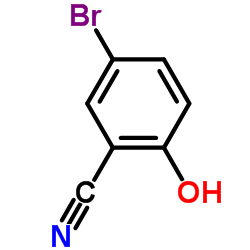
5-Bromo-2-hydroxybenzonitrile
- CAS No.40530-18-5
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High-purity 5-Bromo-2-hydroxybenzonitrile (CAS 40530-18-5) designed for advanced organic synthesis. Reliable supply with ≥98.0% assay for pharmaceutical and chemical manufacturing.
Request Bulk PricingProduct Technical Details
Product Overview
5-Bromo-2-hydroxybenzonitrile is a specialized organic compound widely recognized for its utility in complex chemical synthesis pathways. As a key building block, this brominated nitrile derivative serves essential roles in the development of pharmaceutical intermediates and advanced functional materials. Our facility produces this compound under strict quality control protocols to ensure consistent molecular integrity and high purity levels suitable for demanding research and industrial applications.
The chemical structure combines a nitrile group with a hydroxy substituent on a brominated benzene ring, offering unique reactivity profiles for nucleophilic substitution and coupling reactions. This versatility makes it a preferred choice for chemists designing multi-step synthesis routes where precise functional group manipulation is required.
Technical Specifications
| Parameter | Value |
|---|---|
| CAS Number | 40530-18-5 |
| Molecular Formula | C7H4BrNO |
| Molecular Weight | 198.017 g/mol |
| Appearance | White to off-white powder |
| Assay | ≥98.0% |
| Moisture Content | ≤0.5% |
| Melting Point | 160 °C |
| Boiling Point | 282.8±25.0 °C at 760 mmHg |
| Density | 1.8±0.1 g/cm3 |
| Flash Point | 124.8±23.2 °C |
Industrial Applications
This compound is primarily utilized as an intermediate in organic synthesis, particularly within the pharmaceutical and agrochemical sectors. Its reactivity allows for efficient incorporation into larger molecular frameworks, facilitating the production of active pharmaceutical ingredients (APIs) and specialized fine chemicals. Researchers value this material for its stability and predictable behavior during various catalytic processes.
- Pharmaceutical intermediate synthesis
- Agrochemical product development
- Advanced organic material research
- Custom chemical manufacturing projects
Quality Assurance And Safety
We adhere to rigorous quality management systems to guarantee that every batch meets or exceeds specified purity standards. Each shipment is accompanied by a comprehensive Certificate of Analysis (COA) detailing test results for identity, assay, and impurities. Our laboratory employs advanced analytical techniques including HPLC and NMR to verify chemical composition before release.
Safety is paramount in handling chemical intermediates. This product should be stored in a cool, ventilated place away from incompatible substances. Proper personal protective equipment (PPE) is recommended during handling to minimize exposure risks. Our packaging solutions are designed to maintain product integrity during transit, ensuring that the material arrives in optimal condition for immediate use.
Packaging And Logistics
Standard packaging consists of 25 kg drums, though we offer flexible customization to meet specific client requirements. Our logistics network supports global delivery, ensuring timely supply chain integration for manufacturing partners. We provide technical support throughout the procurement process to assist with application-specific inquiries and regulatory documentation.


