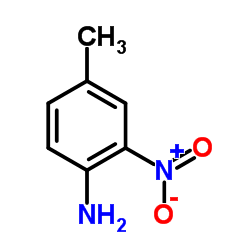
2-Nitro-p-toluidine
- CAS No.89-62-3
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High purity 2-Nitro-p-toluidine (CAS 89-62-3) designed for organic pigment synthesis. Reliable industrial grade intermediate with comprehensive quality documentation.
Request Bulk PricingProduct Technical Details
Product Overview
2-Nitro-p-toluidine, identified by CAS number 89-62-3, is a specialized organic compound serving as a vital intermediate in the chemical synthesis industry. This nitro-substituted aromatic amine is primarily utilized as a foundational building block for the production of high-performance organic pigments and dyes. Our manufacturing facility is dedicated to producing this compound with exceptional consistency, ensuring that clients receive a reliable source of high-purity intermediates for their downstream industrial applications.
The compound is characterized by its distinct orange powder appearance and stable chemical properties when stored under recommended conditions. As a key supplier in the global colorant supply chain, we prioritize molecular structure consistency and purity levels to guarantee optimal performance in final pigment formulations. Our production processes adhere to strict safety and quality protocols, making this material suitable for demanding synthetic applications.
Physical and Chemical Properties
Understanding the physical characteristics of 2-Nitro-p-toluidine is essential for safe handling and effective integration into synthesis routes. The compound exhibits a molecular weight of approximately 152.15 g/mol and a molecular formula of C7H8N2O2. It possesses a density of 1.164 g/cm3, indicating a relatively compact molecular structure. The boiling point is recorded at 169 degrees Celsius under reduced pressure conditions, while the melting point ranges between 115 to 116 degrees Celsius, providing thermal stability during processing.
Additional properties include a flash point of 157 degrees Celsius, which necessitates standard fire safety precautions during storage and transport. The index of refraction is measured at 1.615, reflecting its optical characteristics. These physical parameters are critical for chemical engineers designing reaction vessels and storage systems to ensure safety and efficiency throughout the manufacturing lifecycle.
Technical Specifications
Quality control is paramount in the production of fine chemical intermediates. Our analytical team conducts comprehensive testing on every production lot to verify compliance with established factory standards. The following table outlines the key physical and chemical parameters typically associated with our premium grade material, ensuring transparency and reliability for our partners.
| Items of Analysis | Standard of Analysis | Test Results |
|---|---|---|
| Appearance | Orange-red powder | Conform |
| Assay | ≥99.0% | 99.5% |
| Moisture | ≤0.5% | 0.3% |
| Melting Point | ≥115℃ | Conform |
| Conclusion | Conforms to Factory Standard | |
Industrial Applications
The primary application of 2-Nitro-p-toluidine lies in the synthesis of organic pigments. Its chemical reactivity allows for efficient conversion into various azo dyes and pigment structures that exhibit excellent color fastness and stability. Manufacturers in the coatings, inks, plastics, and textile industries rely on this intermediate to achieve vibrant and durable coloration in their final products. The high purity level ensures minimal side reactions during synthesis, leading to cleaner final products and reduced waste.
- Production of high-performance organic pigments for industrial coatings.
- Synthesis of specialized dye intermediates for textile applications.
- Use in custom organic synthesis projects requiring nitro-aniline derivatives.
- Component in specialized chemical research and development formulations.
Quality Assurance and Storage
We understand the importance of safety and stability in chemical logistics. Our product is packaged in 25kg drums designed to protect the material from moisture, light, and contamination during transit. To maintain chemical integrity, storage conditions should be kept in a cool, dry, and well-ventilated area away from incompatible substances such as strong oxidizing agents. Containers must remain tightly closed when not in use to prevent degradation.
Our commitment to excellence extends beyond the product itself. We provide comprehensive documentation, including Certificates of Analysis (COA), to support regulatory compliance and quality assurance protocols for our global partners. By choosing our facility, you gain access to a supply chain dedicated to safety, purity, and consistent delivery schedules. Our team is available to assist with technical inquiries regarding handling procedures and integration into your specific manufacturing processes.


