiding the thermal degradation often seen in more aggressive oxidative protocols. This mechanistic pathway is not only chemically elegant but also practically superior, as it minimizes the formation of side products and maximizes atom economy.
Impurity control in this process is inherently managed by the specificity of the iodine-promoted oxidation and the stability of the triazole product under the reaction conditions. Unlike metal-catalyzed reactions that often suffer from homocoupling side reactions or incomplete conversions leading to difficult-to-remove metal-organic impurities, this organic-only system produces a cleaner crude profile. The byproducts are primarily inorganic salts and reduced iodine species, which are easily removed during the aqueous work-up or silica gel treatment. The patent data indicates that varying the substituents on the aryl rings (R1 and R2) has minimal impact on the reaction efficiency, suggesting a robust mechanism that tolerates electron-donating groups like methoxy and methyl, as well as electron-withdrawing groups like chlorine and trifluoromethyl. This consistency is vital for R&D directors who require predictable outcomes when scaling new analogues for structure-activity relationship (SAR) studies.
How to Synthesize 3,4,5-Trisubstituted 1,2,4-Triazole Efficiently
The operational simplicity of this protocol makes it an ideal candidate for rapid adoption in process chemistry laboratories. The procedure involves a sequential addition of reagents into a DMSO solution, allowing for a streamlined one-pot transformation that reduces solvent usage and processing time. The initial heating phase activates the ketone, while the second phase drives the cyclization to completion. Detailed standard operating procedures regarding stoichiometry, specifically the optimal molar ratio of sodium dihydrogen phosphate to pyridine to iodine (4:1:2.5), are critical for maximizing yield. For a comprehensive guide on executing this synthesis with precise temperature controls and work-up parameters, please refer to the standardized protocol below.
- Add arylethanone and iodine into dimethyl sulfoxide (DMSO) and heat to 90-110 °C for 4-6 hours to initiate Kornblum oxidation.
- Introduce additional iodine, sodium dihydrogen phosphate, pyridine, and trifluoroethylimine hydrazide into the reaction mixture.
- Heat the solution to 110-130 °C for 12-20 hours to complete the cyclization, then filter and purify via column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this iodine-catalyzed route offers substantial strategic benefits beyond mere chemical novelty. The elimination of precious metal catalysts directly translates to a significant reduction in raw material costs, as elemental iodine is vastly cheaper than palladium or rhodium complexes. Furthermore, the removal of heavy metals from the process flow negates the need for expensive resin-based scavengers and extensive analytical testing for residual metals, which are major cost drivers in API manufacturing. The use of commodity chemicals like arylethanones ensures a stable and diversified supply base, reducing the risk of shortages that often plague specialized reagent markets. This resilience is crucial for maintaining continuous production schedules and meeting tight delivery deadlines for global pharmaceutical clients.
- Cost Reduction in Manufacturing: The economic impact of switching to this metal-free protocol is profound, primarily driven by the drastic simplification of the downstream processing. Without the burden of removing trace heavy metals, manufacturers can reduce the number of purification cycles and minimize solvent consumption, leading to lower overall production costs. The high conversion rates reported in the patent examples suggest that raw material utilization is optimized, further enhancing the cost-efficiency of the process. Additionally, the ability to run the reaction under ambient atmospheric conditions removes the energy and equipment costs associated with maintaining inert atmospheres, contributing to a leaner manufacturing footprint.
- Enhanced Supply Chain Reliability: Sourcing reliability is significantly improved because the key starting materials, such as acetophenones and hydrazides, are bulk chemicals produced by numerous global suppliers. This commoditization prevents supply bottlenecks that are common with proprietary catalysts or exotic ligands. The robustness of the reaction conditions means that production is less susceptible to minor fluctuations in environmental controls, ensuring consistent batch-to-bquality. For supply chain planners, this predictability allows for more accurate forecasting and inventory management, ultimately securing the continuity of supply for critical drug intermediates.
- Scalability and Environmental Compliance: From an environmental and safety perspective, this method aligns perfectly with green chemistry principles by avoiding toxic heavy metals and reducing waste generation. The scalability is evidenced by the successful expansion of the reaction to gram levels in the patent data, with a clear path to multi-kilogram and ton-scale production. The simplified waste stream, devoid of heavy metal contamination, eases the burden on wastewater treatment facilities and ensures compliance with increasingly stringent environmental regulations. This makes the process not only commercially viable but also sustainable for long-term industrial operation.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this triazole synthesis technology. These insights are derived directly from the experimental data and beneficial effects described in the patent documentation, providing clarity for technical decision-makers evaluating this route for their specific applications.
Q: Does this synthesis method require expensive transition metal catalysts?
A: No, the method described in patent CN113105402A utilizes elemental iodine as a non-metallic promoter, eliminating the need for costly palladium or copper catalysts and simplifying downstream purification.
Q: What are the typical reaction conditions for this triazole formation?
A: The reaction proceeds in dimethyl sulfoxide (DMSO) under aerobic conditions, typically requiring temperatures between 110-130 °C for the cyclization step, without the need for strict anhydrous or oxygen-free environments.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the protocol uses cheap and commercially available starting materials like arylethanones and avoids sensitive reagents, making it highly amenable to scale-up from gram to multi-kilogram levels for commercial supply.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3,4,5-Trisubstituted 1,2,4-Triazole Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the metal-free iodine-catalyzed synthesis described in patent CN113105402A for the production of high-value pharmaceutical intermediates. As a premier CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that our clients receive a consistent and reliable supply of complex heterocycles. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of 3,4,5-trisubstituted 1,2,4-triazole compound adheres to the highest quality standards required by the global pharmaceutical industry.
We invite you to collaborate with us to leverage this cost-effective and scalable technology for your next drug development project. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating how this novel route can optimize your budget without compromising quality. Please contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us help you accelerate your path to market with superior chemical solutions.