Scalable Metal-Free Synthesis of Trifluoromethyl-Triazoles for Advanced Pharmaceutical Intermediates
Scalable Metal-Free Synthesis of Trifluoromethyl-Triazoles for Advanced Pharmaceutical Intermediates
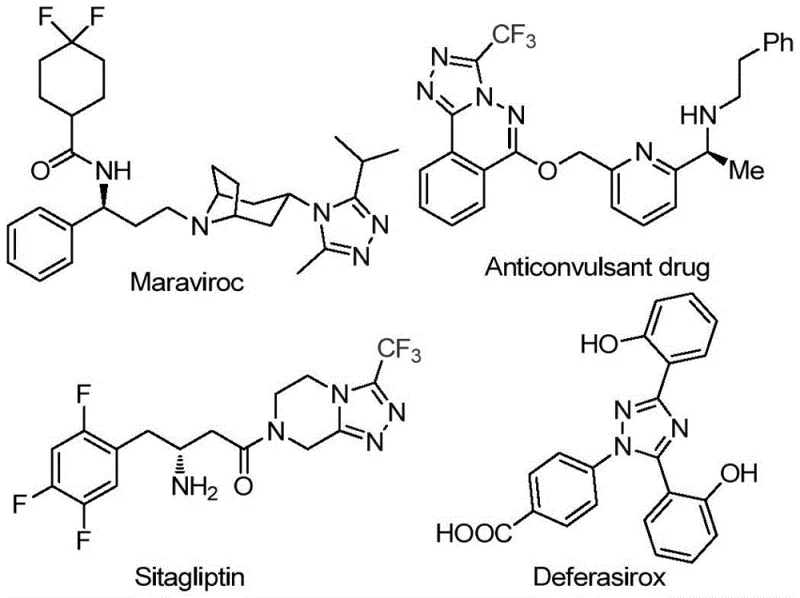
The pharmaceutical industry continuously seeks robust synthetic routes for heterocyclic scaffolds that serve as critical building blocks for active pharmaceutical ingredients (APIs). Patent CN113105402B discloses a groundbreaking preparation method for 3,4,5-trisubstituted 1,2,4-triazole compounds, a structural motif prevalent in high-value drugs such as Sitagliptin, Maraviroc, and Deferasirox. This technology represents a significant leap forward by utilizing a non-metallic iodine-promoted strategy that bypasses the limitations of traditional transition metal catalysis. For R&D directors and procurement specialists, this innovation offers a pathway to high-purity intermediates with reduced environmental impact and simplified operational protocols. The method leverages readily available starting materials like aryl ethanones and trifluoroethylimide hydrazides, ensuring supply chain stability while delivering products with excellent functional group tolerance.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of polysubstituted 1,2,4-triazoles, particularly those bearing both trifluoromethyl and acyl groups, has been fraught with challenges that hinder efficient commercial production. Traditional methodologies often rely heavily on transition metal catalysts, which introduce significant complications regarding residual metal contamination—a critical quality attribute for pharmaceutical intermediates. Furthermore, many existing protocols demand stringent reaction conditions, such as strictly anhydrous and oxygen-free environments, which escalate operational costs and require specialized equipment. The complexity of post-reaction processing to remove toxic heavy metals not only extends lead times but also generates substantial hazardous waste, conflicting with modern green chemistry principles. Additionally, the limited substrate scope of older methods often restricts the ability to introduce diverse functional groups necessary for structure-activity relationship (SAR) studies in drug discovery.
The Novel Approach
In stark contrast, the methodology outlined in patent CN113105402B introduces a streamlined, metal-free alternative that fundamentally reshapes the manufacturing landscape for these valuable heterocycles. By employing elemental iodine in dimethyl sulfoxide (DMSO), the process facilitates a tandem iodination and Kornblum oxidation sequence that proceeds under relatively mild conditions without the need for inert atmospheres. This approach drastically simplifies the workflow, allowing reactions to be conducted in standard glassware with minimal safety overhead. The elimination of heavy metal catalysts inherently improves the purity profile of the final product, reducing the burden on downstream purification teams. Moreover, the use of cheap and commercially abundant reagents ensures that cost reduction in pharmaceutical intermediate manufacturing is achievable without compromising on yield or quality, making it an ideal candidate for large-scale industrial application.
Mechanistic Insights into Iodine-Promoted Tandem Cyclization
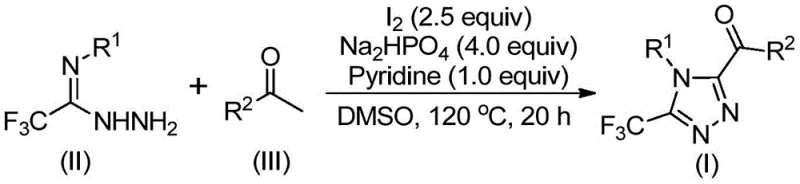
The core of this innovative synthesis lies in a sophisticated yet efficient mechanistic pathway driven by the dual role of iodine and DMSO. Initially, the aryl ethanone undergoes an iodination followed by a Kornblum oxidation, mediated by the iodine-DMSO system, to generate an aryl diketone intermediate in situ. This oxidative transformation is crucial as it activates the carbonyl carbon for subsequent nucleophilic attack. Once the diketone is formed, it reacts with the trifluoroethylimide hydrazide through a dehydration condensation to yield a hydrazone intermediate. This step is pivotal for establishing the nitrogen-rich framework required for the triazole ring. The presence of sodium dihydrogen phosphate and pyridine acts as a base promoter, facilitating the deprotonation steps necessary for the cyclization to proceed smoothly. The entire sequence is designed to maximize atom economy while minimizing side reactions that could lead to impurity formation.
Following the formation of the hydrazone, the system undergoes an intramolecular cyclization promoted by the continued presence of iodine and the basic environment. This cyclization closes the five-membered 1,2,4-triazole ring, simultaneously incorporating the trifluoromethyl group at the 3-position and the acyl group at the 5-position. The robustness of this mechanism is evidenced by its high tolerance for various substituents on both the aryl ketone and the hydrazide components, including electron-donating groups like methoxy and electron-withdrawing groups like chloro and trifluoromethyl. From a quality control perspective, this predictable mechanistic pathway ensures a consistent impurity profile, allowing for the establishment of rigorous specification limits. The avoidance of radical-heavy metal pathways further reduces the risk of generating hard-to-remove organometallic byproducts, thereby enhancing the overall safety and reliability of the synthetic route for GMP manufacturing.
How to Synthesize 3,4,5-Trisubstituted 1,2,4-Triazole Efficiently
The practical execution of this synthesis is designed for ease of operation, making it highly accessible for process chemistry teams aiming to scale up production. The protocol involves a sequential addition of reagents in a single pot, minimizing unit operations and solvent exchanges. Typically, the reaction begins by heating the aryl ethanone and iodine in DMSO, followed by the introduction of the hydrazide and base additives. The temperature is carefully ramped to ensure complete conversion while preventing thermal degradation of sensitive functional groups. Detailed standardized synthesis steps see the guide below.
- Mix aryl ethanone and iodine in DMSO, heating to 90-110°C for 4-6 hours to initiate oxidation.
- Add sodium dihydrogen phosphate, pyridine, and trifluoroethylimide hydrazide to the mixture.
- Heat the solution to 110-130°C for 12-20 hours to complete the cyclization, followed by purification.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this iodine-promoted synthesis offers transformative benefits that directly impact the bottom line and operational resilience. The shift away from precious metal catalysts eliminates a major cost driver associated with both the purchase of expensive reagents and the complex validation required for their removal. This change significantly streamlines the supply chain by relying on commodity chemicals like iodine and acetophenones, which are globally sourced and less susceptible to geopolitical supply disruptions compared to specialized organometallic catalysts. Furthermore, the simplified workup procedure reduces the consumption of silica gel and solvents during purification, leading to substantial cost savings in waste management and raw material usage. The ability to operate without strict anhydrous conditions also lowers energy consumption related to solvent drying and inert gas purging, contributing to a more sustainable and cost-effective manufacturing footprint.
- Cost Reduction in Manufacturing: The elimination of transition metal catalysts removes the necessity for expensive scavenging resins and extensive analytical testing for residual metals, which are traditionally resource-intensive processes. By utilizing inexpensive elemental iodine and common bases, the direct material cost per kilogram of the intermediate is drastically lowered. Additionally, the high conversion rates observed in this protocol minimize the loss of valuable starting materials, ensuring that the theoretical yield is closely approached in practice. This efficiency translates directly into improved margin potential for the final API, providing a competitive edge in price-sensitive markets. The reduction in processing steps also lowers labor costs and equipment occupancy time, further enhancing the overall economic viability of the production campaign.
- Enhanced Supply Chain Reliability: Relying on widely available commodity chemicals ensures a stable and continuous supply of raw materials, mitigating the risks associated with single-source suppliers of exotic catalysts. The robustness of the reaction conditions means that production can be maintained even if minor fluctuations in environmental controls occur, reducing the likelihood of batch failures. This reliability is crucial for maintaining just-in-time inventory levels and meeting tight delivery schedules for downstream customers. The scalability of the method from gram to multi-kilogram scales without significant re-optimization allows for flexible production planning, enabling manufacturers to respond quickly to changes in market demand. Consequently, partners can secure long-term supply agreements with greater confidence in the continuity of operations.
- Scalability and Environmental Compliance: The process is inherently designed for scale-up, as demonstrated by its successful expansion to gram-level batches in the patent examples without loss of efficiency. The absence of toxic heavy metals simplifies the disposal of reaction waste, aligning with increasingly stringent environmental regulations and corporate sustainability goals. Reduced solvent usage and simpler purification requirements lower the overall E-factor of the process, minimizing the environmental footprint of the manufacturing facility. This compliance advantage not only avoids potential regulatory fines but also enhances the brand reputation of the manufacturer as a responsible producer of fine chemicals. The straightforward nature of the reaction setup allows for easy transfer between different manufacturing sites, ensuring global supply consistency.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this novel triazole synthesis technology. These insights are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing clarity for technical decision-makers. Understanding these details is essential for evaluating the feasibility of integrating this route into existing production pipelines. The answers highlight the practical advantages concerning purity, cost, and operational simplicity that distinguish this method from legacy technologies.
Q: Does this synthesis require expensive transition metal catalysts?
A: No, the method described in patent CN113105402B utilizes elemental iodine as a non-metal promoter, eliminating the need for costly heavy metal catalysts and simplifying downstream purification.
Q: What are the optimal reaction conditions for scale-up?
A: The process operates effectively in DMSO at temperatures between 110°C and 130°C for the cyclization step, without requiring strict anhydrous or oxygen-free environments, facilitating easier industrial scale-up.
Q: Can this method tolerate diverse functional groups on the substrate?
A: Yes, the protocol demonstrates broad substrate scope, successfully accommodating various substituents such as methyl, methoxy, chloro, and trifluoromethyl groups on both the aryl ketone and hydrazide components.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3,4,5-Trisubstituted 1,2,4-Triazole Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of efficient and compliant synthetic routes in the development of next-generation therapeutics. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory discovery to industrial reality is seamless. We are committed to delivering high-purity pharmaceutical intermediates that meet stringent purity specifications, supported by our rigorous QC labs equipped with state-of-the-art analytical instrumentation. Our expertise in handling complex heterocyclic chemistry allows us to optimize processes like the iodine-promoted triazole synthesis to maximize yield and minimize impurities, providing our clients with a distinct competitive advantage in the marketplace.
We invite you to collaborate with us to leverage this advanced technology for your specific project needs. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your volume requirements and quality standards. Please contact us to request specific COA data and route feasibility assessments, and let us demonstrate how our commitment to innovation and quality can drive value for your organization. Together, we can accelerate the development of life-saving medicines through superior chemical manufacturing solutions.