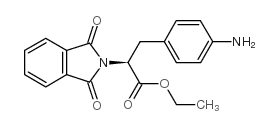
4-Amino-L-phenyl-N-phthalylalanine ethyl ester
- CAS No.74743-23-0
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High purity pharmaceutical intermediate designed for advanced synthetic routes. Ideal for large-scale production of therapeutic agents with consistent quality assurance.
Request Bulk PricingProduct Technical Details
Product Overview
4-Amino-L-phenyl-N-phthalylalanine ethyl ester represents a critical building block in the synthesis of complex pharmaceutical compounds. As a protected amino acid derivative, this compound offers superior stability and reactivity profiles essential for multi-step organic synthesis processes. Our manufacturing facility ensures that every batch meets rigorous international standards for pharmaceutical intermediates, providing reliability for downstream production lines.
This specialized chemical is engineered to facilitate the efficient construction of peptide bonds and heterocyclic structures. The phthalyl protection group provides robust stability against various reaction conditions, allowing chemists to perform selective transformations without compromising the integrity of the amino functionality. This makes it an indispensable resource for research laboratories and industrial manufacturing plants focused on high-value therapeutic agents.
Technical Specifications
| Parameter | Value |
|---|---|
| Chemical Name | 4-Amino-L-phenyl-N-phthalylalanine ethyl ester |
| CAS Number | 74743-23-0 |
| Molecular Formula | C19H18N2O4 |
| Molecular Weight | 338.36 g/mol |
| Appearance | Light yellow crystalline powder |
| Purity | ≥98.0% |
| Density | 1.331 g/cm3 |
| Boiling Point | 534.8°C at 760 mmHg |
| Refractive Index | 1.637 |
Quality Assurance and Production
Quality control is paramount in the production of pharmaceutical intermediates. Our facility employs advanced analytical techniques including HPLC, NMR, and Mass Spectrometry to verify the identity and purity of each lot. We maintain a comprehensive quality management system that tracks every stage of production from raw material sourcing to final packaging. This ensures traceability and consistency, which are vital for clients operating under strict regulatory frameworks.
We understand that impurities can significantly impact downstream synthesis yields and final product safety. Therefore, our purification processes are optimized to minimize by-products and residual solvents. Each shipment is accompanied by a detailed Certificate of Analysis (COA) that documents all critical quality attributes. Our commitment to excellence allows us to serve as a trusted partner for global pharmaceutical companies seeking reliable supply chains.
Industrial Applications
The primary application of this compound lies in the synthesis of advanced therapeutic agents. It serves as a key intermediate in the production of Melphalan and related alkylating agents used in oncology treatments. The structural features of this molecule enable precise coupling reactions necessary for constructing complex drug architectures. Beyond oncology, derivatives of this structure find utility in the development of novel peptide-based therapeutics and diagnostic agents.
Research institutions utilize this material for method development in organic synthesis, particularly in studies involving protected amino acids and peptide mimetics. The stability of the phthalyl group allows for diverse chemical modifications, making it a versatile tool for medicinal chemistry campaigns. Industrial clients value this intermediate for its scalability and cost-effectiveness in large-scale manufacturing processes.
Storage and Handling
To maintain optimal quality, this product should be stored in a tightly closed container within a cool, dry, and well-ventilated area. It is essential to keep the material away from incompatible substances such as strong oxidizing agents and acids. Proper storage conditions prevent degradation and ensure that the chemical properties remain stable over time. We recommend following standard laboratory safety protocols when handling this substance, including the use of appropriate personal protective equipment.
Packaging options are flexible to meet customer requirements, typically available in 25kg cardboard drums or customized containers upon request. Our logistics team ensures secure transportation to prevent damage during transit. For large volume orders, we offer tailored supply solutions that align with your production schedules. Contact our technical sales team for detailed information regarding pricing, lead times, and custom synthesis capabilities.


