2-Aminoethyldiisopropylamine
- CAS No.121-05-1
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High-purity 2-Aminoethyldiisopropylamine (CAS 121-05-1) is a colorless liquid pharmaceutical intermediate essential for advanced organic synthesis and drug development processes.
Request Bulk PricingProduct Technical Details
Product Overview
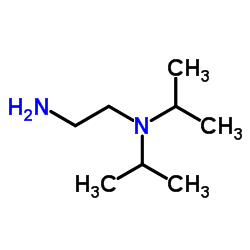
2-Aminoethyldiisopropylamine, commonly recognized by its CAS registry number 121-05-1, is a specialized organic compound widely utilized in the fine chemical and pharmaceutical industries. This diamine derivative features a unique structural configuration that imparts significant nucleophilic properties, making it an invaluable building block for complex molecular synthesis. As a clear, colorless liquid at standard ambient conditions, it offers excellent handling characteristics for industrial-scale reactions. Our facility ensures that every batch meets rigorous international standards for purity and consistency, supporting researchers and manufacturers in achieving optimal yields in their synthetic pathways.
The chemical stability and reactivity profile of this compound make it particularly suitable for constructing specialized pharmaceutical intermediates. It serves as a critical precursor in the development of advanced therapeutic agents, including those used in neurological research and cognitive function studies. By maintaining strict control over the production environment, we guarantee a product that facilitates efficient downstream processing while minimizing impurity profiles that could affect final drug substance quality.
Technical Specifications
| Parameter | Specification |
|---|---|
| CAS Number | 121-05-1 |
| Molecular Formula | C8H20N2 |
| Molecular Weight | 144.258 g/mol |
| Appearance | Colorless transparent liquid |
| Purity (Assay) | ≥99.0% |
| Moisture Content | ≤0.5% |
| Density | 0.8±0.1 g/cm3 |
| Boiling Point | 162.8±8.0 °C at 760 mmHg |
| Flash Point | 49.3±13.1 °C |
| Refractive Index | 1.450 |
Industrial Applications
This versatile amine finds extensive application in the synthesis of high-value pharmaceutical intermediates. Its primary utility lies in its ability to act as a key structural component in the formation of complex heterocyclic systems. In the context of medicinal chemistry, it is frequently employed in the preparation of compounds designed for specific biological targets. The high purity grade we supply ensures that subsequent reaction steps proceed without interference from residual solvents or side products, thereby enhancing the overall efficiency of the manufacturing process.
Beyond pharmaceuticals, this chemical serves as a valuable reagent in organic synthesis laboratories focused on developing new functional materials. Its dual amine functionality allows for selective derivatization, providing chemists with the flexibility to design diverse molecular architectures. Whether used in pilot-scale development or full-scale commercial production, consistent quality is paramount to maintaining regulatory compliance and product safety.
Quality Assurance and Safety
Quality control is the cornerstone of our manufacturing operation. Each production lot undergoes comprehensive analysis using advanced chromatographic techniques to verify identity and purity levels. A Certificate of Analysis (COA) is provided with every shipment, detailing critical parameters such as assay, moisture, and physical constants. We adhere to strict Good Manufacturing Practices (GMP) guidelines to ensure traceability and reliability throughout the supply chain.
Regarding safety, this compound is flammable and should be handled with appropriate care. It is recommended to store the material in a cool, well-ventilated area away from incompatible substances such as strong oxidizing agents. Personnel should utilize standard personal protective equipment, including chemical-resistant gloves and eye protection, during handling operations. Our packaging is designed to prevent leakage and maintain product integrity during transit, ensuring that the chemical arrives at your facility in optimal condition.
Packaging and Logistics
We offer flexible packaging solutions to accommodate various production scales. The standard configuration includes 200 kg drums, which are securely sealed to prevent contamination and evaporation. For clients with specific requirements, custom packaging options are available upon request. Our logistics network supports global shipping, ensuring timely delivery to major industrial hubs worldwide. We work closely with freight partners to comply with all international hazardous material transportation regulations, providing documentation necessary for smooth customs clearance.


