Optimizing Antiviral Drug Supply Chains Through Advanced Intermediate Synthesis Technology
The global demand for antiviral medications, particularly neuraminidase inhibitors like Oseltamivir Phosphate, necessitates a robust and reliable supply chain for critical pharmaceutical intermediates. Patent CN111153818B introduces a transformative method for preparing tert-butylamine derivatives, which serve as pivotal precursors in the synthesis of this essential antiviral drug. This technical breakthrough addresses long-standing manufacturing bottlenecks associated with conventional synthesis routes, specifically targeting the issues of reaction system solidification and byproduct formation that have historically plagued production efficiency. By implementing a controlled magnesium-amine complexation strategy, this innovation offers a pathway to significantly higher purity and yield, directly impacting the cost structure and availability of high-purity pharmaceutical intermediates for global health security. For procurement leaders and R&D directors, understanding the nuances of this patented approach is vital for securing a competitive advantage in the antiviral market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthesis pathways for generating tert-butylamine derivatives, such as those disclosed in earlier patents like CN100545145C, suffer from severe operational deficiencies that hinder commercial scalability. The primary technical failure point lies in the formation of an amine-magnesium complex that inevitably leads to system solidification, making mechanical stirring extremely difficult or entirely impossible as the reaction progresses. This physical limitation not only creates dangerous hot spots within the reactor due to poor heat transfer but also drastically reduces the effective reaction volume, leading to inconsistent conversion rates. Furthermore, the harsh conditions required in these legacy methods often promote the generation of significant byproducts, specifically degradation products and chlorinated impurities, which complicate downstream purification and reduce the overall yield of the desired intermediate. These inefficiencies translate directly into higher operational costs and extended lead times, creating vulnerability in the supply chain for critical API intermediates.
The Novel Approach
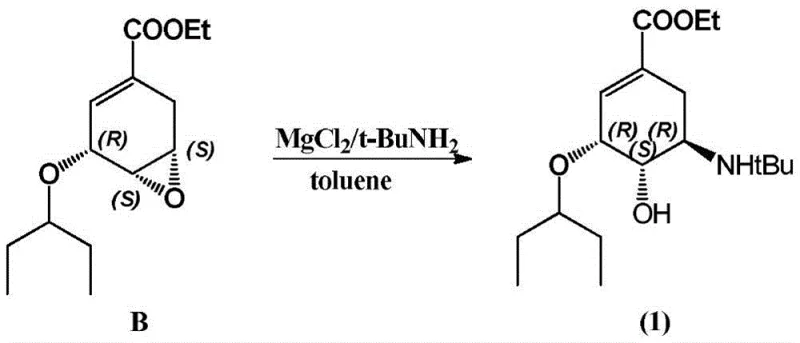
The innovative method described in patent CN111153818B fundamentally reengineers the reaction environment to circumvent the physical and chemical limitations of prior art. By meticulously controlling the preparation temperature of the magnesium-amine compound within a narrow window of 0-15°C, the process prevents the premature aggregation that causes solidification. Additionally, the strategy employs a split-addition protocol for tert-butylamine, where a portion is used to form the initial complex and the remainder is introduced later to drive the ring-opening reaction. This precise modulation of reagent addition and thermal conditions ensures a homogeneous reaction mixture throughout the entire duration, facilitating consistent mass transfer and thermal regulation. Consequently, this approach effectively suppresses the formation of stubborn byproducts, enabling the stable preparation of the target compound with purity exceeding 95% and yields consistently above 90%.
Mechanistic Insights into Magnesium-Amine Complex Catalysis
The core of this technological advancement lies in the sophisticated management of the magnesium-amine coordination chemistry during the initial phase of the synthesis. In the conventional route, the rapid mixing of magnesium halides and excess tert-butylamine at ambient or elevated temperatures leads to the instantaneous precipitation of insoluble complexes. In contrast, the novel protocol dictates a low-temperature pre-formation step where magnesium halide and a controlled equivalent of tert-butylamine are stirred in an aprotic solvent like toluene for 0.5 to 1.5 hours. This deliberate pacing allows for the formation of a soluble, reactive magnesium-amine species that remains stable in solution, thereby maintaining the fluidity of the reaction system. This solubility is crucial for the subsequent nucleophilic attack on the epoxide ring of Compound B, ensuring that the reagent is available in the solution phase rather than being locked in an inactive solid lattice.
Furthermore, the mechanism effectively mitigates the formation of specific impurities known as Impurity X and Impurity Y, which are critical quality attributes for any pharmaceutical intermediate supplier. Impurity X is identified as a degradation product that arises when the substrate is exposed to strong alkaline conditions for prolonged periods without proper stoichiometric control. Impurity Y, a chlorinated byproduct, results from the interaction of the magnesium halide with the substrate under unoptimized conditions. By optimizing the molar equivalent ratio of magnesium halide to tert-butylamine and extending the reaction time for the second addition of amine to 24-48 hours at 50-70°C, the process drives the reaction to completion while minimizing side reactions. This precise control over the reaction kinetics ensures that the final product profile is clean, reducing the burden on purification units and enhancing the overall process mass intensity.
How to Synthesize Tert-Butylamine Derivative I Efficiently
Implementing this synthesis route requires strict adherence to the thermal and stoichiometric parameters defined in the patent to ensure reproducibility and safety on a commercial scale. The process begins with the preparation of the magnesium-amine complex, followed by the sequential addition of the epoxide substrate and the remaining amine reagent. Each step must be monitored to maintain the specific temperature ranges that prevent system curing, particularly during the exothermic complexation phase. The detailed standardized synthesis steps, including specific solvent volumes, stirring rates, and workup procedures involving citric acid quenching, are essential for achieving the reported high yields and purity levels. Operators must be trained to recognize the visual cues of a healthy reaction mixture versus one that is beginning to aggregate, ensuring immediate corrective action if parameters drift.
- Prepare magnesium-amine compound by reacting magnesium halide and tert-butylamine in aprotic solvent at 0-15°C for 0.5-1.5 hours.
- Add compound B to the mixed solution and stir for more than 8 hours to form mixed solution B.
- Add additional tert-butylamine and react at 50-70°C for 24-48 hours to yield the final tert-butylamine derivative.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this optimized synthesis method offers substantial strategic benefits beyond mere technical superiority. The elimination of system solidification translates directly into enhanced equipment utilization rates, as reactors do not require extensive downtime for cleaning solidified residues or repairing stirring mechanisms damaged by high torque loads. This operational reliability ensures consistent batch-to-batch output, which is critical for maintaining the continuity of supply for downstream API manufacturers who operate on tight just-in-time schedules. Moreover, the significant reduction in byproduct formation means that less raw material is wasted on generating unusable mass, thereby improving the overall material efficiency of the plant. These factors combine to create a more resilient supply chain capable of withstanding market fluctuations and demand surges for antiviral medications.
- Cost Reduction in Manufacturing: The qualitative improvements in the process logic lead to direct cost savings by removing the need for expensive remediation steps associated with solidified reactors. By avoiding the use of excessive reagents to force reactions in heterogeneous mixtures, the consumption of raw materials such as magnesium halides and tert-butylamine is optimized to theoretical limits. Additionally, the higher purity of the crude product reduces the load on downstream purification columns and crystallization units, lowering the consumption of solvents and energy required for final isolation. This streamlined workflow results in a lower cost of goods sold (COGS) without compromising on the stringent quality standards required for pharmaceutical intermediates.
- Enhanced Supply Chain Reliability: The robustness of this method against process deviations ensures that production schedules are met with high predictability. Unlike conventional methods where batch failures due to curing are a known risk, this controlled approach minimizes the probability of off-spec batches that would otherwise delay shipments. The use of common, commercially available solvents like toluene and standard inorganic salts further secures the supply chain against raw material shortages. This reliability allows procurement teams to negotiate better terms with partners, knowing that the manufacturing base is stable and capable of delivering high-purity pharmaceutical intermediates on time.
- Scalability and Environmental Compliance: The homogeneous nature of the reaction mixture facilitates seamless scale-up from pilot plants to multi-ton commercial reactors without the need for specialized mixing equipment. The reduction in byproduct generation also aligns with green chemistry principles by minimizing waste streams that require treatment or disposal. Lower solvent usage for purification and higher yields contribute to a reduced environmental footprint, helping manufacturers meet increasingly strict regulatory compliance standards. This scalability ensures that the technology can support growing global demand for antiviral drugs while maintaining sustainable manufacturing practices.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented synthesis method. These answers are derived directly from the experimental data and beneficial effects described in the patent documentation, providing clarity on how this technology resolves specific industry pain points. Understanding these details is crucial for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios. The focus remains on the practical implications of the process parameters on product quality and operational efficiency.
Q: How does this method prevent reaction system solidification?
A: By strictly controlling the preparation temperature of the magnesium-amine complex between 0-15°C and utilizing a split-addition strategy for tert-butylamine, the formation of insoluble amine-magnesium aggregates is minimized, ensuring consistent stirring and heat transfer throughout the reaction vessel.
Q: What are the primary impurities controlled in this synthesis?
A: The process specifically targets the reduction of Impurity X, a degradation product formed under strong alkaline conditions, and Impurity Y, a chlorinated byproduct. Optimizing the stoichiometry and reaction time significantly lowers their presence to ensure high-purity output.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the elimination of system curing allows for reliable scaling from laboratory to industrial reactors. The use of common solvents like toluene and standard magnesium halides ensures that raw material sourcing remains stable and cost-effective for mass manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Tamiflu Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of securing a stable supply of high-quality antiviral drug intermediates for the global pharmaceutical market. Our CDMO expertise allows us to adapt complex patented pathways, such as the one described in CN111153818B, into robust industrial processes that meet the highest standards of quality and safety. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with precision and consistency. Our rigorous QC labs and commitment to stringent purity specifications guarantee that every batch of high-purity pharmaceutical intermediates we deliver is ready for immediate use in your API synthesis, minimizing your risk and accelerating your time to market.
We invite you to collaborate with us to optimize your supply chain and achieve significant cost reduction in pharmaceutical intermediates manufacturing. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. By partnering with us, you gain access to specific COA data and route feasibility assessments that demonstrate the tangible benefits of switching to this advanced synthesis method. Contact us today to discuss how we can support your production goals with reliable, scalable, and cost-effective chemical solutions.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →