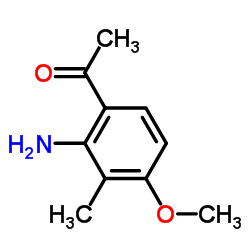
1-(2-Amino-4-methoxy-3-methylphenyl)ethanone
- CAS No.912347-94-5
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High purity pharmaceutical intermediate for antiviral synthesis. Available in bulk with comprehensive quality documentation and COA.
Request Bulk PricingProduct Technical Details
Product Overview
Welcome to our premium catalog of advanced pharmaceutical intermediates. We are pleased to present 1-(2-Amino-4-methoxy-3-methylphenyl)ethanone, a critical building block designed for complex organic synthesis within the medicinal chemistry sector. This compound, identified by CAS number 912347-94-5, serves as a foundational element in the construction of sophisticated therapeutic agents. Our commitment to excellence ensures that every batch meets rigorous international standards for purity and consistency, making it an ideal choice for research laboratories and large-scale manufacturing facilities alike.
As a dedicated chemical manufacturer with decades of industry experience, we understand the vital role that high-quality intermediates play in the drug development pipeline. This specific aromatic ketone derivative is engineered to facilitate efficient synthesis routes, particularly in the realm of antiviral pharmaceutical research. By choosing our supply, you gain access to a reliable partner committed to safety, compliance, and technical superiority.
Quality Assurance and Specifications
Quality control is the cornerstone of our manufacturing process. Each production lot undergoes stringent analytical testing to verify chemical identity and purity levels. We utilize state-of-the-art chromatography and spectroscopy methods to ensure that the final product aligns perfectly with the specified technical data sheet. Our facility operates under strict quality management systems to guarantee traceability and reproducibility for every kilogram shipped.
| Parameter | Value |
|---|---|
| CAS Number | 912347-94-5 |
| Molecular Formula | C10H13NO2 |
| Molecular Weight | 179.216 |
| Assay | ≥99.0% |
| Loss on Drying | ≤0.5% |
| Density | 1.1±0.1 g/cm3 |
| Boiling Point | 336.0±37.0 °C at 760 mmHg |
| Flash Point | 171.1±22.8 °C |
The data above reflects our standard specification for commercial grades. Custom purity levels may be available upon request for specific research requirements. We encourage all clients to review the Certificate of Analysis (COA) provided with each shipment to confirm that the material meets your specific project needs.
Industrial Applications
This chemical intermediate is primarily utilized in the synthesis of complex pharmaceutical compounds. It plays a significant role in the manufacturing process of antiviral agents, including specific treatments for hepatitis C such as Simeprevir. Researchers and process chemists value this compound for its reactivity and stability during multi-step synthesis sequences. It serves as a key precursor in forming essential structural motifs required for biological activity in final drug products.
Beyond pharmaceutical synthesis, this compound may be employed in various organic chemistry research projects focused on developing new therapeutic modalities. Our technical team supports customers with guidance on handling and integration into broader synthesis routes, ensuring optimal yields and safety during laboratory or pilot plant operations.
Packaging and Storage
To maintain product integrity during transit and storage, we utilize robust packaging solutions. The standard commercial package consists of 25kg drums, which are designed to protect the material from moisture and physical damage. Custom packaging configurations can be arranged to suit specific logistical requirements or smaller scale research needs.
Proper storage is essential for maintaining chemical stability. We recommend storing this material in a cool, dry, and well-ventilated area. Containers should remain tightly closed when not in use to prevent exposure to atmospheric moisture or contaminants. Adhering to these storage guidelines ensures that the product retains its specified quality attributes throughout its shelf life.
Why Choose Our Company
As a global manufacturer, we pride ourselves on delivering consistent quality and reliable supply chain performance. Our clients benefit from competitive bulk pricing, timely delivery, and comprehensive documentation support. Whether you are scaling up production or conducting initial R&D, our team is equipped to support your chemical sourcing needs with professionalism and integrity.


