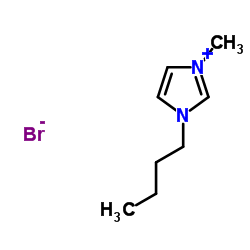
1-Butyl-3-methylimidazolium Bromide
- CAS No.85100-77-2
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High-purity ionic liquid intermediate for advanced organic synthesis processes. Available in bulk quantities with comprehensive quality documentation.
Request Bulk PricingProduct Technical Details
Product Overview
1-Butyl-3-methylimidazolium Bromide is a specialized imidazolium-based ionic liquid precursor widely utilized in modern organic synthesis and chemical manufacturing. As a key member of the room temperature ionic liquid family, this compound offers exceptional stability and solubility properties that make it indispensable for various industrial applications. Our manufacturing process ensures high purity levels suitable for demanding synthetic routes where consistency and reliability are paramount.
This chemical serves as a fundamental building block for creating more complex ionic liquids used as green solvents, electrolytes, and catalytic media. The robust nature of the imidazolium ring structure provides thermal stability, while the bromide anion contributes to its specific reactivity profile. We adhere to strict quality control protocols to guarantee that every batch meets international standards for pharmaceutical and fine chemical intermediates.
Technical Specifications
| Parameter | Value |
|---|---|
| CAS Number | 85100-77-2 |
| Molecular Formula | C8H15BrN2 |
| Molecular Weight | 219.122 g/mol |
| Appearance | White to off-white powder |
| Assay (Purity) | ≥97.0% |
| Melting Point | 65-75°C |
| Exact Mass | 218.041855 |
| Polar Surface Area | 8.81 |
Industrial Applications
The primary application of 1-Butyl-3-methylimidazolium Bromide lies in its role as a versatile intermediate for organic synthesis. It is frequently employed in the preparation of other functionalized ionic liquids that serve as environmentally friendly alternatives to volatile organic compounds. Researchers and process engineers value this material for its ability to facilitate reactions under mild conditions, thereby improving safety and energy efficiency in chemical production.
Additionally, this compound finds utility in electrochemical applications, polymerization processes, and as a solvent system for biomass processing. Its compatibility with various organic and inorganic substrates allows for flexible integration into existing manufacturing workflows. Whether used in laboratory-scale research or large-scale industrial production, the material delivers consistent performance.
Quality Assurance and Storage
We maintain a rigorous quality assurance framework to ensure product integrity. Each production lot undergoes comprehensive testing using advanced analytical techniques such as HPLC and NMR to verify identity and purity. A Certificate of Analysis (COA) is provided with every shipment, documenting all critical quality attributes. This transparency allows our clients to maintain their own compliance standards without interruption.
For optimal preservation, store this product in a cool, ventilated area away from direct sunlight and moisture. The packaging consists of durable drums designed to protect the contents during transit. We offer flexible packaging options, including standard 25 kg drums or customized solutions based on specific customer requirements. Our logistics team ensures timely global delivery with full documentation support.
Why Choose Our Supply
- Consistent high purity levels exceeding 97 percent.
- Scalable production capacity for bulk orders.
- Comprehensive technical support and documentation.
- Competitive pricing for long-term partnerships.
- Strict adherence to safety and environmental regulations.


