Scalable Metal-Free Synthesis of Trifluoromethyl Triazoles for Advanced Pharmaceutical Intermediates
Scalable Metal-Free Synthesis of Trifluoromethyl Triazoles for Advanced Pharmaceutical Intermediates
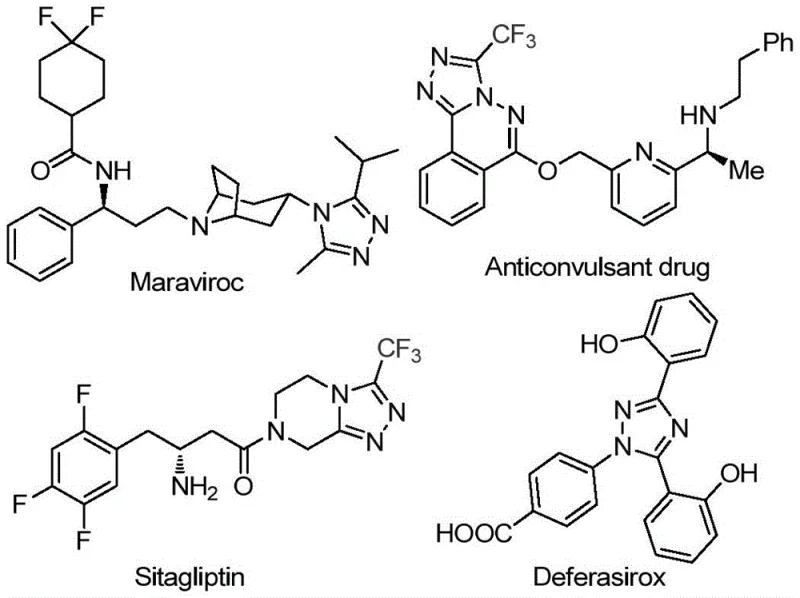
The pharmaceutical industry continuously seeks robust synthetic routes for nitrogen-containing heterocycles, particularly those incorporating fluorine motifs which enhance metabolic stability and bioavailability. Patent CN113105402A introduces a significant advancement in the preparation of 3,4,5-trisubstituted 1,2,4-triazole compounds, a structural core prevalent in blockbuster drugs such as Maraviroc and Sitagliptin. This innovation addresses the critical need for efficient, metal-free methodologies that can deliver high-purity intermediates without the logistical burden of inert atmosphere operations. By leveraging a tandem oxidative cyclization strategy mediated by elemental iodine, this technology offers a streamlined pathway that aligns perfectly with the rigorous quality and scalability demands of modern active pharmaceutical ingredient (API) supply chains.
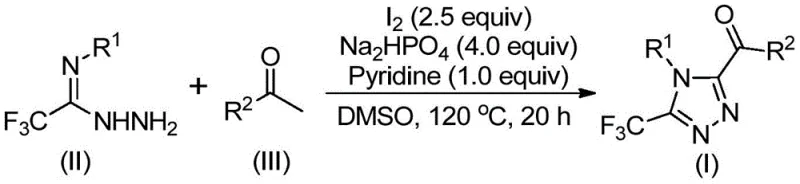
The strategic importance of this synthesis lies in its ability to introduce both trifluoromethyl and acyl groups simultaneously onto the triazole ring, a modification known to drastically improve the physicochemical properties of drug candidates. Unlike traditional methods that often rely on toxic heavy metals or complex multi-step sequences, this approach utilizes readily available arylethanones and trifluoroacetimidoyl hydrazides as starting materials. For R&D directors focusing on impurity profiles, the avoidance of transition metals eliminates a major source of contamination, thereby reducing the complexity of purification protocols. Furthermore, the operational simplicity—requiring neither strictly anhydrous nor oxygen-free conditions—positions this method as a highly attractive option for reliable pharmaceutical intermediate suppliers aiming to optimize production efficiency while maintaining stringent quality control standards.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of polysubstituted 1,2,4-triazole scaffolds has been fraught with synthetic challenges that hinder cost-effective manufacturing. Conventional routes frequently depend on the use of expensive transition metal catalysts, such as palladium or copper complexes, which not only inflate raw material costs but also necessitate rigorous post-reaction purification steps to meet regulatory limits on residual metals in APIs. Additionally, many existing protocols require harsh reaction conditions, including strong bases, high temperatures, or strictly inert atmospheres, which complicate reactor engineering and increase energy consumption. The limited substrate scope of older methods often restricts the diversity of substituents that can be introduced, forcing chemists to resort to lengthy protection-deprotection sequences. These factors collectively contribute to extended lead times and reduced overall process robustness, creating bottlenecks in the supply chain for high-purity pharmaceutical intermediates.
The Novel Approach
The methodology disclosed in CN113105402A represents a paradigm shift by employing a non-metallic iodine-promoted system that operates under remarkably mild and practical conditions. This novel approach capitalizes on the dual functionality of dimethyl sulfoxide (DMSO) and elemental iodine to effectuate a Kornblum-type oxidation of arylethanones directly in the reaction vessel. By generating reactive alpha-diketone intermediates in situ, the process seamlessly transitions into a condensation and cyclization cascade with trifluoroacetimidoyl hydrazides. This tandem sequence eliminates the need for isolating unstable intermediates, thereby minimizing material loss and handling hazards. The use of inexpensive reagents like sodium dihydrogen phosphate and pyridine as bases further enhances the economic viability of the process. Crucially, the tolerance for ambient moisture and oxygen removes the necessity for specialized glovebox techniques or extensive solvent drying, significantly lowering the barrier to entry for commercial scale-up of complex heterocyclic intermediates.
Mechanistic Insights into Iodine-Mediated Oxidative Cyclization
At the heart of this transformation is a sophisticated yet elegant mechanistic pathway driven by the oxidative power of the iodine-DMSO system. The reaction initiates with the iodination of the arylethanone substrate, followed by a Kornblum oxidation where DMSO acts as the oxygen donor to convert the methyl ketone into an alpha-diketone species. This oxidation step is critical as it activates the carbonyl carbon for subsequent nucleophilic attack. Once the alpha-diketone is formed, it undergoes a dehydration condensation with the hydrazine moiety of the trifluoroacetimidoyl hydrazide. This condensation generates a hydrazone intermediate which is primed for intramolecular cyclization. The presence of iodine and the basic environment provided by the phosphate/pyridine system facilitates the final ring closure, aromatizing the triazole core and establishing the stable 3,4,5-substitution pattern observed in the final product.
From an impurity control perspective, understanding this mechanism allows for precise tuning of reaction parameters to suppress side reactions. The stoichiometric balance between iodine, base, and substrates is vital; the patent specifies a molar ratio of sodium dihydrogen phosphate to pyridine to iodine of approximately 4:1:2.5 to ensure complete conversion while minimizing over-oxidation or polymerization byproducts. The choice of DMSO as the solvent is not merely for solubility but is integral to the oxidation mechanism itself, ensuring high conversion rates of the starting ketones. By controlling the temperature profile—initially heating to 90-110°C for oxidation and then ramping to 110-130°C for cyclization—the process maximizes the formation of the desired triazole ring while mitigating the risk of thermal degradation. This mechanistic clarity provides R&D teams with the confidence to adapt the protocol for diverse substrates, knowing exactly how electronic and steric factors will influence the reaction trajectory.
How to Synthesize 3,4,5-Trisubstituted 1,2,4-Triazole Efficiently
The execution of this synthesis follows a logical two-stage thermal protocol designed to maximize yield and purity while minimizing operational complexity. The process begins with the preparation of the oxidative mixture, where arylethanone and elemental iodine are dissolved in DMSO and heated to initiate the formation of the dicarbonyl intermediate. Following this induction period, the second stage involves the introduction of the nitrogen source and base system to drive the cyclization. Detailed standard operating procedures regarding specific addition rates, stirring speeds, and quenching protocols are essential for reproducibility. For a comprehensive guide on the exact step-by-step execution, including workup and purification details, please refer to the standardized synthesis instructions below.
- Oxidation Phase: Mix arylethanone and elemental iodine in DMSO, heating to 90-110°C for 4-6 hours to generate the reactive alpha-diketone intermediate via Kornblum oxidation.
- Cyclization Phase: Add sodium dihydrogen phosphate, pyridine, and trifluoroacetimidoyl hydrazide to the mixture, then heat to 110-130°C for 12-20 hours to promote dehydration and ring closure.
- Purification: Filter the reaction mixture, mix with silica gel, and perform column chromatography to isolate the final 3,4,5-trisubstituted 1,2,4-triazole product with high purity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this iodine-mediated synthesis offers tangible benefits that extend far beyond the laboratory bench. The primary advantage lies in the drastic simplification of the raw material portfolio; arylethanones and elemental iodine are commodity chemicals available in bulk quantities from multiple global suppliers, reducing dependency on single-source specialty reagents. This abundance translates directly into enhanced supply chain reliability, as the risk of stockouts for exotic catalysts is completely eliminated. Furthermore, the elimination of heavy metal catalysts removes the need for expensive scavenging resins or complex extraction processes typically required to meet ppm-level metal specifications in APIs. This streamlining of the downstream processing workflow results in substantial cost savings in terms of both material consumption and waste disposal.
- Cost Reduction in Manufacturing: The economic impact of replacing precious metal catalysts with elemental iodine cannot be overstated. Iodine is significantly cheaper than palladium or rhodium complexes, and its usage in this catalytic or stoichiometric capacity does not require recovery systems that add capital expenditure. Additionally, the ability to run the reaction without strict anhydrous conditions reduces the energy load associated with solvent drying and nitrogen purging. The high atom economy of the tandem reaction means less waste is generated per kilogram of product, lowering the overall cost of goods sold (COGS). By simplifying the purification to a standard silica gel column or crystallization, the process avoids the high operational costs associated with preparative HPLC or complex distillation setups often needed for sensitive organometallic reactions.
- Enhanced Supply Chain Reliability: Supply continuity is paramount for API manufacturers, and this method secures the supply chain by utilizing robust, shelf-stable reagents. The starting materials, such as acetophenone derivatives and trifluoroacetimidoyl hydrazides, have well-established global supply chains with consistent quality. The reaction's tolerance to ambient conditions means that manufacturing can proceed without the risk of batch failure due to minor leaks in reactor seals or fluctuations in humidity, which are common causes of downtime in sensitive organometallic processes. This robustness ensures predictable batch cycles and reliable delivery schedules, allowing procurement teams to negotiate better terms with confidence. The scalability demonstrated from gram to potential ton-scale ensures that the supply can grow in lockstep with clinical or commercial demand without requiring process re-engineering.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this process aligns with green chemistry principles by avoiding toxic heavy metals and reducing solvent usage through high concentration reactions. The absence of pyrophoric reagents or highly toxic gases simplifies the safety infrastructure required for the plant, lowering insurance and compliance costs. Waste streams are easier to treat since they primarily contain organic residues and iodine salts rather than persistent heavy metal contaminants. The straightforward workup procedure, involving filtration and chromatography, generates less hazardous waste compared to extractive workups involving large volumes of halogenated solvents. This environmental profile not only facilitates regulatory approval but also enhances the corporate sustainability metrics of the manufacturing entity, a key consideration for modern pharmaceutical partnerships.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this triazole synthesis technology. These answers are derived directly from the experimental data and beneficial effects described in the patent documentation, providing clarity on reaction scope, conditions, and scalability. Understanding these nuances is critical for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios.
Q: Does this synthesis require expensive transition metal catalysts?
A: No, the patented method utilizes elemental iodine as a non-metallic promoter, eliminating the need for costly palladium or copper catalysts and simplifying downstream purification by avoiding heavy metal residue removal.
Q: What are the critical reaction conditions for optimal yield?
A: The process requires a two-stage heating protocol: an initial oxidation at 90-110°C followed by a cyclization step at 110-130°C in DMSO solvent, utilizing a specific molar ratio of iodine to base (Na2HPO4/Pyridine) to drive the reaction to completion.
Q: Is the method suitable for large-scale industrial production?
A: Yes, the protocol avoids stringent anhydrous or anaerobic conditions and uses commercially abundant raw materials like arylethanones, making it highly amenable to scale-up from gram-level laboratory synthesis to multi-ton commercial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3,4,5-Trisubstituted 1,2,4-Triazole Supplier
As the pharmaceutical landscape evolves towards more complex fluorinated heterocycles, having a manufacturing partner with deep technical expertise in oxidative cyclization is invaluable. NINGBO INNO PHARMCHEM possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your transition from lab-scale discovery to market supply is seamless. Our facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications, ensuring that every batch of 3,4,5-trisubstituted 1,2,4-triazole meets the exacting standards required for API synthesis. We understand that consistency is key, and our process engineers are adept at optimizing parameters like temperature gradients and reagent dosing to maximize yield and minimize impurities.
We invite you to leverage our technical capabilities to accelerate your drug development timeline. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are prepared to provide specific COA data and route feasibility assessments to demonstrate how this iodine-mediated technology can enhance your supply chain efficiency. Let us collaborate to bring your next-generation therapeutics to market faster and more economically.